一种多端分接式FFC排线的制造方法
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉软排线技术领域,具体涉及一种多端分接式FFC排线的制造方法。
背景技术
软性排线(Flexible Flat Cable,FFC)为一种讯号传输用组件,本身具有可任意挠曲、高讯号传输能力等优点,因此被广泛的应用在许多电子产品中,在新能源汽车领域也有较多应用,该软性排线系与电连接器或各类接线端子搭配使用,以将讯号由一端传递至另外一端,达到讯号传递之目的。
一般来说,软性排线的结构系为复数金属导体在金属导体的上表面及下表面再分别包覆绝缘层,且金属导体的前后两端之接点会裸露于外,使软性排线具有传输的功能,因为软性排线的复数金属导体及绝缘层都很薄,所以具有可任意弯折之特性,并可依照不同的需求,制作出不同的绝缘层厚度,相比于软性印刷电路板(Flexible Printed Circuit简称FPC)具有生产工艺简单、成本低、结构强度高、能够实现大跨度连接的优点,在许多应用场景中有取代FPC的趋势。
在新能源汽车领域,汽车功能在不断增加,电子控制技术的普遍应用,电气件越来越多,汽车上电路数量与用电量显著增加,汽车线束需适应车辆多功能化和用户需求多样化,则车身布线庞大且加工组装工艺复杂,一般的FFC排线在一对一,两个器件之间进行连接,为了完成一对多、多个器件的连接,可以在FFC排线的一端分离出多条分接线,新能源汽车内部结构复杂多变,为了便于安装以及减少线材与其他元件之间的接触,需要对线身的打折,形成弯折的折角,但是FFC排线在打折时,折弯处内侧的绝缘胶膜不可避免地出现褶皱,再加上排线中的金属导体本身就是压延后的薄条金属,两个原因导致打折处的金属导体容易被压伤,甚至断裂。
发明内容
有鉴于此,本发明的目的是克服现有技术中的缺陷,提供一种多端分接式FFC排线的制造方法,避免打折处的金属导体被压伤。
本发明的一种多端分接式FFC排线的制造方法,包括以下步骤:
S1、放线并矫直:将制造所需的导线从放线架上引出并进行矫直;
S2、压延S1的长直导线制成扁平导线;
S3、胶膜冲孔:胶膜包括上胶膜和下胶膜,在上胶膜和/或下胶膜上按规格冲裁出露出孔以及折线孔,所述露出孔和折线孔均为方形孔,所述露出孔的长度方向与胶膜的长度方向相垂直且露出孔之间的间隔一致,所述折线孔的长度方向相比于胶膜的长度方向具有角度α,且0°<α<90°;
S4、压合成型:将上胶膜、多条扁平导线以及下胶膜通过热压机上下对位压合在一起,多条扁平导线在上胶膜、下胶膜之间并排平行设置形成多芯线缆;
S5、分条、定长切割:将S4热压成型后的半成品分割为含有规定芯数的长线缆,并将得到的长线缆在露出孔处切断得到短线缆;
S6、将S5得到的短线缆从一端开始,以折线孔所占用的芯数进行划分,分切得到多条分接线,并在分切处的末端包裹胶条;
S8、打折:在分接线的折线孔处喷涂绝缘胶,以折线孔的短边中线为折线、将分接线朝该折线孔所在的胶膜面弯折形成折角,并在折角处进行粘结定型。
进一步,S3中α的角度为45°。
进一步,S4中还包括在压合前对上胶膜和下胶膜相对的表面上喷涂热熔胶的步骤。
进一步,S5中,扁平导线的两端经由露出孔露出形成金手指,在进行S6之前对金手指进行等离子处理,去除金手指上的残胶。
进一步,根据分接线所需的弯折次数,同一分接线上可以对应设置多个折线孔,且所述折线孔仅设置在同一层胶膜。
本发明的有益效果是:本发明公开的一种多端分接式FFC排线的制造方法,在对上胶膜、下胶膜进行冲孔时,不仅冲裁处便于扁平导线露出的露出孔,还冲裁处折线孔,在后续进行打折工序时,分接线沿折线孔的短边中心进行打折,该处胶膜不易出现褶皱,降低该处扁平导线被折弯压伤的风险;另外,由于在打折腔对折线孔处进行的绝缘胶的喷涂处理,避免该处扁平导线短路,同时绝缘胶将打折后的折角处进行粘结定型,防止分接线被反复弯折导致扁平导线断裂。
附图说明
下面结合附图和实施例对本发明作进一步描述:
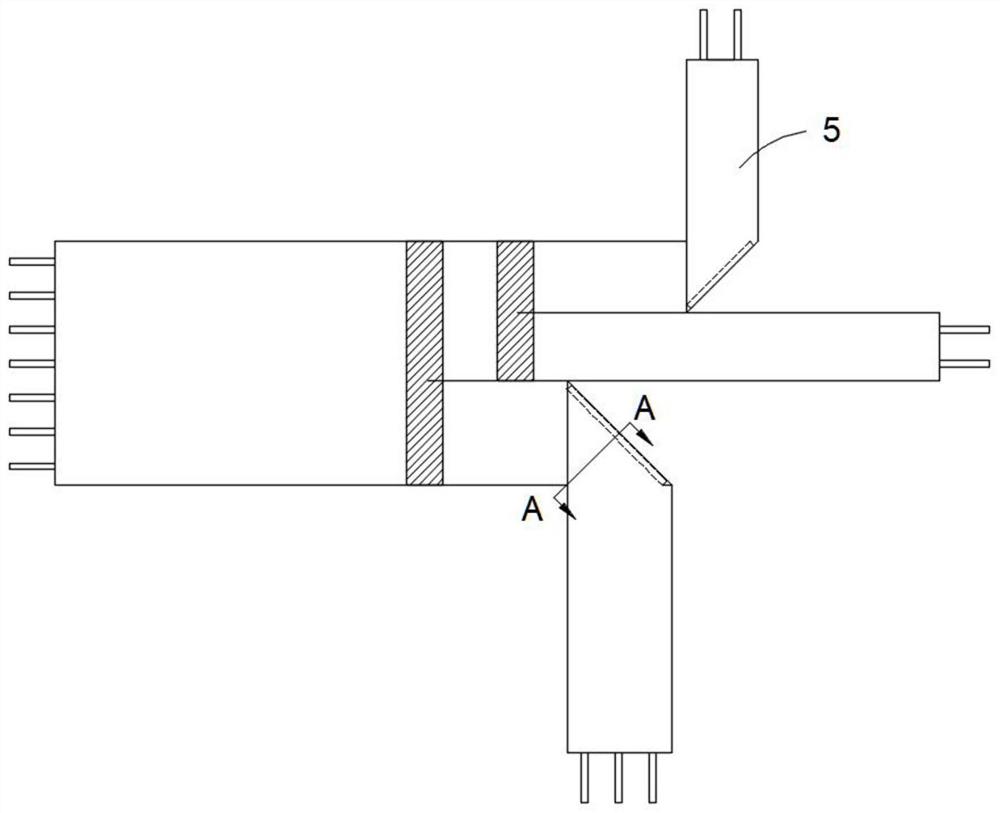
图1为本发明实施例一未打折时的结构示意图;
图2为本发明实施例一打折后的结构示意图;
图3为图2中AA处的剖面结构示意图;
图4为本发明实施例二未打折时的结构示意图;
图5为本发明实施例二打折后的结构示意图。
附图标记说明:扁平导线1、上胶膜2、下胶膜3、折线孔4、分接线5、胶条6。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
如图1-3所示,本实施例中的一种多端分接式FFC排线的制造方法,首先将制造所需的多股导线从放线架上引出并进行矫直形成长直导线,将长直导线在压延机上进行压延,制成扁平导线1;同时对生产所需的上胶膜2和下胶膜3进行冲孔处理,根据客户所需,在上胶膜2或下胶膜3上按规格冲裁出露出孔,或上胶膜2和下胶膜3上同时冲裁出方形的露出孔,所述露出孔的长度方向与胶膜的长度方向相垂直且露出孔之间的间隔一致,同时冲裁出方形的折线孔4,所述折线孔4的长度方向相比于胶膜的长度方向具有角度α(即折线孔4短边中线与胶膜长度方向的夹角),该角度α关系着后续分接线5打折的角度,根据需要可以设置0°<α<90°,本实施例中α的角度为45°,打折后折角为直角。
将上胶膜2、扁平导线1以及下胶膜3通过热压机压合为一体,多条扁平导线1在上胶膜2、下胶膜3之间并排平行设置形成多芯线缆,且上胶膜2、下胶膜3上的露出孔需要相互对位,扁平导线1在露出孔处将侧边露出,便于得到与外界设备电连接的金手指,折线孔4在压合后对应着多条扁平导线1,在后续工序中,对应同一折线孔4的扁平导线1可以视为一组;下一步以现有技术将热压成型后的半成品分割为含有规定芯数的长线缆,并将得到的长线缆在露出孔处切断得到等长的短线缆,裁断时以露出孔的短边中线为裁断线,在裁断后,短线缆的两端即可得到金手指,为了消除金手指上的残胶,避免金手指接触不良,需要对金手指采用等离子处理,使残胶气化;将对应同一折线孔4的同组扁平导线1从一端开始分切得到分接线5,另一端仍然保持联结状态,因为分接线5所占用的芯数(即扁平导线1的数量)与折线孔4对应的芯数一致,因此在进行折线孔4冲裁时就需要控制折线孔4的尺寸,不同分接线5所对应的折线孔4尺寸可以不一致,以此来形成具有不同芯数的分接线5,为了避免分接线5在分切处撕裂,因此在分切处的末端需要包裹胶条6;下一步在分接线5的折线孔4处喷涂绝缘胶,避免扁平导线1之间短路,以折线孔4的短边中线为折线、将分接线5朝该折线孔4所在的胶膜面弯折形成折角,绝缘胶在折角处还可以起到粘结定型的作用。
为了提高上胶膜2、下胶膜3之间的粘合能力,在压合前对上胶膜2和下胶膜3相对的表面上喷涂热熔胶。
实施例2
如图4-5所示,根据实际情况的需要,同一分接线5可能需要进行多次的打折,因此同一分接线5上可以对应设置多个折线孔4,具体的,在进行冲孔时,在上胶膜2或下胶膜3上冲裁出对应同一分接线5的多个折线孔4,在打折时,对同一分接线5上的多个折线孔4进行不同方向的弯折,因为折线孔4集中在同侧的胶膜上,另一侧的胶膜相对保持完整,可以保障线材整体的机械强度。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
- 一种多端分接式FFC排线的制造方法
- 一种挤压式抗拉扯FFC排线及其制造方法