金属罐的制备方法和金属罐
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及金属包装技术领域,尤其涉及一种金属罐的制备方法和金属罐。
背景技术
金属包装业属于资源消耗型的行业,灌装茶饮料、碳酸饮料、酒精类饮料及罐头类食品的金属包装大多采用金属罐。
金属罐一般至少包括顶盖和罐身,罐身的翻边与顶盖的圆边通过卷封相互钩合紧压实现密封。其中,罐身的成型主要采用机械硬质模具成型,机械硬质模具具有转轴,成型时机械硬质模具从底部或顶部伸入罐身筒内,机械硬质模具绕转轴转动并且撑开,机械硬质模具撑涨罐身的内壁面使罐身成型。
然而,现有的罐身成型方法在加工过程中,容易使罐身内部产生机械损伤,导致罐体内部耐蚀力下降,降低金属罐寿命。
发明内容
为了解决背景技术中提到的至少一个问题,本发明提供一种金属罐的制备方法和金属罐,能够防止罐体在成型过程中产生机械损伤,降低了成型过程对罐体的损害,保证了罐体内部耐蚀力,提高了金属罐的寿命。
为了实现上述目的,一方面,本发明提供了一种金属罐的制备方法,包括:
预制备工序,将待加工的金属基板加工成为预成型罐体。
成型工序,采用柔性成型将所述预成型罐体加工成为成型罐体。
后续工序,将所述成型罐体加工成罐体产品。
本发明提供的金属罐的制备方法,通过预制备工序可以将金属基板加工成预成型罐体,在成型工序中采用柔性成型的工艺将预成型罐体加工成为成型罐体,其中,柔性成型工艺采用柔性压力对罐体的整体施压,使罐体的整体受力均匀,不会产生应力集中,避免了硬质模具在撑涨时导致罐体的局部产生应力集中现象,也避免了在施压过程中使罐体“硬碰硬”和硬质模具对罐体进行撑涨,使罐体在成型过程中不会发生机械损伤,降低了成型过程对罐体的损害,保证了罐体内部的耐蚀力,提高了金属罐的寿命。
在上述的金属罐的制备方法中,可选的是,在所述成型工序中,具体包括:
安装工序,将所述预成型罐体安装进入模具的容置腔中,将柔性施压件安装进入所述预成型罐体的内腔中。
施压工序,所述柔性施压件挤压所述预成型罐体,以使所述预成型罐体与所述模具紧密抵接并发生形变,所述预成型罐体形变成为所述成型罐体。
在上述的金属罐的制备方法中,可选的是,所述柔性施压件为柔性囊体,所述柔性囊体内填充有流体,所述柔性囊体内的流体压力可调。
在上述的金属罐的制备方法中,可选的是,所述流体为惰性气体或油体。
在上述的金属罐的制备方法中,可选的是,所述预成型罐体包括罐底和罐身,所述罐底和罐身一体成型。
在上述的金属罐的制备方法中,可选的是,在所述预制备工序中,具体包括:
第一下料工序,将所述待加工的金属基板裁剪成罐身坯料。
冲杯工序,将所述罐身坯料冲杯处理形成底型罐身。
拉伸成型工序,将所述底型罐身拉伸处理形成所述预成型罐体。
并且,在所述施压工序中,具体包括:
采用所述柔性施压件挤压所述罐底和所述罐身,以使所述罐底和/或所述罐身与所述模具紧密抵接并发生形变。
在上述的金属罐的制备方法中,可选的是,所述预成型罐体包括分体罐底和分体罐身,所述分体罐底和所述分体罐身分体设置。
在上述的金属罐的制备方法中,可选的是,在所述预制备工序中,具体包括:
第二下料工序,将所述待加工的金属基板裁剪成分体罐身坯料和分体罐底坯料。
焊接工序,将所述分体罐身坯料卷制并焊接为圆筒状罐身。
冲压工序,将所述分体罐底坯料冲压处理形成底型罐底。
其中,所述圆筒状罐身形成所述预成型罐体。
并且,在所述施压工序中,具体包括:
采用所述柔性施压件挤压所述圆筒状罐身,以使所述圆筒状罐身与所述模具紧密抵接并发生形变,所述圆筒状罐身形变成为成型罐身。
其中,所述成型罐身形成所述成型罐体。
在上述的金属罐的制备方法中,可选的是,在所述后续工序中,还包括:
缩颈翻边工序,对所述成型罐身的开口部进行缩颈处理以及翻边处理。
封口工序,将所述分体罐底和缩颈翻边后的所述成型罐身采用二重卷边处理形成所述罐体产品。
另一方面,本发明提供一种金属罐,所述金属罐采用上述的金属罐的制备方法制备而成。
本发明提供的金属罐,通过采用柔性成型工艺将预成型罐体加工为成型罐体,其中,柔性成型工艺采用柔性压力对罐体的整体施压,使罐体的整体受力均匀,不会产生应力集中,避免了硬质模具在撑涨时导致罐体的局部产生应力集中现象,也避免了在施压过程中使罐体“硬碰硬”和硬质模具对罐体进行撑涨,使罐体在成型过程中不会发生机械损伤,降低了成型过程对罐体的损害,保证了罐体内部的耐蚀力,提高了金属罐的寿命。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
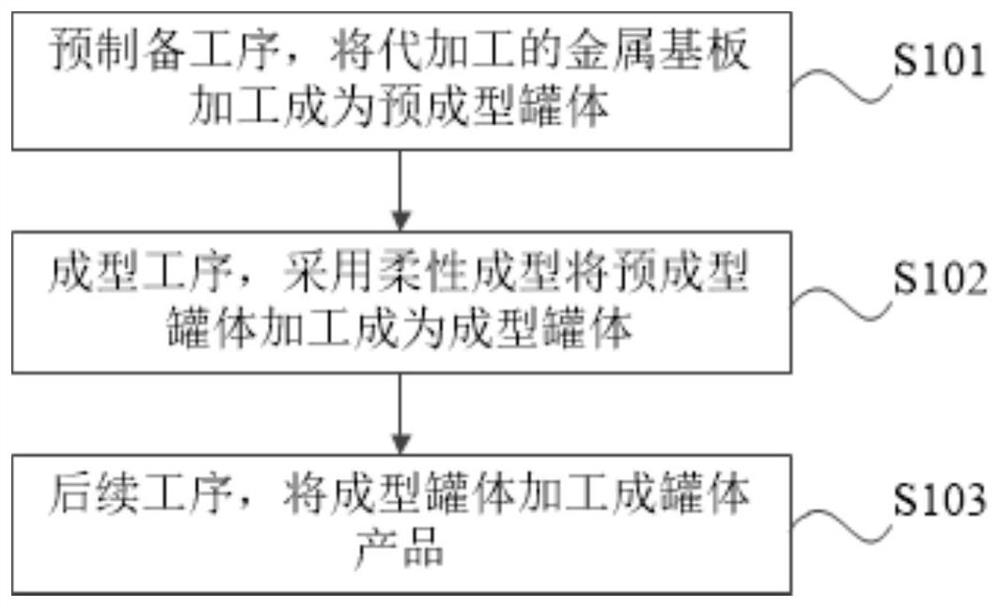
图1为本发明实施例一提供的金属罐的制备方法的流程图;
图2为本发明实施例一提供的金属罐的制备方法中的成型工序的流程图;
图3为本发明实施例一提供的金属罐中的两片罐的制备方法的流程图;
图4为本发明实施例一提供的金属罐中的三片罐的制备方法的流程图;
图5为本发明实施例一提供的金属罐的罐底和罐盖的制备方法的流程图;
图6为本发明实施例二提供的金属罐的罐体成型前的结构示意图;
图7为本发明实施例二提供的金属罐的罐体成型后的结构示意图。
附图标记说明:
10-未成型罐体;
20-成型罐体。
具体实施方式
在金属包装领域,灌装茶饮料、碳酸饮料、酒精类饮料及罐头类食品的金属包装大多采用金属罐。金属罐一般至少包括顶盖和罐身,罐身的翻边与顶盖的圆边通过卷封相互钩合紧压实现密封。其中,罐身的成型主要采用机械撑涨成型,机械硬质模具的中心具有转轴,成型时机械硬质模具从底部或顶部伸入罐身筒内,机械硬质模具绕转轴转动并且撑开,机械硬质模具撑涨罐身的内壁面使罐身成型。然而,现有的罐身成型方法在加工过程中,由于机械硬质模具在撑涨罐身时,一方面施压过程中使罐体“硬碰硬”,另一方面,并且在撑涨时,机械硬质模具只对罐身的某个区域施加作用力,罐身的整体受力不均匀,使罐体容易产生应力集中现象,上述原因容易使罐身内部产生机械损伤,机械损伤直接导致罐体内部的耐蚀力下降,且可能降低金属罐的承压能力。
本发明提供了一种金属罐的制备方法和金属罐,通过预制备工序将金属基板加工成预成型罐体,在成型工序中采用柔性成型的工艺将预成型罐体加工成为成型罐体,其中,柔性成型工艺采用柔性压力对罐体的整体施压,使罐体的整体受力均匀,不会产生应力集中,避免了硬质模具在撑涨时导致罐体的局部产生应力集中现象,也避免了在施压过程中使罐体“硬碰硬”和硬质模具对罐体进行撑涨,使罐体在成型过程中不会发生机械损伤,降低了成型过程对罐体的损害,保证了罐体内部的耐蚀力,提高了金属罐的寿命。
为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明的优选实施例中的附图,对本发明实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的部件或具有相同或类似功能的部件。所描述的实施例是本发明一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。下面结合附图对本发明的实施例进行详细说明。
图1为本发明实施例一提供的金属罐的制备方法的流程图,如图1所示,本发明实施例一提供了一种金属罐的制备方法,该金属罐的制备方法包括如下工序:
S101:预制备工序,将待加工的金属基板加工成为预成型罐体。
需要说明的是,金属基板可以是镀锡薄钢板、镀铬薄钢板和铝合金,金属罐可以是两片罐或者三片罐,其中,两片罐大多采用铝合金制成,三片罐大多采用镀锡薄钢板制成,本实施例对金属罐的类型和金属基板的种类不作限制。
S102:成型工序,采用柔性成型将预成型罐体加工成为成型罐体。
具体的,柔性成型工艺中柔性压力对罐体的整体施压,使罐体的整体受力均匀,不会产生应力集中,避免了硬质模具在撑涨时导致罐体的局部产生应力集中现象,也避免了在施压过程中使罐体“硬碰硬”和硬质模具对罐体进行撑涨,使罐体在成型过程中不会发生机械损伤,降低了成型过程对罐体的损害,保证了罐体内部的耐蚀力,提高了金属罐的承压能力。
S103:后续工序,将成型罐体加工成罐体产品。
需要说明的是,针对不同类型的金属罐,后续工序中的具体工艺可以不同,例如:两片罐的后续工序可以包括修边、光检和包装等工序,三片罐的后续工序可以包括缩颈翻边、封口、检漏和包装等工序。
进一步地,如图2所示,成型工序可以包括如下工序:
S201:安装工序,将预成型罐体安装进入模具的容置腔中,将柔性施压件安装进入预成型罐体的内腔中。
S202:施压工序,柔性施压件挤压预成型罐体,以使预成型罐体与模具紧密抵接并发生形变,预成型罐体形变成为成型罐体。
具体的,模具可以为圆形空腔体,模具由至少两部分组成,且模具的内腔形状可以根据用户的要求进行预设计加工,这样可以将预成型罐体加工成为所需要的形状。
进一步地,成型装置还可以包括底盘和盖板,底盘将预成型罐体托起,模具将预成型罐体的筒身包裹,柔性施压件可以位于盖板中央,柔性施压件伸入预成型罐体的内腔中,盖板、底盘和模具围成一个密闭空间,柔性施压件导入压力,挤压预成型罐体的筒身随着模具的形状变形,成型过程完成后,柔性施压件泄压,盖板上移,模具打开,预成型罐体成型完成。
需要说明的是,在现有技术中,机械硬质模具位于预成型罐体的内腔中,机械硬质模具绕中心轴转动并且撑开,机械硬质模具撑涨预成型罐体的内壁面使预成型罐体成型,该成型工艺只能绕预成型罐体的中轴线做规律变化,所以产品形状相对简单,然而,在本发明的柔性成型工艺中,由于柔性施压件对预成型罐体的筒身施压,使预成型罐体的筒身随着模具的形状变形,所以可以将模具的形状设计的更丰富,提高金属罐的外观美观性。
进一步地,柔性施压件可以为柔性囊体,柔性囊体内填充有流体,柔性囊体内的流体压力可调,通过带压流体可以对预成型罐体的整体施加压力,使预成型罐体的整体承受的压力均匀,且不会对预成型罐体的罐身造成机械损伤,避免了罐身受力不均导致局部撑涨,从而避免了局部材料减薄,也不会使罐身内部存在撑涨痕迹,降低了成型过程对罐体的损害,提高了金属罐的承压能力。
需要说明的是,预成型罐体的厚度和材料不同,预成型罐体进行成型时需要的压力也不同,因此,流体压力可调能够使柔性施压件满足不同厚度的金属,使柔性施压件的使用范围更广。
进一步地,流体可以为惰性气体或油体,其中惰性气体可以是氦气、氖气或氩气,油体可以是无添加剂型、防锈抗氧型或抗磨型,本实施例对惰性气体和油体的具体种类不作限制,用户可以根据需要进行选择。
需要说明的是,金属罐可以是两片罐或者三片罐,第一方面,本实施例以两片罐为例进行进一步说明。
作为一种可实现的实施方式,预成型罐体包括罐底和罐身,罐底和罐身一体成型。需要说明的是,两片罐一般包括罐体和罐盖,本实施例中的罐底和罐身即为罐体,罐盖采用单独的工艺制作,罐体的制备方法可以采用图3的制备方法。
进一步地,在预制备工序中,具体可以包括:
S301:第一下料工序,将待加工的金属基板裁剪成罐身坯料。
需要说明的是,通常在第一下料工序前还可以进行选材和卷材润滑等工序,例如,可以选择塑性高、强度高、深冲性能和焊接性能好的合金。还可以选择润滑剂对卷材进行润滑,以方便后续工序的加工。在第一下料工序中可以采用下料机将待加工的金属基板裁剪成圆形的罐身坯料。
S302:冲杯工序,将罐身坯料冲杯处理形成底型罐身。
具体的,可以将罐身坯料放置在杯托上,进行定位后,由冲头对罐身坯料进行冲杯,形成底型罐身,此外,也可以使用润滑剂减少冲杯模和罐身坯料之间的摩擦。
S303:拉伸成型工序,将底型罐身拉伸处理形成预成型罐体。
具体的,在拉伸成型工序中,可以采用拉伸模具对底型罐身进行一次拉伸和二次拉伸,使底型罐身完成初步塑性成为预成型罐体。
S304:成型工序,采用柔性成型将预成型罐体加工成为成型罐体。
并且,在施压工序中,具体包括:
采用柔性施压件挤压罐底和罐身,以使罐底和/或罐身与模具紧密抵接并发生形变。
需要说明的是,本实施例中的模具只是位于罐身的筒壁外围,但是不仅仅局限在筒壁的外部,也可以位于底盘上,当两片罐的罐底也需要设置形状时,可以在底盘上设置模具,这样罐底也可以成型。
S105:后续工序,在后续工序中可以包括修边工序、清洗工序、彩印工序、喷涂工序、检测和包装工序。
具体的,在修边工序中,采用修边机将成型罐体的口部切齐。在清洗工序中,采用清洗机将成型罐体上的金属屑、润滑剂和其他杂质清洗干净,再进行烘干。在彩印工序中,可以先对成型罐体的外表面涂覆底色,再进行烘干,再采用彩印机对成型罐体进行喷涂。
进一步地,在喷涂工序中,可以采用内喷机对成型罐体的内表面涂覆保护层。在检测和包装工序中,可以对成型罐体进行检测,检测是否有孔洞或其他缺陷,接着对合格的产品进行包装。
第二方面,本实施例以三片罐为例进行说明。
作为另一种可实现的实施方式,预成型罐体包括分体罐底和分体罐身,分体罐底和分体罐身分体设置。
需要说明的是,三片罐包括分体罐身、分体罐底和分体罐盖,分体罐身与分体罐底和分体罐盖卷封,本实施例中分体罐盖和分体罐底采用单独的工艺制作,分体罐身的制备方法可以采用图4的制备方法。
具体的,在预制备工序中,具体包括:
S401:彩印工序,将彩色版面印刷至原色基板表面,得到金属基板。
S402:第二下料工序,将待加工的金属基板裁剪成分体罐身坯料。
S403:焊接工序,将分体罐身坯料卷制并焊接为圆筒状罐身。
具体的,首先将分体罐身坯料经一组滚筒和楔形钢块的挠曲处理,挠曲处理的作用主要是:打乱分体罐身坯料内部的晶体结构,消除内部的应力,使分体罐身坯料易成型,且成圆筒状罐身后形状稳定,减少弹性回弹,保证焊接质量。进一步地,将分体罐身坯料经过成圆装置成为圆筒体,再采用电阻焊对圆筒体进行焊接,使成为圆筒状罐身。
需要说明的是,电阻焊是利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。
S404:焊缝补涂工序,采用涂装系统对焊缝处补涂涂料。
具体的,可以采用高压静电装置涂敷在接缝上的,静电粉末补涂系统是将喷枪施加20-40KV的正电压,使喷枪与空罐之间形成静电感应场,空罐为负极,从喷枪喷出的粉末带有正电极,靠静电的吸引力将粉末涂料吸附在分体罐身上。
S405:补涂烘干工序,将涂料进行烘干达到固化。
具体的,烘干固化的方式可以是热空气、直接火和红外线灯加热方式。本实施例对烘干固化的具体方式不作限制。
S406:成型工序,采用柔性成型将预成型罐体加工成为成型罐体。
需要说明的是,焊接工序后的圆筒状罐身可以在进行焊缝补涂工序和补涂烘干工序后形成预成型罐体。
并且,在施压工序中,具体包括:
采用柔性施压件挤压圆筒状罐身,以使圆筒状罐身与模具紧密抵接并发生形变,圆筒状罐身形变成为成型罐身。具体的,成型罐体可以是成型罐身。
进一步地,在后续工序中,还包括:
S407:缩颈翻边工序,对成型罐身的开口部进行缩颈处理以及翻边处理。
S408:封口工序,将分体罐底和缩颈翻边后的成型罐身采用二重卷边处理形成罐体产品。
S409:后续工序,在后续工序中可以包括检漏工序和包装工序。
需要说明的是,在封口工序中,需要将加工完成后的分体罐底和成型罐身组装,在本实施例中,如图5所示,还提供了一种金属罐的罐底和罐盖的制备方法,具体包括:
S501:第二下料工序,将待加工的金属基板裁剪成分体罐底坯料或分体罐盖坯料。
S502:冲压工序,将分体罐底坯料或分体罐盖坯料冲压处理形成底型罐底或底型罐盖。
S503:卷边工序,将底型罐底或底型罐盖经过卷边机,使底型罐底或底型罐盖的边缘向中心弯曲一定角度。
S504:注胶工序,将密封胶分布在底型罐盖或底型罐底的平面和沟槽中,起到密封作用。
S505:烘烤工序,采用烘炉将密封胶烘干,使密封胶中的水分蒸发出来,达到长期保存和密封的效果,底型罐底或底型罐盖成为分体罐底或分体罐盖。
需要说明的是,本实施例中的罐体成品在两片罐中指罐底和罐身一体的罐体,在三片罐中指分体罐底和分体罐身组装后的罐体,均不包含罐盖的装配,罐盖需要在罐体填充后才进行装配。
实施例二
图6为本发明实施例二提供的金属罐的罐体成型前的结构示意图。图7为本发明实施例二提供的金属罐的罐体成型后的结构示意图。
参照图6和图7所示,在上述实施例一的基础上,本发明实施例二提供了一种金属罐,金属罐采用上述金属罐的制备方法制备而成。
具体的,未成型罐体10为圆筒状,在具体成型时,底盘将未成型罐体10托起,模具将未成型罐体10的筒身包裹,柔性施压件可以位于盖板中央,柔性施压件伸入未成型罐体10的内腔中,盖板、底盘和模具围成一个密闭空间,柔性施压件导入压力,挤压未成型罐体10的筒身随着模具的形状变形,成型过程完成后,柔性施压件泄压,盖板上移,模具打开,未成型罐体10加工成为成型罐体20。
本发明提供的金属罐,通过采用柔性成型工艺将预成型罐体加工为成型罐体,其中,柔性成型工艺采用柔性压力对罐体的整体施压,使罐体的整体受力均匀,不会产生应力集中,避免了硬质模具在撑涨时导致罐体的局部产生应力集中现象,也避免了在施压过程中使罐体“硬碰硬”和硬质模具对罐体进行撑涨,使罐体在成型过程中不会发生机械损伤,降低了成型过程对罐体的损害,保证了罐体内部的耐蚀力,提高了金属罐的承压能力。
在本发明实施例的描述中,需要理解的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应作广义理解,例如,可以使固定连接,也可以是通过中间媒介间接相连,可以是两个元件内部的连通或者两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。术语“上”、“下”、“前”、“后”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或者位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或者暗示所指的装置或者元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,“多个”的含义是两个或两个以上,除非是另有精确具体地规定。
本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”、“第四”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施例例如能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 金属罐的制备方法和金属罐
- 金属罐激光烧蚀除尘方法、装置及金属罐