一种圆管打孔工装设备
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及汽车零部件加工技术领域,具体的说是一种圆管打孔工装设备。
背景技术
将工件(圆管)装夹到打点工装上,然后从端头处采用压钳压紧,打点。打点完成后取出工件,工人一只手拿住圆管一只手按压下钻床,操作手柄,实现钻孔。打点之后才能进行钻孔加工,加工工序多,时间长,效率低下,且操作复杂。
发明内容
现为了满足上述对圆管进行快速钻孔加工的需求,本发明提出了一种圆管打孔工装设备。
本发明所要解决的技术问题采用以下技术方案来实现:
一种圆管打孔工装设备,包括底座,所述底座的上方设置有并列的两个用于对圆管进行固定的固定座,所述底座的上表面还滑动设置有钻头,该钻头在两个所述固定座之间轮流移动对其内部圆管打孔,所述固定座的底部设置有被圆管插入时带动其转动的驱动轮,该驱动轮通过传动部带动所述钻头移动以及所述固定座前方用于对圆管进行夹持的压钳转动。
两个所述驱动轮中的一个固定连接有第一齿轮,另一个固定连接有第一带轮,所述第一带轮通过皮带传动连接有第二带轮,所述第二带轮转动设置在所述固定座侧面,所述第二带轮通过转轴转动连接有所述转轴套设的输出锥齿轮,所述转轴的这端还设置有第二齿轮,所述第二齿轮与所述第一齿轮相啮合。
所述输出锥齿轮的两侧分别啮合第一输入锥齿轮和第二输入锥齿轮,所述第一输入锥齿轮通过第一连杆带动大齿轮在所述钻头底部的齿条上啮合转动,所述第二输入锥齿轮通过第二连杆带动所述压钳转动。
所述齿条底面设置有凸条,该凸条在所述底座上表面的限位槽中滑动。
所述固定座包括下方半圆形的槽体和上方的固定壳,该固定壳上正中心位置处设置有定位孔,该定位孔与所述钻头位于同一竖直直线上。
本发明的有益效果是:
本发明通过在固定座的内部设置驱动轮,通过在安装圆管时,圆管带动驱动轮进行转动,从而驱动轮通过传动部带动钻头向这侧移动,带动压钳向这侧转动,直接完成准备工作,使用者只需压紧压钳并启动钻头下降打孔即可,同时还可以将另一个固定座上加工完成的圆管反向推出,操作简单方便,实用性更强。
附图说明
下面结合附图和实施例对本发明进一步说明。
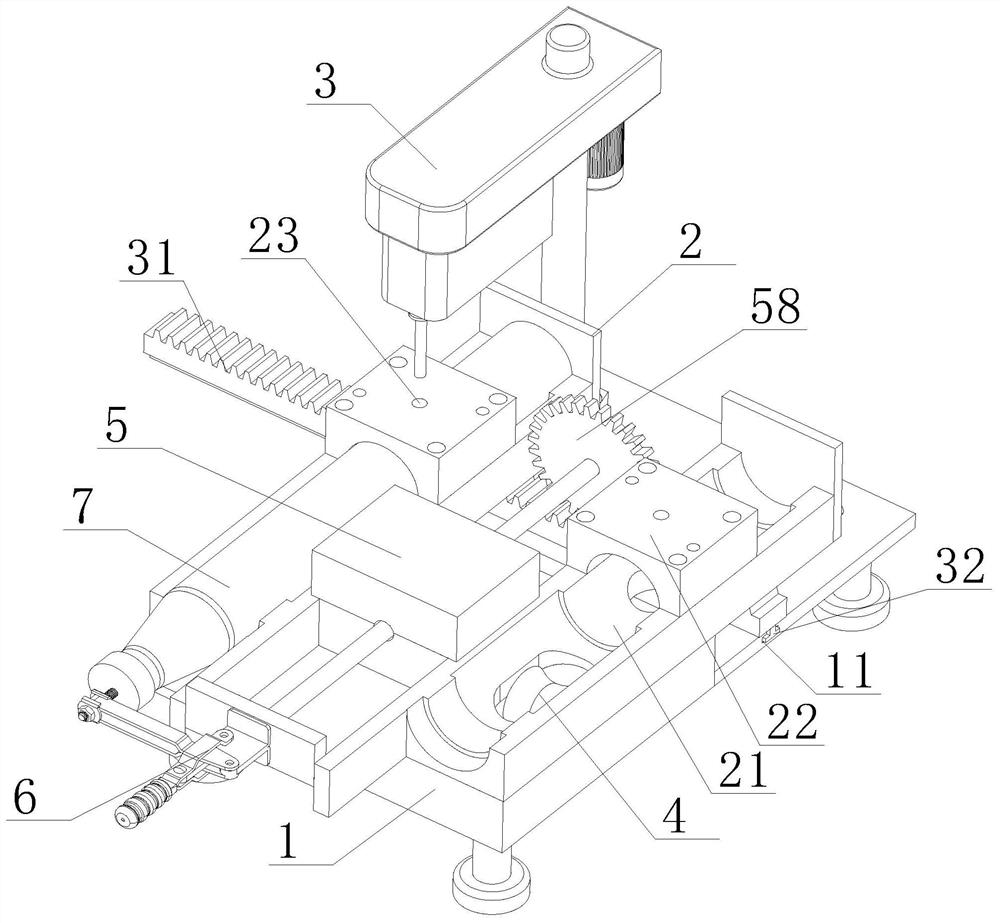
图1是本发明的整体立体示意图一;
图2是本发明的整体立体示意图二;
图3是本发明的整体立体示意图三;
图4是本发明的俯视示意图。
图中:1、底座;11、限位槽;2、固定座;21、槽体;22、固定壳;23、定位孔;3、钻头;31、齿条;32、凸条;4、驱动轮;41、第一齿轮;42、第一带轮;5、传动部;51、皮带;52、第二带轮;53、转轴;54、输出锥齿轮;55、第二齿轮;56、第一输入锥齿轮;561、第一连杆;57、第二输入锥齿轮;571、第二连杆;58、大齿轮;6、压钳;7、圆管。
具体实施方式
为了使本领域的技术人员更好的理解本发明的技术方案,下面将结合实施例中的附图,对本发明进行更清楚、更完整的阐述,当然所描述的实施例只是本发明的一部分而非全部,基于本实施例,本领域技术人员在不付出创造性劳动性的前提下所获得的其他的实施例,均在本发明的保护范围内。
如图1至图4所示,一种圆管打孔工装设备,包括底座1,底座1的上方设置有并列的两个用于对圆管7进行固定的固定座2,底座1的上表面还滑动设置有钻头3,该钻头3在两个固定座2之间轮流移动对其内部圆管7打孔,固定座2的底部设置有被圆管7插入时带动其转动的驱动轮4,该驱动轮4通过传动部5带动钻头3移动以及固定座2前方用于对圆管7进行夹持的压钳6转动。
两个驱动轮4中的一个固定连接有第一齿轮41,另一个固定连接有第一带轮42,第一带轮42通过皮带51传动连接有第二带轮52,第二带轮52转动设置在固定座2侧面,第二带轮52通过转轴53转动连接有转轴53套设的输出锥齿轮54,转轴53的这端还设置有第二齿轮55,第二齿轮55与第一齿轮41相啮合。
输出锥齿轮54的两侧分别啮合第一输入锥齿轮56和第二输入锥齿轮57,第一输入锥齿轮56通过第一连杆561带动大齿轮58在钻头3底部的齿条31上啮合转动,第二输入锥齿轮57通过第二连杆571带动压钳6转动。压钳6转动的圈数的多圈半,这样可以让压钳6直接转动到相对的另一侧,对另一个圆管7进行压紧。
齿条31底面设置有凸条32,该凸条32在底座1上表面的限位槽11中滑动。钻头3通过齿条31底部的凸条32沿着限位槽11滑动,从而对钻头3的移动进行限定,使得钻头3只能够在左右两个固定座2之间切换移动。
固定座2包括下方半圆形的槽体21和上方的固定壳22,该固定壳22上正中心位置处设置有定位孔23,该定位孔23与钻头3位于同一竖直直线上。当钻头3与定位孔23在同一竖直直线上时,钻头3下降穿过定位孔23才能对内部圆管7进行定位后钻孔,在钻头3左右移动的两端均设置有限位块对其进行阻挡避免移动超范围。
由于左右两侧固定座2之间的距离为定值,从而齿轮的移动距离为一定,大齿轮58的转动圈数一定,其余齿轮的转动圈数也为定数,进而配合压钳6转动的圈数,对驱动轮4转动的圈数进行确定,之后对驱动轮4与固定座2内部之间的距离进行确定,实现整个之间的联动。
左侧固定座2加工时:工作人员将圆管7的尾端沿着固定座2的槽体21插入,在圆管7插入的过程中带动底部的驱动轮4进行转动,该驱动轮4带动第一齿轮41进行转动,第一齿轮41带动第二齿轮55进行反转,第二齿轮55通过转轴53带动输出锥齿轮54进行转动,输出锥齿轮54带动两侧的第一输入锥齿轮56向右侧转动和第二输入锥齿轮57向左侧转动,从而第一输入锥齿轮56通过第一连杆561带动大齿轮58向右转动,从而大齿轮58带动齿条31向左移动,将钻头3向左移动,从而将钻头3移动到固定座2的固定壳22定位孔23上方,进行对准,同时第二输入锥齿轮57带动压钳6向座转动多圈半后重新与左侧的圆管7前端对齐,然后人工按压压钳6对圆管7进行固定,并启动钻头3下降对孔洞进行钻取,当钻取完成后,松开压钳6和上升钻头3,完成对第一个圆管7的加工。
然后将另一个圆管7插入到右侧固定座2中,带动右侧的驱动轮4进行转动,右侧的驱动轮4通过第一带轮42和皮带51带动上方的第二带轮52转动,第二带轮52带动转轴53转动,转轴53带动输出锥齿轮54,输出锥齿轮54带动两侧的第一输入锥齿轮56向左侧转动,第二输入锥齿轮57向右侧转动,从而第一输入锥齿轮56通过第一连杆561、大齿轮58带动齿条31向右侧移动,从而将钻头3移动到右侧,同时第二输入锥齿轮57带动压钳6转动多圈半后也与右侧的圆管7对齐,同时转轴53带动第二齿轮55转动,第二齿轮55带动第一齿轮41反转,从而第一齿轮41带动左侧的驱动轮4反转,将左侧加工完成的圆管7从左侧的固定座2中转移出来,然后由人工按压压钳6对圆管7进行固定,并启动钻头3下降对孔洞进行钻取,当钻取完成后,松开压钳6和上升钻头3即可。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种圆管打孔工装设备
- 一种用于新能源汽车部件圆管打孔设备