一种辊间距调节装置、控制方法及粉碎机
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及食品加工装置技术领域,特别涉及一种辊间距调节装置、控制方法及粉碎机。
背景技术
在食品加工领域,粉碎机扮演着重要角色,原料粉碎作为第一道工序,关系到食品的质量和原料的利用率。不同品种的原料对应的粉碎辊间距不同,在原料粉碎之前需要调节粉碎机两粉碎辊的辊间距。现有技术中,粉碎辊间距调节装置包括手动调节和蜗杆调节。手动调节时,首先将粉碎辊偏心轴承座的压紧螺栓放松,然后用扳手转动偏心轴承座调整螺丝,并人工同步测量两辊间隙,直至间隙达到要求。调整完毕后,将粉碎辊偏心轴承座压紧螺栓旋紧;该方法操作繁琐,耗时长。蜗杆调节时,首先在粉碎辊偏心轴承座旁安装电机,电机上方连接方形齿轮箱,齿轮箱输出端经皮带传动到转向轮,转向轮连接万向节,万向节与蜗杆连接,再由蜗杆带动粉碎辊偏心轴承座,实现辊间隙电动调节;其间经过多次连接,每步传动所产生的误差累计,造成辊间隙调节误差大。
发明内容
本发明的目的在于解决现有技术中辊间距调节耗时长、操作繁琐、误差大的技术问题。本发明提供了一种辊间距调节装置、控制方法及粉碎机,能够提高调节效率、节省时间,提高调节精度、减小误差,提高自动化水平、操作简单。
为解决上述技术问题,本发明的实施方式公开了一种辊间距调节装置,用于调节粉碎机中固定辊和可调辊的辊间距值,包括:
偏心座,设置为可绕转动轴线转动,偏心座与可调辊连接,转动轴线与可调辊的轴线平行且不重合;
推杆,与偏心座连接,推杆用于推拉偏心座围绕转动轴线转动;
检测装置,设于粉碎机箱体内壁上,用于检测可调辊与固定辊间的实际辊间距值;
控制系统,与推杆和检测装置电连接,控制系统能够根据预设辊间距值,向推杆输出脉冲以控制其伸缩。
可选地,还包括调节座,调节座设于偏心座上,调节座上设有调节柄;调节柄与推杆的伸缩端铰接。
可选地,偏心座与可调辊通过轴承相连。
可选地,转动轴线与可调辊的轴线之间的间距为0.1-5mm。
可选地,还包括固定座,固定座设于粉碎机上,固定座与推杆的固定端铰接。
可选地,控制系统包括:
存储单元,用于存储辊间距值和脉冲值,且各辊间距值与各脉冲值一一对应;
交互单元,用于接收用户所选择的预设参数和显示当前的实际辊间距值;
处理单元,与交互单元、存储单元和检测装置电连接,用于根据用户选择的预设参数生成相应的工作指令。
可选地,预设参数包括预设辊间距值和预设脉冲值;
当预设参数为预设辊间距值时,工作指令为根据该预设辊间距值调取存储单元中相应的脉冲值,并将脉冲值输出至推杆;
当预设参数为预设脉冲值时,工作指令为将预设脉冲值输出至推杆,并将该预设脉冲值以及检测装置所检测的在该预设脉冲值的作用下所产生的实际辊间距值存入存储单元中,形成数据组。
本发明还提供了一种控制方法,用于控制前述的辊间距调节装置,包括以下步骤:
接收用户所输入的预设辊间距值;
根据用户所输入的预设辊间距值,调取存储单元中相应数据组中的脉冲值;
将脉冲值输出至推杆。
可选地,数据组的构建方法包括:
接收用户输入的预设脉冲值;
将预设脉冲值输出至推杆,以使推杆对辊间距进行调节;
检测装置对调节后的实际辊间距值进行测量,并将实际辊间距值反馈给控制系统;
控制系统将预设脉冲值以及实际辊间距值存入存储单元中,形成数据组。
本发明还提供了一种粉碎机,包括前述的辊间距调节装置。
上述技术方案有益效果如下:
本发明提供的辊间距调节装置通过控制向推杆输出的脉冲值来调节辊间距,可使操作简单,一步到位,减少误差累积,提高调节精度及自动化水平。
附图说明
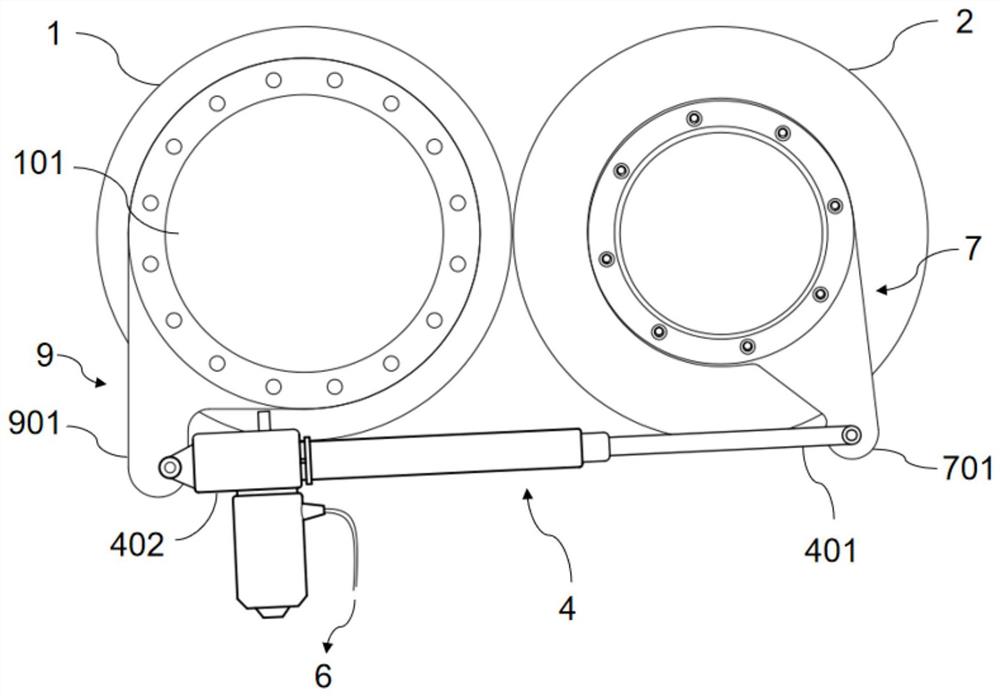
图1示出本发明实施方式的辊间距调节装置的结构示意图;
图2示出本发明实施方式的偏心座和可调辊安装结构的局部剖视图。
附图标记如下:
1.固定辊,101.轴承座,2.可调辊,201.端轴,3.偏心座,301.法兰套,4.推杆,401.伸缩端,402.固定端,5.箱体,6.控制系统,7.调节座,701.调节柄,8.轴承,9.固定座,901.固定柄。
具体实施方式
以下由特定的具体实施例说明本发明的实施方式,本领域技术人员可由本说明书所揭示的内容轻易地了解本发明的其他优点及功效。虽然本发明的描述将结合较佳实施例一起介绍,但这并不代表此发明的特征仅限于该实施方式。恰恰相反,结合实施方式作发明介绍的目的是为了覆盖基于本发明的权利要求而有可能延伸出的其它选择或改造。为了提供对本发明的深度了解,以下描述中将包含许多具体的细节。本发明也可以不使用这些细节实施。此外,为了避免混乱或模糊本发明的重点,有些具体细节将在描述中被省略。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
应注意的是,在本说明书中,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本实施例的描述中,需要说明的是,术语“外”、“内”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本实施例的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实施例中的具体含义。
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
本发明的实施方式公开了一种辊间距调节装置,用于调节粉碎机中固定辊1和可调辊2的辊间距;如图1和图2所示的辊间距调节装置中,固定辊1和可调辊2平行设置,固定辊1表面和可调辊2表面之间的最小距离为辊间距;该辊间距调节装置包括:
偏心座3,设置为可绕转动轴线转动,偏心座3与可调辊2连接,转动轴线与可调辊2的轴线平行且不重合,
推杆4,与偏心座3连接,推杆4用于推拉偏心座3围绕转动轴线转动;具体地,推杆4的一端与偏心座3相铰接,另一端与粉碎机上的箱体5相铰接,推杆4与偏心座3的连接点不设于转动轴线上,推杆4对偏心座3所产生作用力的方向与转动轴线相垂直。
检测装置,设于粉碎机箱体5内壁上,用于检测可调辊2与固定辊1间的实际辊间距值;具体地,检测装置包括检测端,检测端固定在粉碎机的箱体5内壁上便于检测辊间距的位置;本发明对检测端类型与检测端所在位置不作具体限定。
控制系统6,与推杆4和检测装置电连接,控制系统6能够根据预设辊间距值,向推杆4输出脉冲以控制其伸缩。具体的,推杆4为电动推杆,其内设有电机,调节辊间距时,控制系统6向电机发送脉冲,电机根据脉冲值大小产生相应的转数,以调节推杆4的伸缩长度;推杆4伸缩时带动偏心座3围绕转动轴线转动,从而带动可调辊2靠近/远离固定辊1以改变可调辊2和固定辊1之间的辊间距。
采用以上技术方案的辊间距调节装置,通过控制向推杆4输出的脉冲值来调节辊间距,可使操作简单,一步到位,减少误差累积,提高调节精度及自动化水平。
具体的,偏心座3的外轮廓可以为圆柱体,粉碎机的箱体5上设有用于安装偏心座3的法兰套301,法兰套301具有与偏心座3外周相适应的安装腔,和防止偏心座3脱落的止挡单元,偏心座3设于安装腔内并能够在安装腔内转动,偏心座3和法兰套301之间可设有含油轴承,偏心座3的转动轴线即为偏心座3的外圆周面的轴线。进一步地,可调辊2的端部可设有端轴201,端轴201的轴线与可调辊2的轴线重合,偏心座3设有安装孔,端轴201通过轴承8与安装孔转动连接。转动轴线与可调辊2的轴线不重合,即偏心座3的外圆周面轴线与偏心座3的安装孔轴线不重合。
进一步地,还包括调节座7,调节座7设于偏心座3上,调节座7上设有调节柄701;调节柄701与推杆4的伸缩端401铰接。具体地,调节座7与偏心座3螺栓连接;调节柄701沿偏心座3径向向外延伸,调节柄701远离偏心座3的一端与伸缩端401铰接。设置调节座7便于推杆4与偏心座3连接,设置调节柄701便于推杆4向偏心座3施加推力或拉力。
进一步地,还包括固定座9,固定座9设于粉碎机上,固定座9与推杆4的固定端402铰接。具体地,固定座9设在固定辊1端部的轴承座101外侧,固定座9与轴承座101螺栓连接,固定座9具有固定柄901,固定端402与固定柄901铰接。固定座9起到支撑推杆4的作用,且便于拆卸维护和更换。
进一步地,转动轴线与可调辊2的轴线之间的间距(偏心距)为0.1-5mm。在本实施例中,根据粉碎工艺不同,可更换不同偏心距的偏心座3来变更偏心距;对原料做初步粉碎的粉碎机常采用5mm偏心距的偏心座3,对原料做精细粉碎的粉碎机常采用0.1mm偏心距的偏心座3。采用不同偏心距的偏心座3可满足不同粉碎工艺和原料对辊间距调节范围的要求。
进一步地,控制系统6包括:
存储单元,用于存储辊间距值和脉冲值,且各辊间距值与各脉冲值一一对应;辊间距值与对应的脉冲值组成数据组。
交互单元,用于接收用户所选择的预设参数和显示当前的实际辊间距值;用户可通过触摸屏或键盘鼠标向交互单元输入预设参数,交互单元通过屏幕显示当前的实际辊间距值,当前的实际辊间距值由检测装置实时反馈至交互单元。
处理单元,与交互单元、存储单元和检测装置电连接,用于根据用户选择的预设参数生成相应的工作指令。处理单元可接收检测装置反馈的当前实际辊间距值,接收从交互单元输入的预设参数,以及生成工作指令并反馈至推杆4。
通过控制系统6控制推杆4调节辊间距减少了人工劳动量、操作简单、提高了自动化水平。
进一步地,预设参数包括辊间距值和脉冲值;
当预设参数为预设辊间距值时,工作指令为根据该预设辊间距值调取存储单元中相应的脉冲值,并将脉冲值输出至推杆4;
当预设参数为预设脉冲值时,工作指令为将预设脉冲值输出至推杆4,并将该预设脉冲值以及检测装置所检测的在该预设脉冲值的作用下所产生的实际辊间距值存入存储单元中,形成数据组。
本发明还提供了一种控制方法,用于控制前述的辊间距调节装置,包括以下步骤:
控制系统6的交互单元接收用户所输入的预设辊间距值;
控制系统6的处理单元根据用户所输入的预设辊间距值,调取存储单元中相应数据组中的脉冲值;
控制系统6的处理单元将脉冲值输出至推杆4;推杆4根据接收到的脉冲值伸缩,推动偏心座3转动得到预设的辊间距。
进一步地,数据组的构建方法包括:
控制系统6的交互单元接收用户输入的预设脉冲值;
控制系统6的处理单元将预设脉冲值输出至推杆4,推杆4根据接收到的预设脉冲值伸缩,以使推杆4对辊间距进行调节;
检测装置对调节后的辊间距进行测量得到实际辊间距值,并将该实际辊间距值反馈给控制系统6的处理单元;
控制系统6将上述预设脉冲值以及实际辊间距值存入存储单元中,形成数据组。
采用上述技术方案控制辊间距调节装置,操作简单,减少了人工劳动量,提高了自动化水平。
本发明还提供了一种粉碎机,包括前述的辊间距调节装置。
虽然通过参照本发明的某些优选实施方式,已经对本发明进行了图示和描述,但本领域的普通技术人员应该明白,以上内容是结合具体的实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。本领域技术人员可以在形式上和细节上对其作各种改变,包括做出若干简单推演或替换,而不偏离本发明的精神和范围。
- 一种辊间距调节装置、控制方法及粉碎机
- 一种辊间距调节装置及粉碎机