一种测量粘性介质对板坯料剪切应变的方法
文献发布时间:2023-06-19 11:24:21
技术领域
本申请涉及板材压力成形技术领域,尤其涉及一种测量粘性介质对板坯料剪切应变的方法。
背景技术
目前,粘性介质压力成形是近年来发展的板材软模成形新方法,该方法采用高粘度、半固态、可流动的粘性介质作为成形传力介质。粘性介质压力成形区别于其他软模成形的重要特征是高粘度的粘性介质可以在其与板材接触界面产生沿切向的粘性附着应力。切向粘性附着应力可以引起板材厚度方向产生厚向剪切应变,研究表明厚向剪切应变可以显著提升板材成形性。因此有必要建立粘性附着应力与板材厚向剪切应变的定量关系,粘性附着应力与粘性介质的材料性能有关,所以需要一种粘性介质压力成形中板材厚向剪切应变的测量方法。
发明内容
本申请的目的是提供一种操作简单、方法可靠、易实现、数据直观、测试效果准确的测量粘性介质对板坯料剪切应变的方法。
为了实现上述至少之一的目的,本申请提供了一种测量粘性介质对板坯料剪切应变的方法,包括如下步骤:
制备板坯料,所述板坯料的上表面上设置有上网格、所述板坯料的下表面上设置有下网格,所述上网格的上网格节点与所述下网格的下网格节点一一对应设置;
将板坯料固定在介质仓与凹模之间,并向所述介质仓内填充粘性介质;
向所述粘性介质施加载荷,所述粘性介质使所述板坯料发生变形;
所述载荷加载结束后,分别对所述上网格及所述下网格进行图像采集,并根据所述上网格图像及所述下网格图像计算偏移量及所述上网格节点与所述下网格节点之间的间距;
根据所述间距及所述偏移量计算出所述粘性介质对所述板坯料的剪切应变。
在本申请的一个实施例中,所述制备板坯料包括如下步骤:
准备板材,在板材的上表面及下表面涂布深颜色的涂料;
在所述板材的缘处加工出定位部;
以所述定位部位为基准分别在所述板材的上表面加工制造所述上网格及下表面加工制造所述下网格形成板坯料。
在本申请的一个实施例中,所述载荷加载结束后,分别对所述上网格及所述下网格进行图像采集,并根据所述上网格图像及所述下网格图像计算偏移量及所述上网格节点与所述下网格节点之间的间距包括如下步骤:
所述载荷加载结束后取下变形的所述板坯料,利用近景摄影测量方法对所述板坯料的所述上表面及所述下表面进行图像采集,得到所述上网格图像及所述下网格图像;
以所述定位部为基准,并根据所述上网格的图像及所述下网格的图像计算出网格节点的所述偏移量;
测量对应设置的所述上网格节点与所述下网格节点之间的间距。
在本申请的一个实施例中,变形后的所述板坯料上的所述定位部与未变形的所述板坯料上的所述定位部之间的定位偏差不大于0.001mm。
在本申请的一个实施例中,所述上网格的颜色与上表面的颜色存在色差;所述下网格的颜色与下表面的颜色存在色差。
在本申请的一个实施例中,在未变形的所述板坯料上,所述上网格节点与所述下网格节点对位精度不超过0.001mm。
在本申请的一个实施例中,所述上网格的网格线宽不大于0.03mm;和/或所述下网格的网格线宽不大于0.03mm。
在本申请的一个实施例中,所述上网格及所述下网格均为丝印层,所述丝印层的层厚小于0.01mm。
在本申请的一个实施例中,所述粘性介质的分子量为100kg/mol~900kg/mol,所述粘性介质的粘度为10000Pa·s~16000Pa·s。
在本申请的一个实施例中,根据如下公式计算剪切应变:
本申请的上述技术方案具有如下优点:粘性介质在板材表面可以同时形成非均匀的压力和切向粘性附着应力,切向粘性附着应力提高了板材厚向剪切应力,避免了成形时壁厚局部减薄,保证了板材变形后壁厚的均匀性,通过测量上网格节点或下网格节点的偏移量、网格节点与下网格节点之间的间距,能够准确地计算出板材的剪切应变,通过检测多个点的剪切应变能够为粘性介质压力成形技术以及提高板材成形性提供了分析依据,从而为采用粘性介质的压力成形方法提供了技术支持,保证了采用粘性介质的压力成形方法制成的产品的均匀性。另外,上述测试方法具有操作简单、方法可靠、易实现、数据直观、测试效果准确等优点。
附图说明
本申请的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,另外,本申请附图仅为说明目的提供,图中各部件的比例与数量不一定与实际产品一致。其中:
图1是本申请所述板坯料的局部结构示意图;
图2是本申请所述板坯料未成形的剖视结构示意图;
图3是本申请所述板坯料成形后的剖视结构示意图;
图4是图3所示板坯料的局部剖视结构示意图;
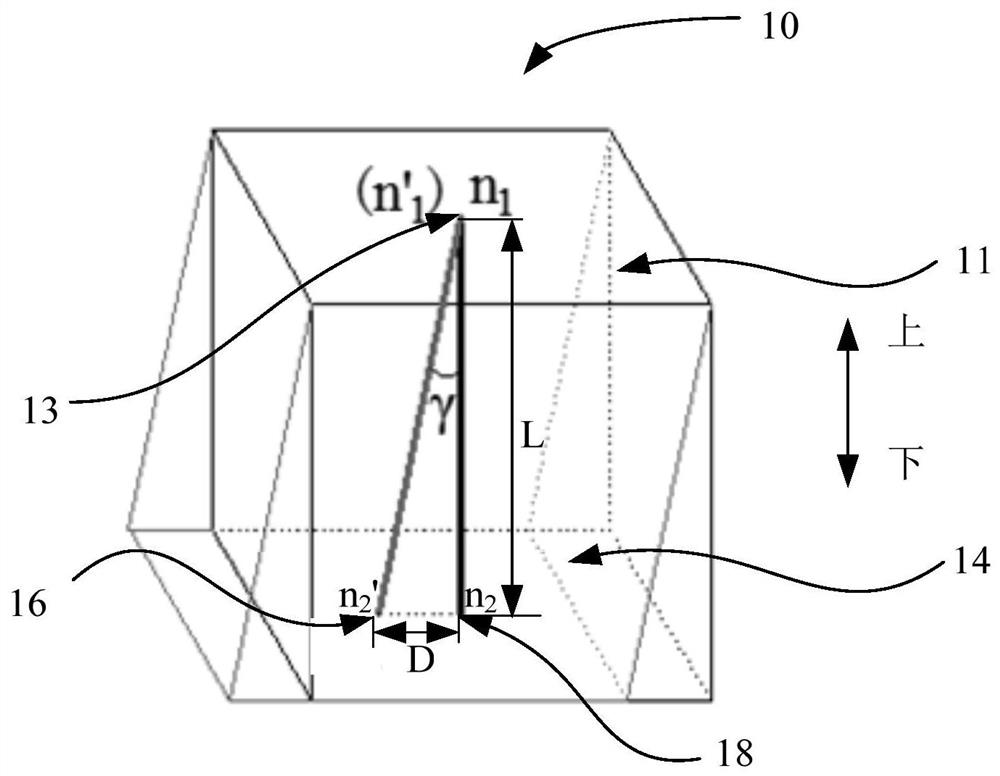
图5是本申请所述板坯料变形前与变形后的局部对比结构示意图。
其中,图1至图5的附图标记与部件名称之间的对应关系为:
板坯料10,上表面11,上网格12,上网格节点13,下表面14,下网格15,下网格节点16,定位部17,原点18,介质仓20,凹模30,粘性介质40,推杆50。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请的一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本申请保护的范围。
下述讨论提供了本申请的多个实施例。虽然每个实施例代表了申请的单一组合,但是本申请不同实施例可以替换,或者合并组合,因此本申请也可认为包含所记载的相同和/或不同实施例的所有可能组合。因而,如果一个实施例包含A、B、C,另一个实施例包含B和D的组合,那么本申请也应视为包括含有A、B、C、D的一个或多个所有其他可能的组合的实施例,尽管该实施例可能并未在以下内容中有明确的文字记载。
在下面的描述中阐述了很多具体细节以便于充分理解本申请,但是,本申请还可以采用其他不同于在此描述的其他方式来实施,因此,本申请的保护范围并不受下面公开的具体实施例的限制。
本申请提供的测量粘性介质对板坯料剪切应变的方法,包括如下步骤:
步骤S10,制备板坯料10。如图1所示,板坯料10的上表面11上设置有上网格12、板坯料10的下表面14上设置有下网格15,上网格12的上网格节点13与下网格15的下网格节点16一一对应设置。上网格12和下网格15的对应设置,方便了检测板坯料10变形后的偏移量。下表面14指的是板坯料10与粘性介质40接触的表面,上表面11指的是板坯料10与型腔接触的表面。
步骤S20,如图2所示,将板坯料10固定在介质仓20与凹模30之间,并向介质仓20内填充粘性介质40。压力成形模具包括介质仓20、推杆50及凹模30,凹模30上设置有型腔,推杆50设置在介质仓20内,并与介质仓20形成容纳空间,将板坯料10固定在介质仓20与凹模30之间,以使容纳空间形成密封的容纳腔以及密封型腔,向容纳腔内注入粘性介质40,并使粘性介质40充满容纳腔。
步骤S30,如图3和图4所示,向粘性介质40施加载荷,粘性介质40使板坯料10发生变形。移动推杆50向粘性介质40施加载荷,粘性介质40使板坯料10贴合型腔的腔壁,从而制成需要的产品。
步骤S40,如图5所示,载荷加载结束后,分别对上网格12及下网格15进行图像采集,并根据上网格图像及下网格图像计算偏移量D及上网格节点13与下网格节点16之间的间距L。
步骤S50,根据间距及偏移量计算出粘性介质40对板坯料10的剪切应变。
根据如下公式计算剪切应变:
剪切应变指在简单剪切的情况下,板材受到的力是与截面相平行的大小相等、方向相反的两个力,在此剪切力的作用下,材料将发生偏斜。偏斜角θ的正切定义为剪切应变γ:即γ=tanθ。
本申请提供的测量粘性介质对板坯料剪切应变的方法,粘性介质40具有应变速率敏感性,在成形过程中板材与粘性介质40接触部位的应变速率保持着相对应的增大或减小的变化规律,粘性介质40在板材表面可以同时形成非均匀的压力和切向粘性附着应力,切向粘性附着应力提高了板材厚向剪切应力,粘性介质40的变形既受到板材变形状态的影响又反作用于板材的变形,减缓了板材的局部过分减薄,即避免了成形时壁厚局部减薄,保证了板材变形后壁厚的均匀性,通过测量上网格节点13或下网格节点16的偏移量、网格节点与下网格节点16之间的间距,能够准确地计算出板材的剪切应变,通过检测多个点的剪切应变能够为粘性介质40压力成形技术以及提高板材成形性提供了分析依据,从而为采用粘性介质40的压力成形方法提供了技术支持,保证了采用粘性介质40的压力成形方法制成的产品的均匀性。
在本申请的一个实施例中,步骤S10包括如下步骤:
步骤S11,准备板材,如图1所示,在板材的上表面11及下表面14涂布深颜色的涂料。
步骤S12,如图1所示,在板材的缘处加工出定位部17。
步骤S13,如图1所示,以定位部17位为基准分别在板材的上表面11加工制造上网格12及下表面14加工制造下网格15形成板坯料10。
上网格12的颜色与上表面11的颜色存在色差。下网格15的颜色与下表面14的颜色存在色差。
网格的颜色与表面的颜色存在色差,能够在分析图像的过程中,准确地、精准地采集到网格节点,从而准确地根据上网格图像及下网格图像计算出偏移量及上网格节点13与下网格节点16之间的间距,进而保证检测精度,即保证了检测结果的精度。
在本申请一个优选地实施例中,上网格12的颜色与上表面11的颜色为相反的颜色;下网格15的颜色与下表面14的颜色为相反的颜色。具体地,上表面11和下表面14的颜色为白色,上网格12和下网格15的黑色;或者上表面11和下表面14的颜色为黄色,上网格12和下网格15的蓝色;或者上表面11和下表面14的颜色为红色,上网格12和下网格15的绿色等。在此就不一一例举了,本领域的技术人员可根据具体的要求选择相应的颜色。
在本申请的一个实施例中,步骤S40包括如下步骤:
步骤S41,载荷加载结束后取下变形的板坯料,利用近景摄影测量方法对板坯料的上表面及下表面进行图像采集,得到上网格图像及下网格图像。
步骤S42,以定位部为基准,并根据上网格的图像及下网格的图像计算出网格节点的偏移量。
步骤S43,测量对应设置的上网格节点与下网格节点之间的间距。
利用近景摄影测量方法采集弯曲后的板坯料上表面及下表面的图像,然后以定位部为基准采集上网格节点、下网格节点以及计算上网格节点与下网格节点的偏移量,在通过测量上网格节点的及与上网格节点对应的下网格节点之间距离,通过上述测量方法,能够准确地测量出偏移量及间距,从而准确地测量出板材的剪切应变。
近景摄影测量方法具有如下优点:
1、近景摄影测量方法是一种瞬间获取被测物体大量物理信息和几何信息的测量手段,能够快速地检测出多个网格节点的数据。
2、近景摄影测量方法是一种非接触性量测手段,不伤及测量目标,不干扰被测物自然状态。
3、近景摄影测量方法的检测精度高,能够保证测量的准确性。
在本申请的一个实施例中,变形后的板坯料上的定位部与未变形的板坯料上的定位部之间的定位偏差不大于0.001mm。保证了以定位部为基准检测的变形后的板材的上网格节点n
如图5所示,偏移量和间距的测量具体包括:测量变形后的板坯料10,以定位部17为基准检测一个上网格节点13n
在本申请的一个实施例中,在未变形的板坯料上,上网格节点与下网格节点对位精度不超过0.001mm。上述上网格节点与下网格节点的对位精度,提高了以定位部为基准测量的网格节点的数据精度,从而保证了偏移量D及间距L的检测精度,进而保证了计算出板材的剪切应的变精度。
在本申请的一个实施例中,上网格的网格线宽不大于0.03mm。和/或下网格的网格线宽不大于0.03mm。
如果上网格的网格线宽大于0.03mm,网格线宽相交的网格节点比较大,导致测量的偏移量D及间距L具有较大的误差,因此,上网格的网格线宽不大于0.03mm,能够保证网格节点的大小适中,从而保证了偏移量D及间距L的检测精度,进而保证了计算出板材的剪切应变的精度。
在本申请的一个实施例中,上网格及下网格均为丝印层,丝印层的层厚小于0.01mm。
丝网印刷的操作简单,方便操作,从而提高了产品的生产效率,;丝印层的覆盖力强,能够清楚地检测出上网格的图像及下网格的图,从而保证了偏移量D及间距L的检测精度,进而保证了计算出板材的剪切应变精度。丝印层的附着力强,在板材发生形变后,丝印层不容易脱落,从而能够准确地检测出上网格的图像及下网格的图像,进而保证了偏移量D及间距L的检测精度,进一步保证了计算出板材的剪切应变精度。
在本申请的一个实施例中,粘性介质的分子量为100kg/mol~900kg/mol,粘性介质的粘度为10000Pa·s~16000Pa·s。上述参数的粘性介质为半固体,十分有利于密封,能够较好地控制粘性介质的注入压力和压边力,实现板材成形过程中的控制,保证板材的成形效果。在压力的作用下,粘性介质又具有很好的流动性,在成形过程中,对复杂形状零件的成形可实现完全合格包络,因而成形零件的型面贴合度好、形成尺寸精度高。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。在本申请中,术语“多个”则指两个或两个以上,除非另有明确的限定。本发明的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或单元必须具有特定的方向、以特定的方位构造和操作,因此,不能理解为对本发明的限制。
在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
最后应说明的是:以上实施例仅用以说明本申请的技术方案,而非对其限制;尽管参照前述实施例对本申请进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本申请各实施例技术方案的精神和范围。
- 一种测量粘性介质对板坯料剪切应变的方法
- 一种测量粘性介质对板坯料剪切应变的方法