一种提高内螺纹芯头使用寿命的方法
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及有色金属深加工的技术领域,尤其是一种提高内螺纹芯头使用寿命的方法。
背景技术
随着社会的不断进步,机械加工行业得到了快速的发展。在机械加工行业中,常常会加工到内螺纹芯头。现有的内螺纹芯头使用硬质合金材料,经过相应的工序加工后,形成特定的齿形参数。在加工过程中,内螺纹芯头内部会形成残余应力,尤其齿顶、齿底轮廓线交界处应力更为集中,由于硬质合金的机械性能局限,耐磨性不够,使得内螺纹芯头工作面比较容易变形而报废。
发明内容
本发明要解决的技术问题是:为了解决上述背景技术中存在的问题,提供一种提高内螺纹芯头使用寿命的方法,选用硬质合金材料,经过加工形成齿形参数后,再运用深冷工艺技术,对内螺纹芯头进行加工处理,减少内螺纹芯头内部微观应力,同时减弱了晶界脆化作用,又发挥了晶界强化作用,改善了内螺纹芯头的性能,使硬度、抗冲击韧性和耐磨性都显著提高,从而大幅提高内螺纹芯头使用寿命。
本发明解决其技术问题所采用的技术方案是:一种提高内螺纹芯头使用寿命的方法,包括如下生产步骤:S1、加工形成齿形参数的内螺纹芯头;S2、将内螺纹芯头放置在托盘内;S3、将内螺纹芯头在托盘内进行装夹后放置在真空温控箱内;S4、将真空温控箱内通入液氮,使得真空温控箱内温度达到-150℃~-200℃;一次保温1~3h;S5、保温后停止液氮充入;通过真空温控箱将箱体内温度上升到150℃~200℃,二次保温1~3h;S6、将托盘从真空温控箱体内取出后放入真空干燥箱内,自然冷却至常温后取出为成品。
进一步地限定,上述技术方案中,包括如下生产步骤:S1、加工形成齿形参数的内螺纹芯头;S2、将内螺纹芯头放置在托盘内;S3、将内螺纹芯头在托盘内进行装夹后放置在真空温控箱内;S4、将真空温控箱内通入液氮,使得真空温控箱内温度达到-160℃~-200℃;一次保温1.5~3h;S5、保温后停止液氮充入;通过真空温控箱将箱体内温度上升到160℃~200℃,二次保温1.5~3h;S6、将托盘从真空温控箱体内取出后放入真空干燥箱内,自然冷却至常温后取出为成品。
进一步地限定,上述技术方案中,包括如下生产步骤:S1、加工形成齿形参数的内螺纹芯头;S2、将内螺纹芯头放置在托盘内;S3、将内螺纹芯头在托盘内进行装夹后放置在真空温控箱内;S4、将真空温控箱内通入液氮,使得真空温控箱内温度达到-180℃~-200℃;一次保温1.5~2.5h;S5、保温后停止液氮充入;通过真空温控箱将箱体内温度上升到180℃~200℃,二次保温1.5~2h;S6、将托盘从真空温控箱体内取出后放入真空干燥箱内,自然冷却至常温后取出为成品。
进一步地限定,上述技术方案中,所述的S4中温度达到-195℃;一次保温时间为2h。
进一步地限定,上述技术方案中,所述的S5中温度为180℃,二次保温时间为1.5h。
进一步地限定,上述技术方案中,:所述的真空温控箱的温度控制范围为-250℃~250℃。
本发明的有益效果是:本发明提出的一种提高内螺纹芯头使用寿命的方法,选用硬质合金材料,经过加工形成齿形参数后,再运用深冷工艺技术,对内螺纹芯头进行加工处理,减少内螺纹芯头内部微观应力,同时减弱了晶界脆化作用,又发挥了晶界强化作用,改善了内螺纹芯头的性能,使硬度、抗冲击韧性和耐磨性都显著提高,从而大幅提高内螺纹芯头使用寿命。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
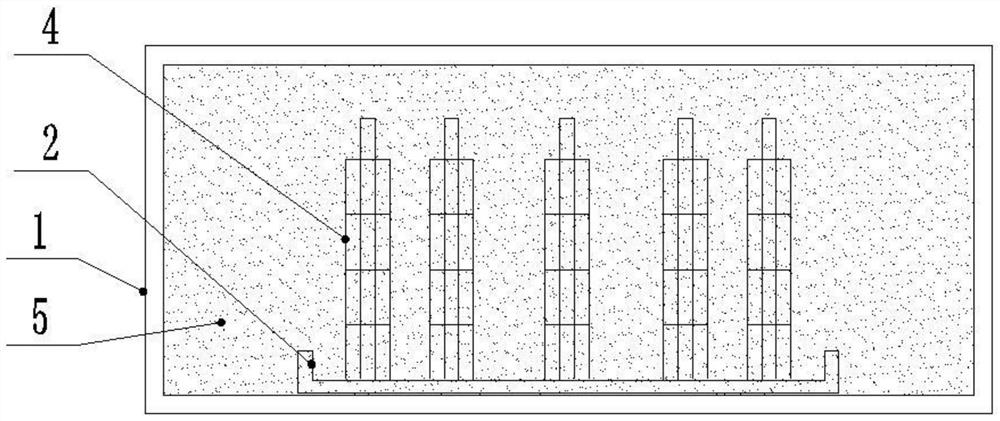
图1是本发明中托盘放置在真空温控箱的结构示意图;
图2是本发明中托盘放置在真空干燥箱的结构示意图。
附图中的标号为:1、真空温控箱;2、托盘,3、真空干燥箱,4、内螺纹芯头,5、液氮。
具体实施方式
为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本申请中,齿形参数的选择是根据加工不同产品来进行制定的,内螺纹芯头4是选用合金材料制成;可以是YG15,YG6,YRL10等。
见图1和图2所示的是1、一种提高内螺纹芯头使用寿命的方法,包括如下生产步骤:S1、加工形成齿形参数的内螺纹芯头4;S2、将内螺纹芯头4放置在托盘内;S3、将内螺纹芯头4在托盘2内进行装夹后放置在真空温控箱1内;S4、将真空温控箱内通入液氮5,使得真空温控箱1内温度达到-150℃~-200℃;一次保温1~3h;S5、保温后停止液氮5充入;通过真空温控箱1将箱体内温度上升到150℃~200℃,二次保温1~3h;S6、将托盘2从真空温控箱1体内取出后放入真空干燥箱3内,自然冷却至常温后取出为成品。
其中,S4中温度达到-195℃;一次保温时间为2h。S5中温度为180℃,二次保温时间为1.5h。真空温控箱1的温度控制范围为-250℃~250℃。
实施例一:包括如下生产步骤:S1、加工形成齿形参数的内螺纹芯头4;S2、将内螺纹芯头4放置在托盘2内;S3、将内螺纹芯头4在托盘2内进行装夹后放置在真空温控箱1内;S4、将真空温控箱1内通入液氮5,使得真空温控箱1内温度达到-160℃~-200℃;一次保温1.5~3h;S5、保温后停止液氮5充入;通过真空温控箱1将箱体内温度上升到160℃~200℃,二次保温1.5~3h;S6、将托盘2从真空温控箱体1内取出后放入真空干燥箱3内,自然冷却至常温后取出为成品。
实施例二:包括如下生产步骤:S1、加工形成齿形参数的内螺纹芯头4;S2、将内螺纹芯头4放置在托盘2内;S3、将内螺纹芯头4在托盘2内进行装夹后放置在真空温控箱1内;S4、将真空温控箱1内通入液氮5,使得真空温控箱1内温度达到-180℃~-200℃;一次保温1.5~2.5h;S5、保温后停止液氮5充入;通过真空温控箱1将箱体内温度上升到180℃~200℃,二次保温1.5~2h;S6、将托盘2从真空温控箱体1内取出后放入真空干燥箱3内,自然冷却至常温后取出为成品。
本申请人针对本申请的内螺纹芯头和普通内螺纹芯头进行同等条件下使用的实验分析对比;采用本申请的内螺纹芯头可加工零件20吨;普通的内螺纹芯头可加工零件控制在15吨左右;本申请可以将内螺纹芯头的使用寿命提高30%左右,大大降低了整体生产成本,提高整体生产的经济效益。
以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种提高内螺纹芯头使用寿命的方法
- 一种基于PVD表面强化的内螺纹芯头及其制造方法