一种新型车用超轻高强GMT复合板材的制备方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及到汽车内外饰用复合材料领域,具体地说,它涉及一种新型车用超轻高强GMT复合板材的制备方法。
背景技术
轻质玻璃纤维增强型热塑性复合板材,简称轻质GMT(Glass Fiber MatreinforcedThermoplastics),它是一种以热塑性树脂为基体,以连续玻璃纤维毡为增强骨架的复合材料,因其具有轻质环保、吸音隔热、耐冲击、耐腐蚀、成型周期短、生产成本低、可模制较大尺寸、形状复杂的部件且尺寸稳定好以及绿色可回收的特点,受到了汽车界的极大关注。现如今汽车工业越来越倾向于使用GMT材料,已广泛应用于各类汽车内外饰件(汽车底护部件、汽车前端部件、座椅壳体、发动机盖、保险杠、仪表板托架、行李架、遮阳板以及行李箱盖板等)。然而,随着人们生活水平的不断提高,以及全球倡导绿色、低碳、环保、健康的主题下,人们对汽车的需求从最初的代步工具逐渐提升为舒适的移动空间,消费者在购买汽车时除考虑动力性、经济性的同时,也会更加注重驾车舒适性,所以汽车自身机械性能和舒适性能就成了衡量汽车品质的重要标准,在当前市场竞争如此激烈的大环境下,如何降低制造成本进一步提高汽车乘用性能是汽车主机厂及各零部件供应商关注的焦点。轻质GMT的制备方法已然经历了三个阶段:湿法工艺、干法工艺及流化场工艺,目前国内轻质GMT的制备方法主要采用干法梳理工艺,其主要存在如下缺点:
1.在梳理、针刺过程中对纤维损伤大,并且纤维取向明显,板材力学性能呈各向异性;
2.基体树脂纤维与增强性纤维之间粘连主要以点连接方式存在,基体树脂纤维占比高,因此成本增加,进一步实现超轻量化比较困难;
3.基体树脂纤维含量高,膨胀高度偏低、空气层很难渗入,制品设计自由度以及NVH性能很难满足中高端车型设计要求。
以上这些问题都将是制约轻质GMT板材实现轻量化的瓶颈,如何进一步提高材料的综合性能,实现超轻量化(0.3g/cm3)并结合“绿色、低碳、环保、健康”的发展主题已成为当下该材料研究的热点。
国内受设备技术研究水平的限制,主要采用改良现有工艺的方法,比如在梳理过程中,通过调整工艺设备参数,轻度打击玻纤,降低玻纤的损伤,从而在一定程度上改善板材的力学性能;在单纤网的铺叠过程中,通过改变铺网的方式,使玻纤的取向发生改变,从而降低板材纵横向力学性能之间的差异;在基毡表面进行适当的表面处理,从而改变板材的热性能等。但上述改善方式均未从根本上改变纤网的内部结构形态,玻璃纤维间仍然以点连接的方式结合,毡网厚度方向取向纤维含量少,层层纤网之间仅靠针刺固结,二次成型过程中部件高膨化区域上下层纤网结合不足,仍需靠增加树脂用量保证板材力学性能,然随着树脂用量增加,板材膨化比减少,空气渗入量不足,制品超轻量化难以实现,板材设计自由度及NVH性能也严重受限。
专利CN201711451801.X通过在混纺纤维网中以撒粉的工艺引入微球发泡剂,虽然该方法洒落均匀、工艺简单、操作灵活,但洒落过程中存在扬尘问题,另外后道针刺过程中容易抖落,产生浪费,对操作场所污染比较严重。
专利CN201610763845.5通过在现有干法梳理工艺制成的轻质GMT纤维毡之后,通过对纤维毡的浸渍工艺处理,在GMT纤维毡网中引入微球发泡剂,通过改变增强纤维间格点连接的支撑方法及结合微球发泡剂的膨胀特性来调整板材的膨化度,所得板材在二次成型时会膨松扩展而使厚度达到原来的5-10倍,再根据产品性能要求通过调节膨化后的压缩比,按需压固获得不同的强度、刚度及声阻特性的汽车内外饰件制品,有效解决了传统轻质GMT进一步超轻量化困难,渗入空气量不足、制品设计自由度及NVH性能远落后于国外进口产品等产品缺陷。但采用浸渍工艺引入微球发泡剂的方法,因毡含湿量大,后道毡网烘干困难,能耗大,不利于连续化生产。
专利200680020471.2将增强纤维、基体树脂纤维和微球发泡剂分散于添加了表面活性剂的泡液中,通过介质悬浮工艺制作网状物(又称抄纸法、造纸法),但是这种制造方法需要复杂结构的装置,操作、工艺也很烦杂。由于使用了界面活性剂使增强纤维、基体树脂与微球发泡剂调制的高价泡沫溶液,所以成本也相对较高。
为解决上述问题,本发明公开了一种新型车用超轻高强GMT复合板材的制备方法。本发明在现有轻质GMT干法梳理成网的基础上增加一道胶膜放卷装置,将含有微球发泡剂的胶膜平铺在毡网上,经铺网机层层铺网、针刺固结成毡,制成以增强纤维为增强骨架,热熔性胶膜以及热塑性合成纤维为基体,微球发泡剂为填充改性剂的轻质高强GMT复合板材。
发明内容
本发明正是针对现有技术的不足之处作出了改进,提供了一种新型车用超轻高强GMT复合板材的制备方法,本发明是通过以下技术方案来实现的:
本发明公开了一种新型车用超轻高强GMT复合板材的制备方法,将微球发泡剂和PP粒子按所需比例熔融共混经吹塑或流延成型制成含微球发泡剂的可发泡胶膜,然后在梳理机之后、铺网机之前增加一道胶膜放卷工序,将可发泡胶膜平铺于经梳理机梳理之后的单纤维网上,可发泡胶膜和单纤维网一起经过铺网机交叉铺网、针刺加固,制得均匀分布有微球发泡剂的混纺纤维毡,混纺纤维毡再经连续型压板复合设备预加热、热粘合、加压、复合面料胶膜、冷却、裁切制得以增强纤维为增强骨架、热塑性合成纤维为基体、微球发泡剂为增强填充剂的超轻GMT复合板材。
作为进一步地改进,本发明包括如下几个步骤:
1)、将微球发泡剂和PP塑料粒子共混,经双螺杆挤出机熔融共混挤出吹塑或流延成型制得一定面密度的可发泡胶膜;
2)、将增强纤维和热塑性合成纤维以30wt%:70%wt%-70%wt%:30wt%的比例进行混合,通过非织造设备对纤维进行开松、混合、梳理制得单纤维网,单纤维网的面密度为25-35g/m
3)、在梳理工序之后、铺网工序之前通过胶膜放卷方式,将可发泡胶膜平铺于单纤维网上,可发泡胶膜和单纤维网一同经过铺网机交叉铺网、针刺加固,制得均匀分布有微球发泡剂的混纺纤维毡;
4)、得到的混纺纤维毡经过连续型复合压板设备的预热、热粘合、加压、复合面料、胶膜、冷却、裁切制得超轻高强GMT复合板材,所述的预热及复合温度160-180℃。温度设置低于或等于微球发泡剂起始发泡温度。
作为进一步地改进,本发明所述的可发泡胶膜中微球发泡剂和PP塑料粒子共混比例在15wt%:85%wt%-50%wt%:50wt%范围内。低于上述比例范围,微球发泡剂添加量少,板材膨胀高度低、力学性能差,不足以满足使用要求;高于上述比例范围,微球发泡剂添加量高,板材膨胀高度、力学性能均有较大冗余,产生浪费。
作为进一步地改进,本发明所述的可发泡胶膜制备时熔融共混温度为160-180℃;温度设置低于或等于微球发泡剂起始发泡温度,确保制备可发泡胶膜时微球发泡剂不发泡。
作为进一步地改进,本发明所制备的GMT复合板材面密度为500-2000g/m
作为进一步地改进,本发明所述的热塑性合成纤维为聚丙烯纤维、聚乙烯纤维、聚酯纤维、尼龙纤维中的一种或几种;所属增强纤维为玻璃纤维、碳纤维、玄武岩纤维、天然纤维中的一种或几种。
作为进一步地改进,本发明所述的微球发泡剂由聚合物壳体以及由其包裹的发泡剂构成,聚合物壳体为丙烯酸酯类聚合物构成的单层或双层结构,发泡剂为乙烷、丙烷、丙烯、异丁烷、丁烯、异丁烯、正戊烷、异戊烷、石油醚中的一种或几种,微球发泡剂的粒径在10-40μm,最大膨胀倍率5-10倍,发泡后尺寸为75-400μm,发泡起始温度为160-210℃。
作为进一步地改进,本发明所述步骤(4)中,加压与冷却之间的复合步骤包括复合上表层和/或下表层面料、胶膜,所述上表层和/或下表层面料、胶膜选自聚丙烯胶膜、聚乙烯胶膜、EVA胶膜、EAA胶膜、聚酯胶膜、热熔胶粉、无纺布或耐候、耐刮擦、增强膜的一种或几种。
作为进一步地改进,本发明所制得超轻高强GMT复合板材,在二次加热成型模制汽车内外饰零部件时可在微球发泡剂的作用下膨松扩展至原始厚度的5-10倍,加热温度190-220℃。加热温度高于微球发泡剂起始发泡温度,膨胀到最大厚度之后板材可根据产品性能要求通过调节膨化后的压缩比并借助微球发泡剂的挤压浸胶,按需压固获得高强度、高刚度的汽车内外饰件制品。
本发明相比现有技术有如下技术优点:
本发明通过放卷胶膜引入微球发泡剂的方法与专利CN201711451801.X所述的通过在混纺纤维网中以撒粉的工艺引入微球发泡剂工艺方法相比,工艺操作更为简单,该方法混合更均匀,同时避免了撒粉工艺所带来的扬尘问题以及后道针刺过程中微球发泡剂抖落,产生浪费问题;相比专利CN201610763845.5及专利200680020471.2所述方法降低了制造成本,无需配置泡液,减少了对环境的污染。
本发明在混纺纤维毡中引入微球发泡剂,微球发泡剂的引入,使板材经二次烘烤发起后,厚度会膨胀到原来的5-10倍,巨大的体积膨胀,使微球发泡剂彼此连接的同时,增强纤维也互相粘连,这样多样化的连接方式使GMT复合板内部毡网结构发生了根本性的改变,产品性能得到显著性的提高,从而使其满足汽车安全性和强度的要求下,降低了材料使用量,实现轻量化的目的。
本发明的可发泡胶膜中微球发泡剂和PP塑料粒子共混比例在15wt%:85%wt%-50%wt%:50wt%范围内,低于上述比例范围,微球发泡剂添加量少,板材膨胀高度低、力学性能差,不足以满足使用要求;高于上述比例范围,微球发泡剂添加量高,板材膨胀高度、力学性能均有较大冗余,产生浪费。
本发明所制得超轻高强GMT复合板材,在二次加热成型模制汽车内外饰零部件时可在微球发泡剂的作用下膨松扩展至原始厚度的5-10倍,加热温度190-220℃,加热温度高于微球发泡剂起始发泡温度,膨胀到最大厚度之后板材可根据产品性能要求通过调节膨化后的压缩比并借助微球发泡剂的挤压浸胶,按需压固获得高强度、高刚度的汽车内外饰件制品。
附图说明
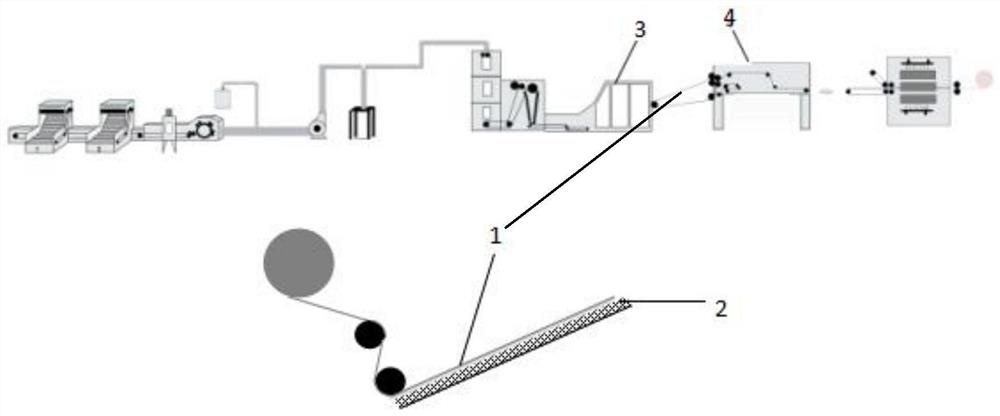
图1为本发明采用的可发泡胶膜放卷位置及方法说明图;
图中,1是可发泡胶膜,2是单纤维网,3是梳理机,4是铺网机。
具体实施方式
下面结合说明书附图,通过具体实施例及对比例对本发明的技术方案做进一步的解释说明,实施例和附图有助于本发明的理解,但本发明的实施方式不仅限于此。
实施例一:
图1为本发明采用的可发泡胶膜1放卷位置及方法说明图;一种用于制备汽车顶棚的超轻高强GMT复合板材,由聚丙烯纤维作为粘结基体,玻璃纤维作为增强体以及烘烤膨化起粘连、填充增强的微球发泡剂组成。其具体制备方法包括如下步骤:
(1)将聚丙烯纤维及玻璃纤维以60wt%:40wt%的比例进行混合均匀,通过非织造设备对纤维进行开松、混合、梳理制得单纤维网2;
(2)将微球发泡剂和PP塑料粒子以30wt%:70%wt%的比例共混,经双螺杆挤出机熔融挤出吹塑或流延制得面密度为18g/m
(3)在梳理机3之后、铺网机4之前通过可发泡胶膜11放卷方式平铺到单纤维网2上,经过铺网机4交叉铺网、针刺固结成混合有微球发泡剂的混纺纤维毡;
(4)得到的混纺纤维毡经过连续型复合压板设备的预热、热粘合、加压、复合辅料、冷却、裁切制得轻质高强GMT复合板材,预热及复合温度160-190℃,复合板材的面密度为715g/m
将所得的超轻高强GMT复合板材按照如下工艺制备汽车顶棚用样件。
(1)将复合板材放置烘箱中,加热至180-210℃,板材在玻璃纤维及微球发泡剂的共同作用下厚度膨胀至原来的6倍;
(2)根据汽车顶棚产品用性能要求,调节膨化后的压缩比,模制成厚度为5mm,体密度为0.14g/cm
对比例一:
参照专利CN201711451801.X制作一种用于制备汽车顶棚的超轻高强GMT复合板材,由作为粘结基体的热塑性聚丙烯纤维,作为增强骨架的玻璃纤维和具有改变玻璃纤维间格点连接方式调整板材膨化比功效的微球发泡剂组成,并通过热压制成汽车顶棚用超轻高强GMT复合板材,复合板材的面密度为715g/m
(1)将聚丙烯纤维及玻璃纤维以60wt%:40wt%的比例进行混合均匀,通过非织造设备对纤维进行开松、混合、梳理制得单纤维网2;
(2)通过撒粉工艺将微球发泡剂均匀分散在梳理好的单纤维网2表面,其中微球发泡剂的含量为单纤维网2质量的9.5wt%。
(3)含有微球发泡剂的单纤维网2在进行交叉铺网、针刺固结,得到均匀分散有微球发泡剂的混纺复合纤维毡;
(4)将均匀分散有微球发泡剂的混纺复合纤维毡供给到连续型复合压板设备中,经预热、热粘合、加压、复合功能性胶膜及面料,冷却及裁切制得汽车顶棚用超轻高强GMT复合板材,预热及复合温度160-190℃,复合板材的面密度为715g/m
将所得的超轻高强GMT复合板材按照如下工艺制备汽车顶棚用样件。
(1)将复合板材放置烘箱中,加热至180-210℃,板材在玻璃纤维及微球发泡剂的共同作用下厚度膨胀至原来的6倍;
(2)根据汽车顶棚产品用性能要求,调节膨化后的压缩比,模制成厚度为5mm,体密度为0.14g/cm
对比例二:
参照专利CN201610763845.5制作一种用于制备汽车顶棚的超轻高强GMT复合板材,由作为粘结基体的热塑性聚丙烯纤维,作为增强骨架的玻璃纤维和具有改变玻璃纤维间格点连接方式调整板材膨化比功效的微球发泡剂组成,并通过热压制成汽车顶棚用超轻高强GMT复合板材,复合板材的面密度为715g/m
(1)将聚丙烯纤维及玻璃纤维以60wt%:40wt%的比例进行混合均匀,通过非织造设备对纤维进行开松、混合、梳理、铺网、针刺固结成混纺纤维毡;
(2)将混纺复合纤维毡经浸渍工艺通过由3wt%水溶性乙烯-乙酸乙烯共聚物、2wt%硅烷偶联剂、3wt%乳化剂和8wt%微球发泡剂配制的以水为介质的分散乳液;
(3)取浸渍后的混纺纤维毡经压榨、抽滤、烘干,去除多余水分,烘干温度80-150℃,然后将混纺复合纤维毡供给到连续型复合压板设备中,经预热、热粘合、加压、复合功能性胶膜及面料,冷却及裁切制得汽车顶棚用超轻高强GMT复合板材,预热及复合温度160-190℃,复合板材的面密度为715g/m
将所得的超轻高强GMT复合板材按照如下工艺制备汽车顶棚用样件。
(1)将复合板材放置烘箱中,加热至180-210℃,板材在玻璃纤维及微球发泡剂的共同作用下厚度膨胀至原来的6倍;
(2)根据汽车顶棚产品用性能要求,调节膨化后的压缩比,模制成厚度为5mm,体密度为0.14g/cm
对比例三:
一种用于制备汽车顶棚的传统轻质GMT复合板材,由作为粘结基体的热塑性聚丙烯纤维和作为增强骨架的玻璃纤维组成,并通过热压制成汽车顶棚用传统轻质GMT复合板材,复合板材的面密度为715g/m
(1)将聚丙烯纤维及玻璃纤维以60wt%:40wt%的比例进行混合均匀,通过非织造设备对纤维进行开松、混合、梳理、铺网、针刺固结成混纺纤维毡;
(2)将混纺复合纤维毡供给到连续型复合压板设备中,经预热、热粘合、加压、复合功能性胶膜及面料,冷却及裁切制得汽车顶棚用传统轻质GMT复合板材,预热及复合温度160-190℃,复合板材的面密度为715g/m
将所得的传统轻质GMT复合板材按照如下工艺制备汽车顶棚用样件。
(1)将复合板材放置烘箱中,加热至180-210℃,板材仅在玻璃纤维内应力的作用下,厚度仅能够膨胀至原来的2.5倍;
(2)根据汽车顶棚产品用性能要求,调节膨化后的压缩比,模制成厚度为5mm,体密度为0.14g/cm
对比例四:
一种用于制备汽车顶棚的传统轻质GMT复合板材,由作为粘结基体的热塑性聚丙烯纤维和作为增强骨架的玻璃纤维组成,并通过热压制成汽车顶棚用传统轻质GMT复合板材,复合板材的面密度为1000g/m
(1)将聚丙烯纤维及玻璃纤维以60wt%:40wt%的比例进行混合均匀,通过非织造设备对纤维进行开松、混合、梳理、铺网、针刺固结成混纺纤维毡;
(2)将混纺复合纤维毡供给到连续型复合压板设备中,经预热、热粘合、加压、复合功能性胶膜及面料,冷却及裁切制得汽车顶棚用传统轻质GMT复合板材,预热及复合温度160-190℃,复合板材的面密度为1000g/m
将所得的传统轻质GMT复合板材按照如下工艺制备汽车顶棚用样件。
(1)将复合板材放置烘箱中,加热至180-210℃,板材仅在玻璃纤维内应力的作用下,厚度仅能够膨胀至原来的3.5倍;
(2)根据汽车顶棚产品用性能要求,调节膨化后的压缩比,模制成厚度为5mm,体密度为0.20g/cm
下表1中是利用本发明制备的超轻高强GMT复合板材、参考专利CN201711451801.X及CN201610763845.5制备的超轻高强GMT复合板材和传统轻质GMT复合板材的性能对比。
实施例1在现有混纺纤维毡中引入微球发泡剂经后道复合压板制得的轻质GMT复合板材,微球发泡剂的引入使得玻璃纤维间的连接方式更加多样化,除传统的点连接外,受热体积膨胀后的微球发泡剂还可以作为桥梁将其周围的玻璃纤维束缚在一起,微球发泡剂之间又彼此相连,这些多样化的连接方式使得复合板材内部毡网结构发生了根本性的改变,实施例1比较对比例3,发泡剂的引入,很大程度上提升了复合板材的整体力学性能,并且和对比例4相比力学性能相当,实现了在保证汽车安全性和机械性能的前提下,减少了材料的使用量,实现了轻量化的目的。另外比较对比例1、例2,板材力学性能相当,但对比例1通过撒粉的工艺对发泡剂进行引入的方式,不仅造成了微球发泡剂撒落的成本浪费,还会造成生产车间的扬尘问题,同时比较对比例2,实施例1减少了浸渍、烘干过程,避免了烘干过程中大量能源的浪费,约节约电能8000度/天。另外,水分的重力作用带动微球发泡剂流向毡网底面,导致材料中微球发泡剂分布不均、团聚在毡网的单侧,增强效果不能充分体现。
实施例二:
一种用于制备汽车底护的超轻高强GMT复合板材,由ES纤维作为粘结基体,麻纤维作为增强体以及烘烤膨化起粘连、填充增强的微球发泡剂组成。其具体制备方法包括如下步骤:
(1)将ES纤维及麻纤维以55wt%:45wt%的比例进行混合均匀,通过非织造设备对纤维进行开松、混合、梳理制得单纤维网2;
(2)将微球发泡剂和PP塑料粒子以20wt%:80%wt%的比例共混,经双螺杆挤出机熔融挤出吹塑或流延制得面密度为18g/m
(3)在梳理机3之后、铺网机4之前通过可发泡胶膜1放卷方式平铺到单纤维网2上,经过铺网机4层层铺网、针刺固结成混合有微球发泡剂的混纺纤维毡;
(4)得到的混纺纤维毡经过连续型复合压板设备的预热、热粘合、加压、复合辅料、冷却、裁切制得轻质高强GMT复合板材,预热及复合温度160-190℃,复合板材的面密度为1000g/m
将所得的超轻高强GMT复合板材按照如下工艺制备汽车底护用样件。
(1)将复合板材放置烘箱中,加热至180-210℃,板材在麻纤维及微球发泡剂的共同作用下厚度膨胀至原来的5倍;
(2)根据汽车底护产品用性能要求,调节膨化后的压缩比,模制成厚度为4mm,体密度为0.25g/cm
对比例五:
一种用于制备汽车底护的传统轻质GMT复合板材,由作为粘结基体的热塑性ES纤维和作为增强骨架的麻纤维组成,并通过热压制成汽车顶棚用传统轻质GMT复合板材,复合板材的面密度为1000g/m
(1)将ES纤维及麻纤维以55wt%:45wt%的比例进行混合均匀,通过非织造设备对纤维进行开松、混合、梳理、铺网、针刺固结成混纺纤维毡;
(2)将混纺复合纤维毡供给到连续型复合压板设备中,经预热、热粘合、加压、复合功能性胶膜及面料,冷却及裁切制得汽车底护用传统轻质GMT复合板材,预热及复合温度160-190℃,复合板材的面密度为1000g/m
将所得的传统轻质GMT复合板材按照如下工艺制备汽车底护用样件。
(1)将复合板材放置烘箱中,加热至180-210℃,板材仅在麻纤维内应力的作用下,厚度仅能够膨胀至原来的2倍;
(2)根据汽车顶棚产品用性能要求,调节膨化后的压缩比,模制成厚度为4mm,体密度为0.25g/cm
对比例六:
一种用于制备汽车底护的传统轻质GMT复合板材,由作为粘结基体的热塑性ES纤维和作为增强骨架的麻纤维组成,并通过热压制成汽车顶棚用传统轻质GMT复合板材,复合板材的面密度为1400g/m
(1)将ES纤维及麻纤维以55wt%:45wt%的比例进行混合均匀,通过非织造设备对纤维进行开松、混合、梳理、铺网、针刺固结成混纺纤维毡;
(2)将混纺复合纤维毡供给到连续型复合压板设备中,经预热、热粘合、加压、复合功能性胶膜及面料,冷却及裁切制得汽车底护用传统轻质GMT复合板材,预热及复合温度160-190℃,复合板材的面密度为1400g/m
将所得的传统轻质GMT复合板材按照如下工艺制备汽车底护用样件。
(1)将复合板材放置烘箱中,加热至180-210℃,板材仅在麻纤维内应力的作用下,厚度仅能够膨胀至原来的3倍;
(2)根据汽车顶棚产品用性能要求,调节膨化后的压缩比,模制成厚度为4mm,体密度为0.35g/cm
下表2中是利用本发明制备的超轻高强GMT复合板材和传统轻质GMT复合板材的性能对比。
同实施例1一样,实施例2在现有混纺纤维毡中引入微球发泡剂经后道复合压板制得的轻质GMT复合板材,微球发泡剂的引入使得玻璃纤维间的连接方式更加多样化,除传统的点连接外,受热体积膨胀后的微球发泡剂还可以作为桥梁将其周围的玻璃纤维束缚在一起,微球发泡剂之间又彼此相连,这些多样化的连接方式使得复合板材内部毡网结构发生了根本性的改变,实施例2比较对比例5,发泡剂的引入,很大程度上提升了复合板材的整体力学性能,并且和对比例6相比力学性能相当,实现了在保证汽车安全性和机械性能的前提下,减少了材料的使用量,实现了轻量化的目的。
以上仅为本发明的具体实施案例,但本发明的技术特征并不局限于此。任何以本发明为基础,为实现基本相同的技术效果所作出地简单变化、等同替换或修饰等,皆涵盖于本发明的保护范围内。
- 一种新型车用超轻高强GMT复合板材的制备方法
- 一种高吸音型超轻高强GMT复合板材的制备方法