一种用于焊接汽车水泵端子的焊接装置
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及焊接设备,尤其是一种用于焊接汽车水泵端子的焊接装置。
背景技术
在新能源汽车日益发展的今天,汽车水泵的需求也随之激增。很多新能源汽车、房车等特种车辆常用于微型水泵作为水循环、冷却或者车上供水系统,这种微型自吸水泵统称为汽车水泵。对汽车水泵中各个位置的铜端子的焊接是汽车水泵生产中的一个工序。传统的电阻点焊机体积大,焊接过程中需要有机架支撑,移动不便,所需焊接压力大,例如点焊1.0mm厚的镀锌钢板所需压力为2000N~3000N,不适用于汽车水泵端子这种小型工件的焊接,同时由于汽车水泵端子的焊接方向呈90度左右分布,焊接一个点后还需人工取下调节焊点位置进行二次装夹步骤,效率低下,不利于生产。
发明内容
针对现有的不足,本发明提供一种用于焊接汽车水泵端子的焊接装置。
本发明解决其技术问题所采用的技术方案是:一种用于焊接汽车水泵端子的焊接装置,包括安装台,所述安装台上设置有水平移动输送待焊接工件的输送装置,所述安装台上还设置有安装支架,所述安装支架在与输送装置相对应的一侧滑设有上下移动的焊接机机头组件,所述焊接机机头组件包括上下移动滑设在安装支架上的机头滑块、设置在机头滑块底端的两个成90±5度夹角的均为夹钳式结构的焊接机机头,两个所述焊接机机头的夹角顶点远离输送装置。
作为优选,两个所述焊接机机头是水平移动滑设在机头滑块底端的,它们滑动方向的夹角成90±5度角,其中一个焊接机机头的滑动方向与输送装置相平行设置。
作为优选,所述输送装置包括第一滑轨、第一滑块、第一电机、第二滑轨、第二滑块、第二电机、用于夹持定位待焊接工件的定位件,所述第二滑轨设置在安装台上,所述第二滑块通过第二电机的驱动滑设在第二滑轨上;所述第一滑轨固定设置在第二滑块的顶部,所述第一滑块通过第一电机的驱动滑设在第一滑轨上,所述定位件设置在第一滑块的顶部,所述第一滑块和第二滑块的滑动方向相垂直,所述第一滑轨与两个焊接机机头中的一个相平行设置。
作为优选,所述机头滑块的底端设置有直角结构的连接件,两个所述焊接机机头对应设置在连接件的两端,所述连接件以一端垂直于机头滑块的方式与机头滑块相连接。
作为优选,所述安装支架上固定有机头连接件,所述机头连接件上固定有升降电机,所述升降电机的外壳设置有用于机头滑块上下移动的升降轨道,所述机头滑块通过升降电机的驱动在升降轨道上上下移动。
作为优选,每个所述焊接机机头均包括能开合夹持的两个电极、驱动两个电极开合的夹紧气缸,所述夹紧气缸连接在机头滑块的底端,所述电极与夹紧气缸相连接。
作为优选,每个所述焊接机机头还设置有安装在夹紧气缸上的传感器。
作为优选,所述安装台上还设置有监控系统。
作为优选,所述监控系统包括监控焊接电流的电流测试仪、带触摸屏的操控单元、监控焊接过程参数和焊接气压的焊接监控单元和告警系统。
作为优选,所述告警系统是利用声光告警的装置。
本发明的有益效果在于:该发明通过焊接机机头的上下移动,以及输送装置的水平移动,对焊点进行了精确定位,同时采用呈90度分布的双机头结构,能很好的适应水泵上90度分布的端子的一次性焊接,人工装料定位完成后进行焊接,免去了传统焊接中无法一次性焊接完成的问题,不需要在第一点完成焊接后,人工取料再更换焊接位置的二次装夹步骤,大大提高了生产效率,实现水泵端子的一次装夹整件自动焊接的需求。
附图说明
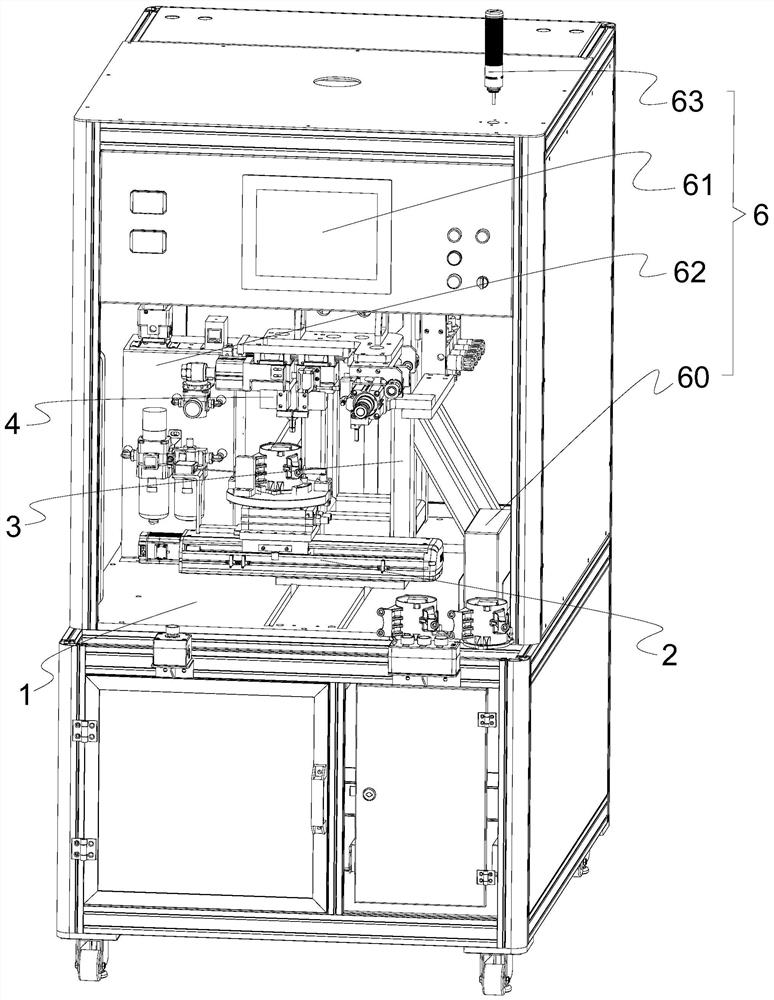
图1是本发明实施例的结构示意图;
图2是本发明实施例输送装置和焊接机机头组件结构示意图;
图中零部件名称及序号:1-安装台2-输送装置20-第一滑轨21-第一滑块22-第一电机23-第二滑轨24-第二滑块25-定位件3-安装支架30-机头连接件31-升降电机32-升降轨道4-焊接机机头组件40-机头滑块41-焊接机机头42-传感器410-电极411-夹紧气缸5-连接件6-监控系统60-电流测试仪61-操控单元62-监控单元63-告警系统。
具体实施方式
为了更清楚地说明本发明实施例的目的、技术方案和优点,下面将结合附图及实施例对本发明作进一步说明,进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。此外,本发明中所提到的方向用语,例如,“上”、“下”、“前”、“后”、“左”、“右”、“内”、“外”等,仅是参考附加图示的方向,使用的方向用语是为了更好、更清楚地说明及理解本发明,而不是指示或暗指本发明必须具有的方位,因此不能理解为对本发明的限制。
本发明实施例如图1至图2中所示,一种用于焊接汽车水泵端子的焊接装置,包括安装台1,安装台1就可以选择常规的电控柜来充当,在安装台1的底部安装万向轮就可以方便的将其移动到需要的位置,在电控柜内则可以用来安装焊接机常用的电控设备,安装台1的上表面就形成操作台面,用来安装相应的焊接设备及监控设备,所述安装台1的上表面设置有水平移动输送待焊接工件的输送装置2,输送装置2用来将待焊接工件输送至指定位置,通过其水平移动就可以调节其在水平面上的位置,即通过水平面的X轴和Y轴的坐标调节,就确定了待焊接工件的位置,从而就确定了焊点的位置,所述安装台1上还设置有安装支架3,所述安装支架3在与输送装置2相对应的一侧滑设有上下移动的焊接机机头组件4,此时在输送装置2将待焊接工件输送至焊接机机头41正下方的确定位置后,安装支架3上的焊接机机头组件4就上下移动,使得焊接机机头41夹持在待焊接工件上,确保焊点位置的精确性,这样就通过焊接机机头41的上下移动,以及输送装置2的水平移动,对焊点进行了精确定位,而对于机头滑块40在安装支架3上的滑动来说,所述安装支架3上固定有机头连接件30,所述机头连接件30上固定有升降电机31,所述升降电机31的外壳设置有用于机头滑块30上下移动的升降轨道32,所述机头滑块30通过升降电机31的驱动在升降轨道32上上下移动,结构紧凑简洁,所述焊接机机头组件4包括上下移动滑设在安装支架3上的机头滑块40、设置在机头滑块40底端的两个成90±5度夹角的均为夹钳式结构的焊接机机头41,两个所述焊接机机头41的夹角顶点远离输送装置2,两个焊接机机头41成相交叉的状态,夹角角度值为90±5度,刚好对应于汽车水泵端子的分布结构,能很好的适应汽车水泵的端子的一次性焊接,人工装料定位完成后进行焊接,免去了传统焊接中无法一次性焊接完成的问题,不需要在第一个焊点完成焊接后,人工取料再更换焊接位置的二次装夹步骤,大大提高了生产效率,实现水泵端子的一次装夹整件自动焊接的需求。
进一步的改进,如图1和图2中所示,两个所述焊接机机头41是水平移动滑设在机头滑块40底端的,将焊接机机头41设置成滑动的,能在水平方向进行移动,就可以根据待焊接工件放置的位置,自动调节焊接机机头41的位置,能更准确的定位到焊接点,焊接机机头41的滑动就通过在机头滑块40设置滑轨以及相应的用于驱动的电机来实现,它们滑动方向的夹角成90±5度角,其中一个焊接机机头41的滑动方向与输送装置2相平行设置,就便于各部件的安装以及运行的顺畅。
进一步的改进,如图1和图2中所示,所述输送装置2包括第一滑轨20、第一滑块21、第一电机22、第二滑轨23、第二滑块24、第二电机(未标出)、用于夹持定位待焊接工件的定位件25,此时定位件25就将汽车水泵以及要焊接在汽车水泵上的端子在相应位置予以固定,固定方式则可以根据不同的结构情况采用现有的相应的定位固定方式,比如以定位座和定位插销相结合的方式来实现,所述第二滑轨23设置在安装台1上,所述第二滑块24通过第二电机的驱动滑设在第二滑轨23上,可依据不同的结构情况,将第二滑轨23、第二电机设置在安装台1的内部,第二滑块24就穿过安装台1与第一滑轨20固定连接,也可以直接将第二滑轨23、第二电机设置在安装台1的上表面,然后使得第一滑轨20与第二滑块24相连接;所述第一滑轨20固定设置在第二滑块24的顶部,这样第一滑轨20就随着第二滑块24进行同步的滑动,所述第一滑块21通过第一电机22的驱动滑设在第一滑轨20上,这样,第一滑块21就既能随着第二滑块24进行同步运动,也能自身沿着第一滑轨10进行自己的移动,此时就可以将第一电机22设置在第二滑块24上,然后在第一电机22的外壳设置第一滑轨20,所述定位件25设置在第一滑块21的顶部,定位件25就随着第一滑块21进行同步的滑动,所述第一滑块21和第二滑块24的滑动方向相垂直,也就预示着定位件25滑动的方向与第二滑块24的滑动方向是相垂直的,定位件25就能在水平面上随着第二滑块24进行Y轴或X轴方向的运动,同时又随着第一滑块21进行X轴或Y轴方向的运动,通过定位件25的移动,就能将在定位件25里定位的待焊接工件输送至水平面内指定的位置,定位更精确,所述第一滑轨20与两个焊接机机头41中的一个相平行设置,就减少对焊接机机头41和待焊接工件位置对准调节产生的误差,能更精确的定位焊点的位置。
进一步的改进,如图1和图2中所示,所述机头滑块40的底端设置有直角结构的连接件5,两个所述焊接机机头41对应设置在连接件5的两端,所述连接件5以一端垂直于机头滑块40的方式与机头滑块40相连接,通过连接件5就能很方便的将焊接机机头41安装在机头滑块40上,同时连接件5的直角结构也就确定了两个焊接机机头41之间的夹角是直角,结构更稳固。
进一步的改进,如图1和图2中所示,每个所述焊接机机头41均包括能开合夹持的两个电极410、驱动两个电极410开合的夹紧气缸411,所述夹紧气缸411连接在机头滑块40的底端,所述电极410与夹紧气缸411相连接,夹紧气缸411就采用平行夹爪气缸,电极410就与夹紧气缸411的活塞固定连接,在夹紧气缸411的驱动下,就使得两个电极410合拢形成夹持状态,夹住待焊接工件进行焊接,焊接结束,两个电极410同样在夹紧气缸411的驱动下分开脱离对焊接工件的夹持,方便对焊接后的工件的拿取。
进一步的改进,如图2中所示,每个所述焊接机机头41还设置有安装在夹紧气缸411上的传感器42,通过传感器42来感应焊接机机头411移动的距离,从而能精确的控制焊接机机头41的移动,对焊点的定位更精确。
进一步的改进,如图1和图2中所示,所述安装台1上还设置有监控系统6,通过监控系统6就可以实时的了解焊接状态以及焊接中的各项参数,帮助操作人员了解焊接过程是否在正常运转,此时所述监控系统6包括监控焊接电流的电流测试仪60、带触摸屏的操控单元61、监控焊接过程参数和焊接气压的焊接监控单元62和告警系统63,电流测试仪60采用米亚基电流测试仪,能实时监测电流值,就可实现参数调用;对焊接过程电流大小进行监控,确保测试电流与监控电流误差±3%之内,就确保了焊接的正常进行,以及焊接效果的一致性;在操控单元61中就可以实时的显示焊接过程的各个参数,并能调节各参数的设置,通过操控单元61的调节就能满足更广范围的焊接需求;监控单元62中则可以用来存储焊接机的过程参数并将相应的信息传输至操控单元61;在焊接出现异常时就通过告警系统63予以报警,所述告警系统63是利用声光告警的装置,方便直观及时。
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 一种用于焊接汽车水泵端子的焊接装置
- 一种用于焊接电磁阀线圈端子的焊接装置