一种卧式高温球磨设备
文献发布时间:2023-06-19 11:06:50
技术领域
本发明属于粉末加工机械设备技术领域,涉及一种球磨设备,尤其涉及一种卧式高温球磨设备。
背景技术
球磨机不仅是一种广泛用于选矿、建材、化工等传统行业的粉磨设备,同时也是电子原料和纳米材料制作领域的关键设备,一般使用钢球或者陶瓷球辅助实现材料的破碎与研磨。在粉体加工的流程中往往需要在粉磨工序前后对粉体进行加热,以达到干燥或高温热处理的效果。现有技术中粉磨和加热分属两道工艺,至少需要两套设备,设备占地大。根据所加工粉体的性质,在一些加工过程中需要真空环境或者气体保护,材料在多套设备间的输送和保存增加了工序和成本,将多个工序集成化可以降低成本并提高质量的稳定性。在现代的材料制备中还有一种利用颗粒破碎瞬间较高的表面化学能促进反应速率的方法,为了让反应顺利进行,也需要温度控制。将研磨和热处理结合的材料加工方法具有很好的应用前景和经济效益。
发明CN100460074C和CN102614965B等采用了将球磨置于高温炉中的技术路线,高温下球磨机各部件容易发生损坏,特别是驱动和传动部件,而且由外而内的加热需要先加热球磨筒壁,再通过筒壁和材料的热传递实现,筒壁和材料的接触面积有限,造成材料升温慢、加热不均匀。并且将球磨置于高温炉中的技术只能按批次处理材料,无法实现连续生产。发明CN107866312B和CN109282585B使用热风对材料进行烘干,可以实现连续生产,但由于气体比热低,所能携带的能量有限,一味加大气体流量又容易将球磨中的粉体材料带走,在现实情况下气体加热升温速度慢,其作用仅限于烘干,无法达到较高温度。发明申请公告号CN109663639A提出使用微波进行加热,理论上可以直接加热材料,减少对筒体和相关驱动、传动部件的高温压力,但在现有技术下,大型微波设备的建设和微波辐射屏蔽成本极其高昂,仅适用于实验室小型仪器,难以用于生产,而且微波加热只能针对微波敏感材料,可加工的材料受限,不具有普适性。
发明内容
针对现有的高温球磨技术与装备无法实现对不同材料大型化、连续化生产的问题,本发明提供了一种使用电磁感应加热金属磨球的技术与装置,利用研磨时磨球与材料的接触,在球磨筒这一封闭体系内对目标材料进行高效、快速、均匀的连续加热,实现在精准温度和反应气氛控制下的高温球磨规模化连续生产。
为实现上述目的,本发明提供一种卧式高温球磨设备,具有这样的特征:包括支撑系统、驱动传动系统和加热球磨系统;所述加热球磨系统包括筒体和若干金属磨球;筒体横向设置,左右两端分别具有进料口和出料口;筒体的筒壁内铺设有多层结构,包括耐磨层、保温层和磁轭线圈层;耐磨层位于最内侧,保温层位于耐磨层外侧,磁轭线圈层位于保温层外侧或嵌在保温层中的外侧,其中,磁轭线圈层嵌在保温层中的外侧是指磁轭线圈层短于保温层,保温层在内侧和两侧包裹住磁轭线圈层;磁轭线圈层包括磁轭和线圈,线圈位于磁轭内侧或嵌在磁轭中的内侧,其中,线圈嵌在磁轭中的内侧是指线圈固定在磁轭内,并相对于整体磁轭,位于内侧;线圈与高频电源连接;若干金属磨球置于筒体内;筒体设在支撑系统上,驱动传动系统带动筒体绕其横向的中心线滚动;筒体滚动,物料和气体由进料口进入筒体内,金属磨球使物料在滚动的筒体内得到研磨,同时线圈通高频交流电在筒体内部产生交变磁场,使金属磨球表面产生感应涡流发热进而加热物料。
进一步,本发明提供一种卧式高温球磨设备,还可以具有这样的特征:其中,所述耐磨层的材料为非磁性、不导电材料,避免产生电磁屏蔽。
进一步,本发明提供一种卧式高温球磨设备,还可以具有这样的特征:其中,所述支撑系统包括基座、两个支架和两个轴承;两个支架固定在基座上,相对设置;所述筒体两端的进料口和出料口外设有轴承,通过轴承安装在相应的支架上。
进一步,本发明提供一种卧式高温球磨设备,还可以具有这样的特征:其中,所述驱动传动系统包括电动机、减速器、传动齿轮和被动齿轮;被动齿轮固定套在所述筒体外;传动齿轮位于被动齿轮外侧,与被动齿轮啮合;电动机通过减速器驱动传动齿轮转动,被动齿轮和筒体随之转动。
进一步,本发明提供一种卧式高温球磨设备,还可以具有这样的特征:还包括进出气料控制系统,系统包括进料接头、出料接头、进料控制单元、出料控制单元、进气阀门和出气阀门;进料接头和出料接头分别通过所述轴承与筒体的进料口和出料口连接相通,且不随筒体转动;进料控制单元和出料控制单元分别与进料接头和出料接头连接,控制物料的进出;进气阀门和出气阀门分别设置在进料接头和出料接头上,控制气体的进出。
进一步,本发明提供一种卧式高温球磨设备,还可以具有这样的特征:其中,轴承为气密轴承。
进一步,本发明提供一种卧式高温球磨设备,还可以具有这样的特征:还包括非金属、非热电偶类的温度传感器,设置在所述筒体内,测量筒体的物料温度。
进一步,本发明提供一种卧式高温球磨设备,还可以具有这样的特征:其中,所述出料口设有过滤筛或过滤格栅,滤孔规格大于目标产品颗粒、小于金属磨球。
进一步,本发明提供一种卧式高温球磨设备,还可以具有这样的特征:其中,所述线圈层由高频交流电源供电,频率范围为1000~100000Hz,电源功率可调。
进一步,本发明提供一种卧式高温球磨设备,还可以具有这样的特征:其中,所述金属磨球的材料为耐磨高铬钢或镍基高温合金,在300℃以下为耐磨高铬钢,300℃及以上为镍基高温合金;所述耐磨层的材料在300℃及以上为陶瓷耐火材料。300℃是指工作温度,即线圈通电后的加热温度。
本发明的有益效果在于:
一、利用电流在线圈内部产生交变磁场,使金属磨球产生感应涡流发热,直接作用于物料粉体,热量不作用于设备其他部分,加热直接,能量效率高;
二、磨球数量多,与物料粉体材料接触面积大,加上球磨时的翻转振动,促进磨球与粉体材料之间的接触,热量传递快;
三、采用高频电源,因为趋肤效应,金属球内部温度低,加热集中在球体表面,有利于向物料粉体传热,且加热直接控制方便,断电即停止加热,钢球内部不储存额外热量,控温精准;
四、可以根据物料材料干燥或高温反应的目的,根据需要选用耐磨高铬钢或者高温铁磁材料制造磨球,使用温度范围广,且可普适地应用于各种粉体材料的加工;
五、将粉磨和加热工序集成,实现了设备的集约化,减小设备占地,且设备紧凑有利于气密性控制,该设备除了可以在空气氛围加工外,还可以根据需要通入保护气体或反应气体,使用范围广;
六、在使用反应性气体与物料反应的过程中,物料在加热的同时进行翻转粉磨,可不断将表层的反应产物从颗粒上剥离,提高高温反应的均匀性与反应速率,提高效率;同时,球磨过程中物料破碎露出的新鲜表面具有较高的表面能,反应活性高,有利于提高反应产物的纯度。
七、保温层介于线圈层与物料粉体材料之间,兼顾了粉体热处理过程中的保温节能需求和线圈的散热需要;
八、使用磁轭分布在磁感线圈外侧,除了固定感应线圈位置外,还可以约束感应漏磁向外扩散,提高感应加热的效率,作为磁屏蔽,保障设备的环境安全性。
九、使用非金属、非热电偶类的温度传感器,避免了电磁感应对温度测量的影响,结合功率可调的电源,可以实现温度的精细化控制;
十、使用非磁性、不导电材料制作耐磨层,避免对金属磨球产生电磁屏蔽,使感应加热集中在筒体内部,通过热传递直接传导到目标材料上,高效节能。
附图说明
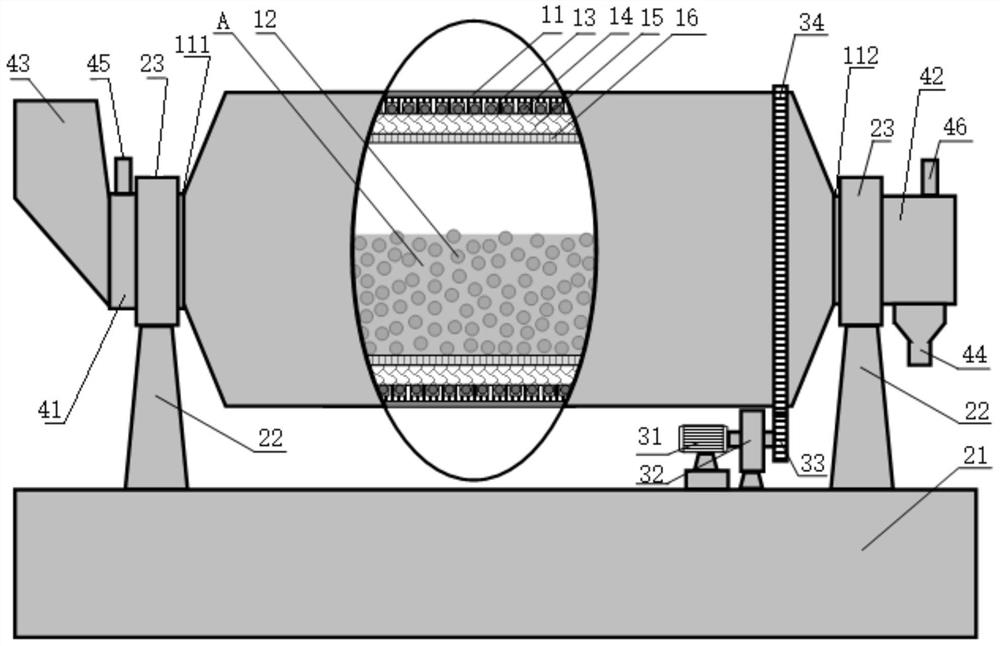
图1是卧式高温球磨设备的结构示意图。
具体实施方式
以下结合附图来说明本发明的具体实施方式。
如图1所示,本发明提供一种卧式高温球磨设备,包括支撑系统、驱动传动系统、加热球磨系统和进出气料控制系统。
加热球磨系统包括筒体11和若干金属磨球12。
筒体11横向设置,左右两端分别具有进料口111和出料口112。
筒体11的筒壁内铺设有多层结构,包括耐磨层16、保温层15和磁轭线圈层。
耐磨层16位于最内侧,保温层15位于耐磨层16外侧并紧贴耐磨层16,磁轭线圈层位于保温层15外侧并紧贴保温层15。磁轭线圈层包括磁轭13和线圈14,线圈14嵌在磁轭中的内侧,即线圈13固定在磁轭14内,并相对于整体磁轭14,位于内侧。
具体的,耐磨层16指耐磨材料构成的一层磨耗结构,耐磨层16的材料为非磁性、不导电材料;保温层15指保温材料构成的一层隔热结构;磁轭13指由导磁率比较高的软磁材料制成的条型薄片垒叠而成的结构;磁轭13内侧设有线圈14,由电磁线圈沿磁轭13内部搭成的支架缠绕构成,线圈14通过导线和外部高频电源连接。线圈14由高频交流电源供电,频率范围为1000~100000Hz,电源功率可调。金属磨球12的材料为耐磨高铬钢或镍基高温合金,在300℃以下为耐磨高铬钢,300℃及以上为镍基高温合金。耐磨层16的材料在300℃及以上为陶瓷耐火材料。
对于本实施例中多层结构,可以根据实际应用需要增加(例如增加其他功能层)、组合(例如用陶瓷作为耐磨和保温层)、拆分(例如线圈与磁轭分开设置,且磁轭位于线圈外侧)或调整顺序,但应限定为:耐磨层位于最内侧;线圈结构位于保温层外或嵌在保温层内的外侧,在实现系统保温的同时兼顾线圈散热;线圈位于磁轭内侧或嵌在磁轭中的内侧,控制漏磁,保障系统的环境安全性。例如,磁轭线圈层还可以嵌在保温层中的外侧,即磁轭线圈层短于保温层,位于其中间部位,保温层在内侧和两侧包裹住磁轭线圈层。
若干金属磨球12置于筒体11内。
其中,出料口112设有过滤筛或过滤格栅,滤孔规格大于目标产品颗粒、小于金属磨球12,以在出料时滤出目标产品保留金属磨球12。
筒体11设在支撑系统上,驱动传动系统带动筒体11绕其横向的中心线滚动。
具体的,支撑系统包括基座21、两个支架22和两个轴承23。两个支架22固定在基座21上,相对设置。筒体11两端的进料口111和出料口112外设有轴承23,通过轴承23安装在相应的支架22上。
驱动传动系统包括电动机31、减速器32、传动齿轮33和被动齿轮34。被动齿轮34固定套在筒体11外。传动齿轮33位于被动齿轮34外侧,与被动齿轮34啮合。电动机31通过减速器32驱动传动齿轮33转动,被动齿轮34和筒体11随之转动。
进出气料控制系统包括进料接头41、出料接头42、进料控制单元43、出料控制单元44、进气阀门45和出气阀门46。
进料接头41和出料接头42分别通过轴承23与筒体11的进料口111和出料口112连接相通,且不随筒体11转动。其中,轴承23为气密轴承,以保证筒体11滚动过程中的密封性。
进料控制单元43和出料控制单元44分别与进料接头41和出料接头42连接,控制物料的进出及进出速率,调节物料在筒体11内的加工时间。
进气阀门45和出气阀门46分别设置在进料接头41和出料接头42上,控制气体的进出及流量,从而控制加热球磨系统中物料粉体的加工/反应气氛。
具体的,进料接头41和出料接头42均具有物料进出的接口和气体进出的接口,进料控制单元43和出料控制单元44连接在物料进出的接口上,进气阀门45和出气阀门46设置在气体进出的接口上。
工作时,驱动传动系统驱动筒体11滚动,物料和气体通过进出气料控制系统的控制由进料口111进入筒体11内,金属磨球12将物料在滚动的筒体11内进行研磨,同时线圈14通电产生内部交变磁场,金属磨球12表面产生感应涡流发热进而加热物料。完成加热球磨的粉体产品通过进出气料控制系统的控制由出料口112排出。
其中,线圈14置于保温层15外部,以在实现系统保温的同时兼顾线圈散热。磁轭13从外侧围绕线圈14,控制漏磁,保障系统的环境安全性。
设备还包括非磁性、非热电偶类的温度传感器,设置在筒体内,测量筒体的物料温度。例如,可选用陶瓷温度传感器集成于耐磨层上,或选用红外传感器通过进料/出料口或者在筒体上设观察窗、通过观察窗对加热球磨系统中的物料温度进行测量。
- 一种卧式高温球磨设备
- 一种卧式球磨型物料烘干机械设备