一种汽车配件自动送料及检测一体设备
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及汽车配件检测技术领域,特别涉及一种汽车配件自动送料及检测一体设备。
背景技术
汽车配件是构成汽车整体的各个单元及服务于汽车的一种产品,随着汽车消费的逐年增加,汽车配件的市场也越来越大。PPH值是百车故障数的意思,表示每百辆新车中出现的问题数,数值越小代表质量越好,PPH值=参与评价的车辆发生的问题数÷参与评价的车辆数×100,现有技术中对汽车零配件进行检测时通常采用人工检测的方式。
上述现有技术中存在以下问题:由于人工检测的方式效率较低且存在疲劳检测而漏检不良品的情况,安装至车辆上导致产品的PPH值较高,导致客户投诉进而影响产品安全性,此问题亟待解决。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种汽车配件自动送料及检测一体设备,具有能够自动对汽车配件进行上料、测球高距离、三点外径检测以及涡电流检测并下料,有效避免现有技术中人工检测漏检不良品从而导致的不良后果的效果。
一种汽车配件自动送料及检测一体设备,包括机架,所述机架上安装有上料机构和检测机构,所述上料机构包括上料振动盘、上料夹爪和传送转盘,所述检测机构包括外径检测仪、球高检测仪和涡电流检测仪,所述外径检测仪、球高检测仪以及涡电流检测仪均围绕所述传送转盘设置,所述上料振动盘与传送转盘之间设置有上料轨道,所述上料夹爪设置于上料轨道正上方;
所述传送转盘的侧壁上均匀分布有多个传送槽,待检测的汽车配件放置于上料振动盘内并沿所述上料轨道运动至上料夹爪正下方,所述上料夹爪夹持汽车配件并放置于传送槽内,所述传送转盘每次转动一次后所述传送槽内的汽车配件依次运动至所述外径检测仪、球高检测仪以及涡电流检测仪处进行检测。
本发明进一步设置为:所述机架上形成有工作台,所述传送转盘安装于工作台上,所述工作台上形成有下料机构,所述下料机构设置于所述涡电流检测仪远离球高检测仪一侧,汽车配件经过检测后由下料机构处移出传送转盘。
本发明进一步设置为:所述下料机构包括挡块、第一气缸和下料轨道,所述工作台上开设有滑移槽,所述第一气缸的和挡块困设置于滑移槽内且所述第一气缸的活塞杆与挡块侧壁固定,所述第一气缸的活塞杆伸出状态下所述挡块位于传送槽的正下方;
所述滑移槽的槽底上形成有开口,所述下料轨道设置于机架上位于挡块正下方处,所述第一气缸的活塞杆缩回状态下所述传送槽内的零件经过开口进入下料轨道内。
本发明进一步设置为:所述机架上位于工作台下方设置有安装板,所述安装板上开设让位口,所述让位口内穿设有导料筒,所述让位口靠近传送转盘一侧设置有支架,所述下料轨道安装于支架上,所述下料轨道远离支架一侧搭接在导料筒上,所述机架内位于导料筒下方设置有收料箱。
本发明进一步设置为:所述安装板上长度方向远离支架一侧设置有滑轨,所述滑轨上滑移连接有安装块,所述导料筒设置有多个且并列穿设于安装块上,所述收料箱的设置数量与导料筒的数量相同。
本发明进一步设置为:所述下料轨道包括传送带和挡板,所述传送带一端位于开口正下方,另一端位于导料筒正上方,所述挡板设置于传送带两侧。
本发明进一步设置为:所述传送带远离开口一端连接有导料板,所述导料板位于所述导料筒上方处形成有下料口,所述下料口的高度低于导料板另一侧的高度。
本发明进一步设置为:所述工作台上安装有限位环,所述限位环围绕传送转盘设置且所述限位环的内壁与传送转盘的侧壁贴合设置。
本发明进一步设置为:所述工作台上位于开口处上方设置有红外线传感器。
本发明进一步设置为:所述上料轨道上方扣合有限位板。
需要对配件进行检测时,将配件放置在上料振动盘内,上料振动盘通过振动将配件上料至上料轨道内并运动至靠近传送转盘处,上料夹爪夹持零件放置在传送转盘的一个传送槽内,机架内的步进电机带动传送转盘转动,传送转盘每转动一次,传送槽内的配件依次运动至外径检测仪、球高检测仪以及涡电流检测仪处进行检测,检测完成后传送转盘再次转动,此时配件运动至红外线传感器下方,红外线传感器感应到产品运动至此处后令第一气缸的活塞杆回缩,拉动挡块后移,配件经过开口掉落在下料轨道上。整个过程代替人工检测,有效避免漏检情况的发生,保证产品质量
综上所述,本发明具有以下有益效果:
1.通过由上料振动盘、上料夹爪以及传送转盘构成的上料机构,能够自动传送配件至各个检测机构处进行检测,避免由于人工检测造成漏检的情况;
2.通过设置于工作台上的下料机构,配件完成检测后经过下料机构自动移出传送转盘;
3.通过设置于机架内的收料箱以及导料筒的设置,可自动将下料机构内的产品收集至收料箱内。
附图说明
图1为本发明中用于体现整体的结构示意图;
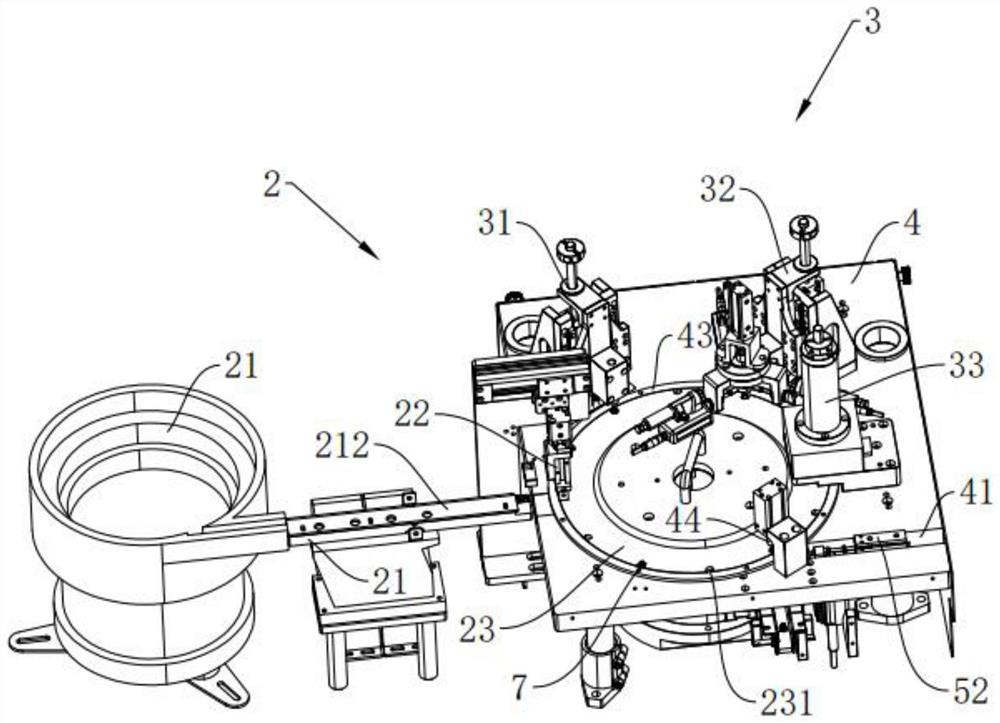
图2为本发明中用于体现上料机构和检测机构的结构示意图;
图3为本发明中用于体现下料机构、导料筒以及收料箱的结构示意图;
图4为图3中A部放大图。
图中,1、机架;11、收料箱;2、上料机构;21、上料振动盘;211、上料轨道;212、限位板;22、上料夹爪;23、传送转盘;231、传送槽;3、检测机构;31、外径检测仪;32、球高检测仪;33、涡电流检测仪;4、工作台;41、滑移槽;42、开口;43、限位环;44、红外线传感器;5、下料机构;51、挡块;52、第一气缸;53、下料轨道;531、传送带;532、挡板;533、导料板;534、下料口;6、安装板;61、让位口;62、导料筒;63、支架;64、滑轨;65、安装块;7、配件。
具体实施方式
以下结合附图对本发明作进一步详细说明,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等用语为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
实施例:
如图1和图2所示,为本发明中设计的一种汽车配件自动送料及检测一体设备,包括机架1,机架1上安装有上料机构2和检测机构3,上料机构2包括上料振动盘21、上料夹爪22和传送转盘23,检测机构3包括外径检测仪31、球高检测仪32和涡电流检测仪33,外径检测仪31、球高检测仪32以及涡电流检测仪33均围绕传送转盘23设置,上料振动盘21与传送转盘23之间设置有上料轨道211,上料轨道211上方扣合有限位板212,上料夹爪22设置于上料轨道211正上方。
如图2至图4所示,传送转盘23的侧壁上均匀分布有多个传送槽231,工作台4上安装有限位环43,限位环43围绕传送转盘23设置且限位环43的内壁与传送转盘23的侧壁贴合设置。待检测的汽车配件7放置于上料振动盘21内并沿上料轨道211运动至上料夹爪22正下方,上料夹爪22夹持汽车配件7并放置于传送槽231内,传送转盘23每次转动一次后传送槽231内的汽车配件7依次运动至外径检测仪31、球高检测仪32以及涡电流检测仪33处进行检测。机架1上形成有工作台4,传送转盘23安装于工作台4上,工作台4上形成有下料机构5,下料机构5设置于涡电流检测仪33远离球高检测仪32一侧,汽车配件7经过检测后由下料机构5处移出传送转盘23。
如图3和图4所示,下料机构5包括挡块51、第一气缸52和下料轨道53,工作台4上开设有滑移槽41,第一气缸52的和挡块51均设置于滑移槽41内且第一气缸52的活塞杆与挡块51侧壁固定,第一气缸52的活塞杆伸出状态下挡块51位于传送槽231的正下方;滑移槽41的槽底上形成有开口42,下料轨道53设置于机架1上位于挡块51正下方处,第一气缸52的活塞杆缩回状态下传送槽231内的零件经过开口42进入下料轨道53内,工作台4上位于开口42处上方设置有红外线传感器44。
如图3和4所示,下料轨道53包括传送带531和挡板532,传送带531一端位于开口42正下方,另一端位于导料筒62正上方,挡板532设置于传送带531两侧。传送带531远离开口42一端连接有导料板533,导料板533位于导料筒62上方处形成有下料口534,下料口534的高度低于导料板533另一侧的高度。配件7经过检测后,传送转盘23带动配件7转动至开口42上方,红外线传感器44感应到产品运动到此处后,令第一气缸52的活塞杆回缩,带动挡块51后移,此时配件7即由开口42处掉落至传送带531上,传送带531传送配件7至导料板533上后沿坡度滑移至下料口534内。
如图3和图4所示,机架1上位于工作台4下方设置有安装板6,安装板6上开设让位口61,让位口61内穿设有导料筒62,让位口61靠近传送转盘23一侧设置有支架63,安装板6上长度方向远离支架63一侧设置有滑轨64,滑轨64上滑移连接有安装块65,导料筒62设置有四个且并列穿设于安装块65上,下料轨道53安装于支架63上且远离支架63一侧搭接在导料筒62边缘处,支架63下方连接直线电机,直线电机拉动安装块65沿滑轨64长度方向滑移,机架1内位于导料筒62斜下方设置有四个收料箱11,收料箱11包括一个体积较大的良品箱和四个体积较小的不良品箱。
初始状态下安装块65位于滑轨64远离收料箱11一端,检测为良品状态时,配件7直接掉落至第一个导料筒62内,直线电机带动安装块65运动至滑轨64另一端,由于导料筒62较长,配件7在其内部停留较长时间能够随导料筒62一同运动,最后导料筒62运动至良品箱上方后,配件7进入良品箱内,然后安装块65回到原位。
当外径检测仪31、球高检测仪32以及涡电流检测仪33对产品进行检测完成后,检测出不良品会向主程序发送三种信号,当外径检测仪31发出信号后,安装块65带动第二个导料筒62运动至下料口534下方,后再运动至第一个不良品箱上方,配件7掉落至第一个不良品箱内;当球高检测仪32发出信号后,安装块65带动第三导料筒62运动至第二个不良品箱上方,配件7掉落至第二个不良品箱内;当涡电流检测仪33发出信号后,安装块65带动第四个导料筒62运动至第三个不良品箱上方,配件7掉落至第三个不良品箱内,完成良品和不良品的分离,进一步避免不良品流出而影响产品安全性。
上述实施例的实施原理为:需要对配件7进行检测时,将配件7放置在上料振动盘21内,上料振动盘21通过振动将配件7上料至上料轨道211内并运动至靠近传送转盘23处,上料夹爪22夹持零件放置在传送转盘23的一个传送槽231内,机架1内的步进电机带动传送转盘23转动,传送转盘23每转动一次,传送槽231内的配件7依次运动至外径检测仪31、球高检测仪32以及涡电流检测仪33处进行检测,检测完成后传送转盘23再次转动,此时配件7运动至红外线传感器44下方,红外线传感器44感应到产品运动至此处后令第一气缸52的活塞杆回缩,拉动挡块51后移,配件7经过开口42掉落在下料轨道53上。整个过程代替人工检测,有效避免漏检情况的发生,保证产品质量。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
- 一种汽车配件自动送料及检测一体设备
- 一种汽车配件的多工位自动铆接切断检测一体机