吻合器钉用制钉机
文献发布时间:2023-06-19 11:17:41
技术领域
本发明具体涉及制钉机领域,具体是吻合器钉用制钉机。
背景技术
微创手术需要用到吻合器,吻合器缝合主要靠内部的钉来实现缝合。
现在的生产工艺大多是手工生产,手工生产有绕钛丝辅助设备,把钛丝绕在一根U型成型模具上,再手工用锉刀挫出尖角;这个工艺的缺点是需要人工辅助绕钛丝,人工用锉刀挫出钉的尖角,钉尖的锋利度不高,钉的两个刺入轴长短不一,因为是绕线式,四面钛丝需锉掉一面形成U型,钛丝被锉断时,不仅两个刺入轴反弹角度不可控,还有两个刺入轴相对有一个钛丝的外径尺寸的歪斜(因为绕线必须旋转着绕,类似螺纹线),成型后无法保证钉的端面平面度,人工挫出的尖角毛刺多,一致性差,挫出的粉状物无法清理干净。
发明内容
为此,本发明提出了吻合器钉用制钉机以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:吻合器钉用制钉机,其包括悬臂式人机面板、下机架以及上机罩,其中,所述下机架内设置有配电箱,所述下机架的顶端适配安装有所述上机罩,所述上机罩的内腔中设置有固定安装在所述下机架顶端面上的制钉组件,所述上机罩的顶端固定设置有所述悬臂式人机面板,其特征在于:所述制钉组件包括大底板、主立板、挂丝单元、送丝单元、成型单元、切断倒角单元,所述大底板设置在所述下机架的顶端面上,所述大底板的顶端面上设置有所述主立板,所述主立板的左侧设置有固定在所述大底板上的所述挂丝单元,所述主立板正面上的左端设置有所述送丝单元,所述送丝单元右侧设置有安装在主立板正端面上的所述成型单元,所述成型单元右侧设置有安装在主立板正端面上的所述切断倒角单元。
进一步,作为优选,所述挂丝单元包括送丝感应模组和挂丝送丝模组,所述主立板的左侧设置有固定安装在所述大底板上的所述挂丝送丝模组,所述挂丝送丝模组上固定安装有所述送丝感应模组。
进一步,作为优选,所述送丝单元包括从动轮、电机和主动轮,所述电机安装在所述主立板的背面,且所述电机的驱动端穿过所述主立板并驱动连接有所述主动轮,所述主动轮的外轮面上设置有环形槽,所述主动轮的环形槽内可穿入有钛丝,所述主动轮的上方设置有所述从动轮,所述从动轮的外轮面与所述主动轮的外轮面始终相抵。
进一步,作为优选,所述成型单元包括钛丝导向模组、成型上模模组、成型下模模组、成型盖板模组、伺服凸轮连杆滑块模组A以及伺服凸轮连杆滑块模组B,安装在所述主立板上的所述伺服凸轮连杆滑块模组A的底端配合驱动连接有所述成型上模模组,所述成型上模模组的下方设置有所述成型下模模组,所述成型下模模组的左侧固定安装有所述钛丝导向模组,所述成型下模模组的前方设置有所述成型盖板模组,且所述成型盖板模组驱动连接于安装在所述主立板背面上的所述伺服凸轮连杆滑块模组B。
进一步,作为优选,所述切断倒角单元包括切断倒角上切刀、切断倒角下切刀和伺服凸轮连杆滑块模组C,所述切断倒角下切刀安装在所述主立板的正端面上,所述切断倒角下切刀的前方设置有所述切断倒角上切刀,所述切断倒角上切刀穿过主立板驱动连接于所述伺服凸轮连杆滑块模组C,所述伺服凸轮连杆滑块模组C安装在所述主立板背面上。
与现有技术相比,本发明的有益效果是:本发明装置可自动化的进行无人操作式的高速生产,可改变程序来实现不同尺寸钉的生产,并可保证钉的形状,平整度,一致性。
附图说明
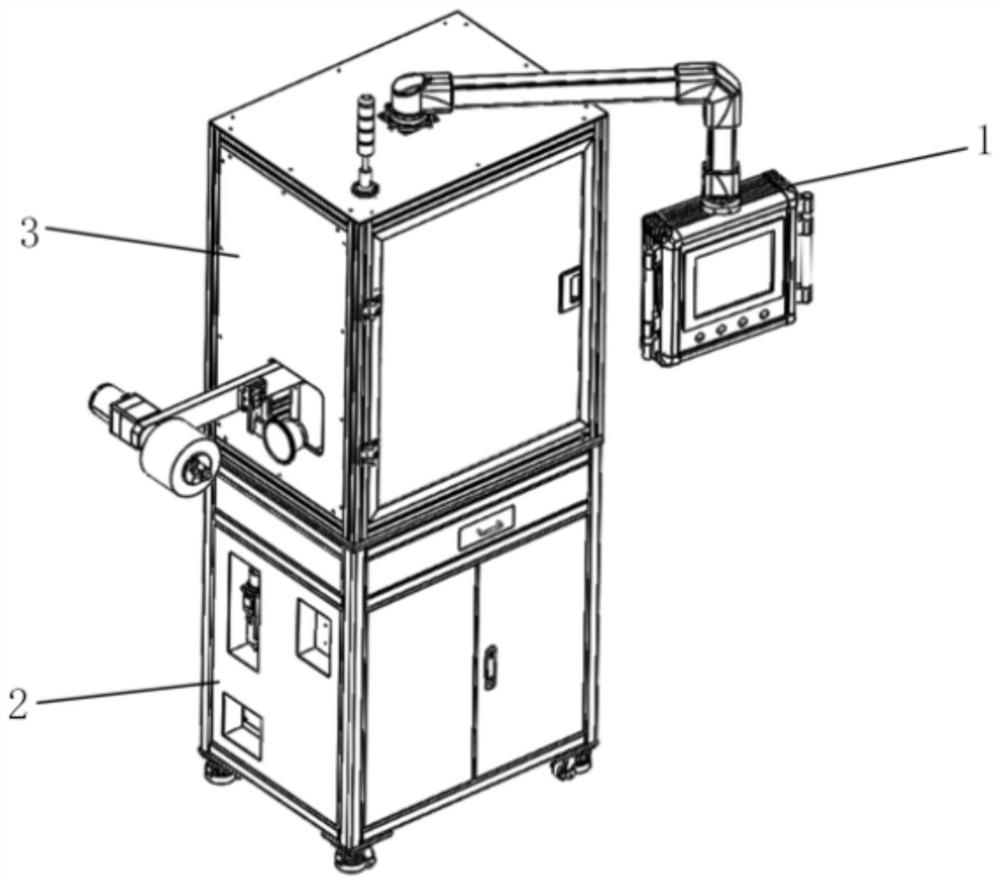
图1为吻合器钉用制钉机的整体结构示意图;
图2为吻合器钉用制钉机中制钉组件的结构示意图;
图3为吻合器钉用制钉机中挂丝单元的结构示意图;
图4为吻合器钉用制钉机中送丝单元的结构示意图;
图5为吻合器钉用制钉机中成型单元正面的结构示意图;
图6为吻合器钉用制钉机中成型单元侧面的结构示意图;
图7为吻合器钉用制钉机中成型单元背面的结构示意图;
图8为吻合器钉用制钉机中切断倒角单元的结构示意图。
图中:1、悬臂式人机面板;2、下机架;3、上机罩;4、成型单元;401、成型下模模组;402、成型盖板模组;403、钛丝导向模组;404、成型上模模组;405、伺服凸轮连杆滑块模组A;406、伺服凸轮连杆滑块模组B;5、切断倒角单元;501、切断倒角上切刀;502、切断倒角下切刀;503、伺服凸轮连杆滑块模组C;7、主立板;8、大底板;9、挂丝单元;901、挂丝送丝模组;902、送丝感应模组;903、钛丝卷;11、送丝单元;1101、从动轮;1102、钛丝;1103、主动轮。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例:请参阅附图1-8,本发明提供一种技术方案:吻合器钉用制钉机,其包括悬臂式人机面板1、下机架2以及上机罩3,其中,下机架2内设置有配电箱,下机架2的顶端适配安装有上机罩3,上机罩3的内腔中设置有固定安装在下机架2顶端面上的制钉组件,上机罩3的顶端固定设置有悬臂式人机面板1,制钉组件包括大底板8、主立板7、挂丝单元9、送丝单元11、成型单元4、切断倒角单元5,大底板8设置在下机架2的顶端面上,大底板8的顶端面上设置有主立板7,主立板7的左侧设置有固定在大底板8上的挂丝单元9,主立板7正面上的左端设置有送丝单元11,送丝单元11右侧设置有安装在主立板7正端面上的成型单元4,成型单元4右侧设置有安装在主立板7正端面上的切断倒角单元5;
具体的,挂丝单元9用于把制钉原材料钛丝盘挂在挂丝单元9上,设备运行中可以自动送丝;送丝单元11用于设备运行中把钛丝1102按要求送到后方成型单元4和切断倒角单元5;成型单元4用于把钛丝1102按要求折成形状;切断倒角单元5用于把成型好的钛丝1102倒角切断。
本实施例中,挂丝单元9包括送丝感应模组902和挂丝送丝模组901,主立板5的左侧设置有固定安装在大底板8上的挂丝送丝模组901,挂丝送丝模组901上固定安装有送丝感应模组902;具体的,挂丝送丝模组901的左端可安装有钛丝卷903。
需要说明的是,钛丝卷903是原材料,钛丝缠绕在塑料卷圆上;挂丝送丝模组901用于把钛丝卷固定在其上,经过挂丝送丝模组901上的电机带动钛丝卷实现放钛丝的动作;送丝感应模组902用于钛丝上面带电,钛丝被送了要求的长度后接触到送丝感应模组902,送丝感应模组902在挂丝单元9上是绝缘的,但有导线与上位控制机连接,送丝感应模组902接触到钛丝形成电流回路,上位控制机感应到后控制电机停止。
本实施例中,送丝单元11包括从动轮1101、电机和主动轮1103,电机安装在主立板7的背面,且电机的驱动端穿过主立板7并驱动连接有主动轮1103,主动轮1103的外轮面上设置有环形槽,主动轮1103的环形槽内可穿入有钛丝1102,主动轮1103的上方设置有从动轮1101,从动轮1101的外轮面与主动轮1103的外轮面始终相抵;
具体的,主动轮1103和从动轮1101夹住钛丝,由电机带动主动轮1103转动,按要求往后方送钛丝。
本实施例中,成型单元4包括钛丝导向模组403、成型上模模组404、成型下模模组401、成型盖板模组402、伺服凸轮连杆滑块模组A405以及伺服凸轮连杆滑块模组B406,安装在主立板7上的伺服凸轮连杆滑块模组A405的底端配合驱动连接有成型上模模组404,成型上模模组404的下方设置有成型下模模组401,成型下模模组401的左侧固定安装有钛丝导向模组403,成型下模模组401的前方设置有成型盖板模组402,且成型盖板模组402驱动连接于安装在主立板7背面上的伺服凸轮连杆滑块模组B406;
具体的,钛丝经过钛丝导向模组403进入成型下模模组401,到位后伺服凸轮连杆滑块模组B406带动成型盖板模组402动作把钛丝固定在前后微小的空间内,伺服凸轮连杆滑块模组A405带动成型上模模组404把钛丝按要求压成型。
本实施例中,切断倒角单元5包括切断倒角上切刀501、切断倒角下切刀502和伺服凸轮连杆滑块模组C503,切断倒角下切刀502安装在主立板7的正端面上,切断倒角下切刀502的前方设置有切断倒角上切刀501,切断倒角上切刀501穿过主立板7驱动连接于伺服凸轮连杆滑块模组C503,伺服凸轮连杆滑块模组C503安装在主立板7背面上;
具体的,钛丝经过前方的成型单元4成型后,被送入切断倒角下切刀502与切断倒角上切刀501的中间,伺服凸轮连杆滑块模组C503带动切断倒角上切刀501配合切断倒角下切刀502把钛丝切断倒出尖角。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 吻合器钉用制钉机
- 一种吻合器的缝合钉成形钉高调节机构及包括该调节机构的吻合器