全自动医用瓶盖组装机
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及一种自动化设备,特别涉及一种全自动医用瓶盖组装机。
背景技术
医用瓶盖由外盖、内盖和胶塞组成,内盖上需要进行覆膜,将底膜密封、牢固的覆在内盖口上,实现对瓶内液体和胶塞的密封,内盖与外盖通过扣合连接将胶塞固定在内盖和外盖之间,由内盖上的底膜对胶带表面进行覆盖,目前内盖覆膜都是先采用冷裁切的方式对底膜进行裁切,裁切好的底膜圆片采用热压合治具热压合在内盖开口端面上即可,底膜边缘散在内盖外侧,且由于冷切割底膜,底膜上容易有粉尘和碎屑残留,易污染医用瓶内药液,且底膜边缘伸出内外外侧的散口很容易影响其与外盖的组装,以及因摩擦出现碎屑,且目前内盖覆膜、胶塞填放以及内盖与外盖扣合连接都是有多个工序和多台简单治具组成,需要大量的工人进行手工操作,生产效率低,不良率高,容易混料,给医用瓶内药液使用安全埋下隐患。
发明内容
为了克服上述缺陷,本发明提供了一种全自动医用瓶盖组装机,该全自动医用瓶盖组装机能够全自动对医用瓶内盖进行高精度覆膜,覆膜后全自动对内盖、胶塞和外盖进行精确组装,组装后成品无碎屑污染医用瓶内药液。
本发明为了解决其技术问题所采用的技术方案是:一种全自动医用瓶盖组装机,包括机架、内盖上料机构、底膜上料机构、胶塞上料机构、外盖上料机构、内盖输送机构、组装输送机构、激光裁切机构、内盖覆膜机构、热压贴合机构、内盖搬运机构、压内盖机构、成品收料机构和控制系统,所述内盖输送机构和组装输送机构间隔的安装于机架上,内盖输送机构上间隔的设有内盖载具,组装输送机构上间隔的设有外盖载具,内盖载具和外盖载具上分别能够止动定位内盖和外盖,内盖输送机构和组装输送机构分别能够间歇向前输送内盖载具和外盖载具,内盖上料机构能够将内盖送入内盖输送机构起始端的内盖载具上,外盖上料机构能够将外盖送入组装输送机构起始端的外盖载具上,胶塞上料机构能够将胶塞送入组装输送机构紧邻起始端的外盖载具上的外盖内;
底膜上料机构能够将底膜料带送至激光裁切机构内进行底膜裁切形成片状底膜;
内盖覆膜机构能够将经过激光裁切机构裁切的片状底膜送至其工作区域的内盖载具内的内盖开口部,且内盖覆膜机构还能够对覆盖于内盖开口部的片状底膜与内盖开口边缘进行点加热固定;
热压贴合机构能够对其工作区域内的内盖及覆盖于其开口部的片状底膜进行加热压合;
内盖搬运机构能够将位于内盖输送机构末端的内盖载具内的内盖送入组装输送机构上填放有胶塞的外盖内;
压内盖机构能够对组装输送机构上外盖载具内叠放在一起的外盖、胶塞和内盖进行轴向压合;
成品收料机构能够将位于组装输送机构末端的成品排出到指定位置;
控制系统控制内盖上料机构、底膜上料机构、胶塞上料机构、外盖上料机构、内盖输送机构、组装输送机构、激光裁切机构、内盖覆膜机构、热压贴合机构、内盖搬运机构、压内盖机构和成品收料机构运行。
作为本发明的进一步改进,所述内盖上料机构、胶塞上料机构和外盖上料机构均包括振动盘、出料通道、上料载具、上料定位头、上料驱动装置、错位挡料块和错位驱动装置,所述上料载具分别固定安装于内盖输送机构或组装输送机构外侧的机架上,上料载具上形成有与内盖或外盖外形匹配的料槽,该料槽侧壁上设有进料口,振动盘能够实现内盖、胶塞或外盖有序排列输出,振动盘出料口通过出料通道与料槽的进料口连通,上料定位头能够固定定位和松开内盖、胶塞或外盖,上料驱动装置能够带动上料定位头升降运动以及在料槽和指定位置的内盖载具或外盖载具之间往返运动,所述错位挡料块夹设于上料载具和出料通道出口之间,错位挡块能够沿垂直输送通道输送方向往复运动,错位挡块上设有一衔接通道,该衔接通道能够将出料通道的出料口和上料载具上料槽的进料口连通,该衔接通道内仅能够容纳一个内盖、胶塞或外盖,该衔接通道随错位挡块运动能够与料槽进料口连通或与料槽进料口错位,错位驱动装置驱动错位挡料块往复运动,控制系统控制振动盘、上料夹爪、上料驱动装置和错位驱动装置运行。
作为本发明的进一步改进,所述底膜上料机构包括底膜上料盘、底膜收料盘、底膜支撑载具、底膜支撑驱动装置和负压提供装置,底膜上料盘能够将底膜料带间歇的送至底膜支撑载具上,底膜支撑载具能够升降运动的安装于内盖输送机构外侧的机架上,底膜支撑驱动装置驱动底膜支撑载具往复升降运动,底膜支撑载具表面上设有负压气孔,负压气孔与负压提供装置连通,底膜料带裁切位置能够止动的负压吸引于负压气孔上。
作为本发明的进一步改进,所述内盖覆膜机构包括取料支架、负压吸头、加热点和第一运动结构,第一运动结构一端安装于取料支架上,负压吸头和加热点固定安装于第一运动结构另一端,第一运动结构能够带动负压吸头在底膜支撑载具和内盖覆膜机构工作区域的内盖载具之间运动,负压吸头能够负压吸合或松开片状底膜,至少一个加热点间隔的固定安装于负压吸头侧壁上,加热点能够给覆盖于上盖开口上的底膜加热使其与上盖开口边缘贴合控制系统控制负压吸头、加热点和第一运动结构启停动作。
作为本发明的进一步改进,所述热压贴合机构沿内盖输送机构输送方向前方还设有热压修边机构,所述热压贴合机构和热压修边机构均包括热压支架、热压头和热压驱动装置,所述热压支架固定安装于内盖输送机构一侧的支架上,热压头能够升降运动的安装于热压支架上,热压驱动装置驱动热压头升降运动,所述热压头呈盖状结构,热压贴合机构的热压头为盖状结构与上盖开口边缘轴向端面对应部位形成一圈发热环,热压修边机构的加热头为盖状结构与上盖开口边缘圆周外侧侧面对应部位形成一圈发热环,控制系统控制热压头发热以及热压驱动装置启停运行。
作为本发明的进一步改进,还设有气密性检测机构、内盖排料通道和内盖排料机构,所述气密性检测机构包括密封检测支架、密封升降滑块、密封升降驱动装置、密封头、弹性件、抽真空装置和真空度检测传感器,所述密封检测支架固定安装于内盖输送机构一侧的机架上,密封升降滑块沿纵向升降运动的安装于密封检测支架上,密封升降驱动装置驱动密封升降滑块运动,密封头纵向能够滑动设定距离的安装于密封升降滑块上,弹性件给密封头提供向下的弹性保持力,密封头内形成密封腔体,该密封腔体下侧底面上形成穿孔,穿孔内设有密封圈,所述密封圈能够紧密的套设于内盖圆周外侧,密封头下侧底面止挡于内盖上端的台阶面上,弹性件给密封头提供向下的弹性保持力,密封头的密封腔体内侧和内盖之间形成一个密封空间,密封头侧壁上设有抽气口,抽真空装置能够通过抽气口给密封腔体内抽真空,真空度检测传感器能够感应密封腔体内的真空度并传信于控制系统,控制系统控制密封升降驱动装置启停动作,内盖排料通道固定安装于机架上,内盖排料机构包括内盖排料支架、第二运动机构、内盖排料夹爪和内盖排料夹紧驱动装置,所述内盖排料支架固定安装于机架上,第二运动机构一端安装于内盖排料支架上,内盖排料夹爪安装于第二运动机构另一端,内盖排料夹紧驱动装置驱动排料夹爪夹紧或松开内盖,第二运动机构带动内盖排料夹爪在内盖输送机构上指定位置处的内盖载具和内盖排料通道之间运动,控制系统控制第二运动机构和内盖排料夹紧驱动装置动作。
作为本发明的进一步改进,还设有外观检测机构、翻面搬运机构和翻面转接输送机构,所述翻面转接输送机构位于内盖输送机构和组装输送机构之间,翻面转接输送机构上也间隔的设有用于定位翻面内盖的翻面内盖载具,翻面搬运机构包括翻面支架、摆臂、摆臂驱动装置、翻面夹爪和翻面夹紧驱动装置,翻面支架固定安装于机架上,翻面支架位于内盖输送机构和翻面转接输送机构之间,摆臂能够绕水平转轴转动的安装于翻面支架上,摆臂驱动装置驱动摆臂转动,翻面夹爪安装于摆臂端部,翻面夹紧驱动装置翻面夹爪夹紧或松开内盖,外观检测机构包括检测支架和CCD成像装置,检测支架固定安装于翻面转接输送机构一侧的机架上,所述CCD成像装置固定安装于检测支架上,CCD成像装置能够对位于其正下方的翻面内盖载具上的内盖成像,CCD成像装置传信于控制系统,控制系统控制翻面转接输送机构和内盖排料夹紧驱动装置动作。
作为本发明的进一步改进,所述上盖输送机构、组装输送机构和翻面转接输送机构均为旋转驱动间歇驱动其旋转的转盘,外观检测机构、内盖排料通道和内盖排料机构均为两个,两个外观检测机构间隔设置于翻面转接输送机构的转盘外侧机架上,两个内盖排料通道和两个内盖排料机构一一对应的间隔的固定安装于翻面转接输送机构的转盘外侧机架上,两个内盖排料机构分别能够将翻面内盖载具上的不良内盖送入两个排料通道内。
作为本发明的进一步改进,还设有内盖到位检测机构、成品排料通道和成品排料机构,所述内盖到位检测机构包括高度检测支架、高度检测滑块、高度检测驱动装置、检测平面、接触感应装置和高度检测装置,所述高度检测支架固定安装于组装输送机构一侧的机架上,高度检测滑块能够沿纵向滑动的安装于高度检测支架上,检测平面固定安装于高度检测滑块上,检测平面能够平贴外盖载具上组装后的内盖上侧表面,接触感应装置固定安装于检测平面上,接触感应装置能够感应内盖上端表面并传信于控制系统,高度检测装置固定安装于高度检测滑块上,高度检测装置能够测量检测平面与外盖载具之间的距离并传信于控制系统,成品排料通道固定安装于组装输送机构一侧的机架上,成品排料机构包括成品排料支架、第三运动机构、成品排料夹爪和成品排料夹紧驱动装置,所述成品排料支架固定安装于成品输送通道一侧的机架上,第三运动机构一端安装于成品排料支架上,成品排料夹爪安装于第三运动机构另一端,成品排料夹紧驱动装置驱动成品排料夹爪夹紧或松开不良的成品,第三运动机构带动成品排料夹爪在组装输送机构上指定位置处的外盖载具和成品排料通道之间运动,控制系统控制高度检测驱动装置、第三运动机构和成品排料夹紧驱动装置启停动作。
作为本发明的进一步改进,所述成品收料机构包括成品收料通道、成品收料载具、拉杆、拉杆驱动装置、拉杆支架、拉杆升降驱动装置和成品搬运机构,所述成品收料通道固定安装于机架上,成品收料载具位于成品收料通道进口处,成品收料载具上形成有与成品收料通道进口连通的成品容纳槽,成品能够沿成品收料通道延伸方向排列的容纳于成品容纳槽内,拉杆支架能够沿纵向升降运动的安装于机架上,拉杆升降驱动装置驱动拉杆支架升降运动,拉杆能够沿成品收料通道延伸方向滑动的安装于拉杆支架上,拉杆端部形成有能够插入成品开口内的销子,拉杆驱动装置驱动拉杆往复滑动,所述成品搬运机构包括成品收料支架、第四运动机构、成品收料夹爪和成品收料夹紧驱动装置,所述成品收料支架固定安装于成品输送通道一侧的机架上,第四运动机构一端安装于成品收料支架上,成品收料夹爪安装于第四运动机构另一端,成品收料夹紧驱动装置驱动成品收料夹爪夹紧或松开合格的成品,第四运动机构带动成品收料夹爪在组装输送机构上指定位置处的外盖载具和成品收料载具之间运动,控制系统控制拉杆驱动装置、拉杆升降驱动装置、第四运动机构和成品收料夹紧驱动装置启停。
本发明的有益效果是:本发明实现了内盖、底膜、胶塞和外盖全自动上料,并全自动进行底膜热裁切、内盖覆膜、内盖与底膜热压贴合,以及贴合后自动进行气密性和污染物检测,检测后将胶塞、内盖和外盖进行自动组装,组装后还进行自动组装到位检测,最终各步骤的不良品和合格品分类排出和收集,该套设备实现了医用瓶盖的全自动组装,避免了人工操作,大大提高了组装效率,降低了组装成本,组装后瓶盖结构稳定,密封良好,无碎屑和粉尘污染,确保医用瓶使用安全。
附图说明
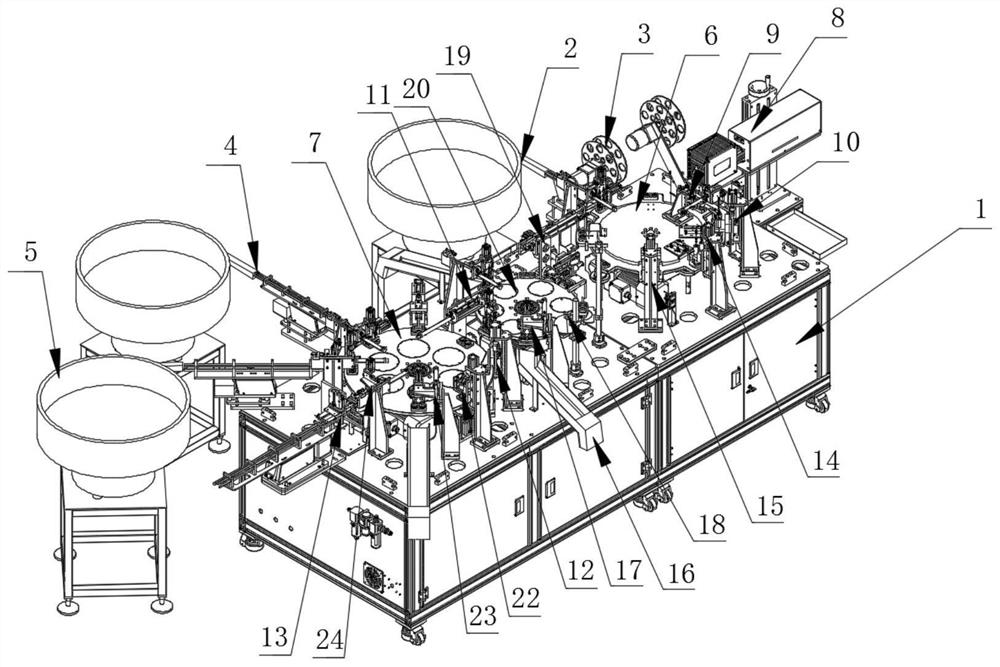
图1为本发明的第一立体图;
图2为本发明的第二立体图;
图3为图2中A部放大图;
图4为图2中B部放大图;
图5为图2中C部放大图;
图6为图2中D部放大图;
图7为本发明的第三立体图;
图8为图7中E部放大图;
图9为图7中F部放大图;
图10为图7中G部放大图;
图11为本发明的主视图;
图12为本发明的俯视图;
图13为本发明的右视图;
图14为本发明的翻面机构立体图。
具体实施方式
实施例:一种全自动医用瓶盖组装机,包括机架1、内盖上料机构2、底膜上料机构3、胶塞上料机构4、外盖上料机构5、内盖输送机构6、组装输送机构7、激光裁切机构8、内盖覆膜机构9、热压贴合机构10、内盖搬运机构11、压内盖机构12、成品收料机构13和控制系统,所述内盖输送机构6和组装输送机构7间隔的安装于机架1上,内盖输送机构6上间隔的设有内盖载具150,组装输送机构7上间隔的设有外盖载具151,内盖载具150和外盖载具151上分别能够止动定位内盖和外盖,内盖输送机构6和组装输送机构7分别能够间歇向前输送内盖载具150和外盖载具151,内盖上料机构2能够将内盖送入内盖输送机构6起始端的内盖载具150上,外盖上料机构5能够将外盖送入组装输送机构7起始端的外盖载具151上,胶塞上料机构4能够将胶塞送入组装输送机构7紧邻起始端的外盖载具151上的外盖内;
底膜上料机构3能够将底膜料带送至激光裁切机构8内进行底膜裁切形成片状底膜;
内盖覆膜机构9能够将经过激光裁切机构8裁切的片状底膜送至其工作区域的内盖载具150内的内盖开口部,且内盖覆膜机构9还能够对覆盖于内盖开口部的片状底膜与内盖开口边缘进行点加热固定;
热压贴合机构10能够对其工作区域内的内盖及覆盖于其开口部的片状底膜进行加热压合;
内盖搬运机构11能够将位于内盖输送机构6末端的内盖载具150内的内盖送入组装输送机构7上填放有胶塞的外盖内;
压内盖机构12能够对组装输送机构7上外盖载具151内叠放在一起的外盖、胶塞和内盖进行轴向压合;
成品收料机构13能够将位于组装输送机构7末端的成品排出到指定位置;
控制系统控制内盖上料机构2、底膜上料机构3、胶塞上料机构4、外盖上料机构5、内盖输送机构6、组装输送机构7、激光裁切机构8、内盖覆膜机构9、热压贴合机构10、内盖搬运机构11、压内盖机构12和成品收料机构13运行。
医用瓶盖由内盖、胶塞和外盖组装而成,组装时,内盖需要先进行覆膜,由内盖上料机构2实现内盖上料,由底膜上料机构3实现底膜上料,底膜料带经激光裁切机构8进行裁切形成圆片状底膜,底膜由内盖覆膜机构9送到位于其工作区域的内盖上端开口上,底膜覆盖在上盖开口表面的同时,片状底膜与内盖开口边缘进行点加热固定,然后在到热压贴合机构10处,进行整圈热压合固定,实现底膜完全密封固定在内盖开口上,进而实现内盖覆膜,同时外盖由外盖上料机构5上料到组装输送机构7上,随组装输送机构7向前输送,胶塞由胶塞上料机构4送到组装输送机构7上的外盖内,实现胶塞与外盖初步组装,然后经过覆膜的内盖由内盖搬运机构11送至经过初步组装的外盖内并覆盖在胶塞外侧,实现外盖、胶塞和内盖的初步组装,然后由压内盖机构12对内盖下压,使内盖完全卡入外盖内,且内盖边缘的凸缘卡入外壳的卡环内实现外盖与内盖的定位,同时胶塞夹在内盖和外盖之间,底膜覆盖在胶塞表面,压盖机构可以由压盖支架、压盖升降滑块、抵压块组成和压盖升降驱动装置组成,通过压盖升降驱动装置驱动压盖升降滑块升降运动,进而带动抵压块压紧内盖,该设备实现了医用瓶盖的全自动组装,无需人工操作,组装效率高,节省人工,底膜由激光进行热切割,避免了有粉尘和碎屑出现,进而避免了碎屑进入医用瓶内污染药剂。
所述内盖上料机构2、胶塞上料机构4和外盖上料机构5均包括振动盘101、出料通道102、上料载具103、上料定位头104、上料驱动装置105、错位挡料块106和错位驱动装置107,所述上料载具103分别固定安装于内盖输送机构6或组装输送机构7外侧的机架1上,上料载具103上形成有与内盖或外盖外形匹配的料槽,该料槽侧壁上设有进料口,振动盘101能够实现内盖、胶塞或外盖有序排列输出,振动盘101出料口通过出料通道102与料槽的进料口连通,上料定位头104能够固定定位(胀紧、夹紧或负压吸合等方式定位)和松开内盖、胶塞或外盖,上料驱动装置105能够带动上料定位头104升降运动以及在料槽和指定位置的内盖载具150或外盖载具151之间往返运动,所述错位挡料块106夹设于上料载具103和出料通道102出口之间,错位挡块能够沿垂直输送通道输送方向往复运动,错位挡块上设有一衔接通道,该衔接通道能够将出料通道102的出料口和上料载具103上料槽的进料口连通,该衔接通道内仅能够容纳一个内盖、胶塞或外盖,该衔接通道随错位挡块运动能够与料槽进料口连通或与料槽进料口错位,错位驱动装置107驱动错位挡料块106往复运动,控制系统控制振动盘101、上料夹爪、上料驱动装置105和错位驱动装置107运行。
内盖、外盖和胶塞由振动盘101进行排料和上料,内盖、外盖和胶塞从出料通道102经错位挡料块106的衔接通道上进入上料载具103的料槽内,通过错位挡料块106左右滑动与上料槽进料口正对或错位实现进料和挡料,然后通过上料定位头104将上料载具103的料槽内的内盖、外盖和胶塞送到内盖载具150、外盖载具151以及外盖载具151内外盖上定位,该种上料结构上料效率高,一般内盖和外盖由于是硬质材料制成,采用夹爪从内侧胀紧或从外侧夹紧实现于上料定位头104定位,胶塞为软质材料制成,最佳采用负压吸合的方式实现与上料定位头104定位,将内盖、外盖和胶塞从上料载具103内搬运到内盖载具150或外盖载具151上,当然,除了采用上述的上料方式外,还可以采用人工上料,有工人将内盖、外盖和胶塞逐个放在内盖载具150或外盖载具151上,也可以采用料仓上料的方式,将内盖、外盖和胶塞顺序叠放在料仓内,料仓出口刚好与内盖载具150、外盖载具151正对,通过阻挡的方式逐个掉入内盖载具150或外盖载具151内实现上料,上料驱动装置105可以为多个手臂铰接而成的机械手臂,也可以为由两个相互垂直的导轨滑块机构组成的二轴运动系统,如由升降滑块、水平滑块、升降驱动装置和水平驱动装置组成,所述水平滑块沿水平往复滑动的安装于机架1上,升降滑块沿纵向升降运动的安装于水平滑块上,上料定位头104安装在升降滑块上,此为本领域技术人员根据本专利很容易想到的等同替换结构,属于本专利保护范围。
所述底膜上料机构3包括底膜上料盘108、底膜收料盘109、底膜支撑载具110、底膜支撑驱动装置和负压提供装置,底膜上料盘108能够将底膜料带间歇的送至底膜支撑载具110上,底膜支撑载具110能够升降运动的安装于内盖输送机构6外侧的机架1上,底膜支撑驱动装置驱动底膜支撑载具110往复升降运动,底膜支撑载具110表面上设有负压气孔,负压气孔与负压提供装置连通,底膜料带裁切位置能够止动的负压吸引于负压气孔上。底膜料带从底膜上料盘108上引出经过导向辊等到达底膜支撑载具110上方,底膜支撑载具110间歇的升高或降低,升高时,底膜料带贴在底膜支撑载具110表面,有底膜支撑载具110表面的负压气孔进行负压吸合定位,此时激光裁切机构8对底膜料带进行激光裁切,裁切完成后,内盖覆膜机构9对切下来的底膜圆片进行负压吸合,同时底膜支撑载具110上的负压气孔停止对底膜进行负压吸合,内盖覆膜机构9将底膜搬运走,底膜收料盘109将一段底膜料带废料进行卷收,该结构实现了底膜自动上料、收料和裁切,裁切尺寸精度高,裁切后内盖覆膜机构9能够对底膜进行准确的搬运到内盖开口表面,确保覆膜位置精确,避免底膜圆片与内盖开口出现错位。
所述内盖覆膜机构9包括取料支架111、负压吸头112、加热点113和第一运动结构114,第一运动结构114一端安装于取料支架111上,负压吸头112和加热点113固定安装于第一运动结构114另一端,第一运动结构114能够带动负压吸头112在底膜支撑载具110和内盖覆膜机构9工作区域的内盖载具150之间运动,负压吸头112能够负压吸合或松开片状底膜,至少一个加热点113间隔的固定安装于负压吸头112侧壁上,加热点113能够给覆盖于上盖开口上的底膜加热使其与上盖开口边缘贴合控制系统控制负压吸头112、加热点113和第一运动结构114启停动作。第一运动结构114可以为多个手臂铰接而成的机械手臂,也可以为由两个相互垂直的导轨滑块机构组成的二轴运动系统,如由升降滑块、水平滑块、升降驱动装置和水平驱动装置组成,所述水平滑块沿水平往复滑动的安装于取料支架111上,升降滑块沿纵向升降运动的安装于水平滑块上,负压吸头112固定安装于升降滑块上,升降驱动装置和水平驱动装置分别驱动升降滑块和水平滑块运动,底膜搬运过程中有负压吸头112对底膜圆片进行负压吸引,将其覆盖在内盖开口表面,同时加热点113抵压在底膜与内盖边缘接触的点位上进行点加热初步固定,避免在内盖输送到热压合工位的过程中底膜发生移位,确保底膜能够准确、牢固的热压合在内盖开口上。
所述热压贴合机构10沿内盖输送机构6输送方向前方还设有热压修边机构14,所述热压贴合机构10和热压修边机构14均包括热压支架115、热压头116和热压驱动装置117,所述热压支架115固定安装于内盖输送机构6一侧的支架上,热压头116能够升降运动的安装于热压支架115上,热压驱动装置117驱动热压头116升降运动,所述热压头116呈盖状结构,热压贴合机构10的热压头116为盖状结构与上盖开口边缘轴向端面对应部位形成一圈发热环,热压修边机构14的加热头为盖状结构与上盖开口边缘圆周外侧侧面对应部位形成一圈发热环,控制系统控制热压头116发热以及热压驱动装置117启停运行。点焊有底膜的上盖输送到热压贴合机构10下方后,热压贴合机构10的热压头116下降套在上盖上,热压头116底面的一端发热环开始加热,是的底膜和上盖上端开口边缘的端面进行热压合在一起,形成稳定的连接,底膜在激光裁切时,底膜直径大于内盖上端外径,确保热压合时全面压合定位,热压合后会有一圈底膜伸出到内盖圆周外侧,热压合完成的上盖继续向前输送到热压修边机构14处,由热压修边机构14的热压头116套在上盖上,由热压修边机构14的热压头116对底膜伸出上盖外侧边缘的部分进行加热,使得底膜边缘紧贴在内盖上,实现底膜修边,避免底膜伸出内盖外侧影响内盖与外盖的组装,同时修边采用热熔的方式,避免了冷切割,不会产生粉尘和碎屑,不会污染医用瓶内药液。
还设有气密性检测机构15、内盖排料通道16和内盖排料机构17,所述气密性检测机构15包括密封检测支架128118、密封升降滑块119、密封升降驱动装置120、密封头121、弹性件122、抽真空装置和真空度检测传感器,所述密封检测支架128118固定安装于内盖输送机构6一侧的机架1上,密封升降滑块119沿纵向升降运动的安装于密封检测支架128118上,密封升降驱动装置120驱动密封升降滑块119运动,密封头121纵向能够滑动设定距离的安装于密封升降滑块119上,弹性件122给密封头121提供向下的弹性保持力,密封头121内形成密封腔体,该密封腔体下侧底面上形成穿孔,穿孔内设有密封圈,所述密封圈能够紧密的套设于内盖圆周外侧,密封头121下侧底面止挡于内盖上端的台阶面上,弹性件122给密封头121提供向下的弹性保持力,密封头121的密封腔体内侧和内盖之间形成一个密封空间,密封头121侧壁上设有抽气口,抽真空装置能够通过抽气口给密封腔体内抽真空,真空度检测传感器能够感应密封腔体内的真空度并传信于控制系统,控制系统控制密封升降驱动装置120启停动作,内盖排料通道16固定安装于机架1上,内盖排料机构17包括内盖排料支架152、第二运动机构153、内盖排料夹爪154和内盖排料夹紧驱动装置155,所述内盖排料支架152固定安装于机架1上,第二运动机构153一端安装于内盖排料支架152上,内盖排料夹爪154安装于第二运动机构153另一端,内盖排料夹紧驱动装置155驱动排料夹爪夹紧或松开内盖,第二运动机构153带动内盖排料夹爪154在内盖输送机构6上指定位置处的内盖载具150和内盖排料通道16之间运动,控制系统控制第二运动机构153和内盖排料夹紧驱动装置155动作。热压覆膜后的内盖到达气密性检测机构15位置处后,密封头121套设在内盖外侧,密封头121通过密封圈与内盖之间形成一个密封腔,通过抽真空装置对密封腔进行抽真空,由真空度检测传感器感应密封腔内真空度,进而判断底膜与内盖之间热压合情况,确保底膜与内盖之间保持密封覆合,避免医用瓶在使用过程中稳定的密封装置,避免漏液,对于检测不合格的产品则由内盖排料机构17抓取将其放入内盖排料通道16内排出,避免与合格品混料,其中第二运动机构153可以为多个手臂铰接而成的机械手臂,也可以为由两个相互垂直的导轨滑块机构组成的二轴运动系统,如由升降滑块、水平滑块、升降驱动装置和水平驱动装置组成,所述水平滑块沿水平往复滑动的安装于内盖排料支架152上,升降滑块沿纵向升降运动的安装于水平滑块上,内盖排料夹爪154安装在升降滑块上,此为本领域技术人员根据本专利很容易想到的等同替换,属于本专利保护范围。
还设有外观检测机构18、翻面搬运机构19和翻面转接输送机构20,所述翻面转接输送机构20位于内盖输送机构6和组装输送机构7之间,翻面转接输送机构20上也间隔的设有用于定位翻面内盖的翻面内盖载具150,翻面搬运机构19包括翻面支架123、摆臂124、摆臂驱动装置125、翻面夹爪126和翻面夹紧驱动装置127,翻面支架123固定安装于机架1上,翻面支架123位于内盖输送机构6和翻面转接输送机构20之间,摆臂124能够绕水平转轴转动的安装于翻面支架123上,摆臂驱动装置125驱动摆臂124转动,翻面夹爪126安装于摆臂124端部,翻面夹紧驱动装置127翻面夹爪126夹紧或松开内盖,外观检测机构18包括检测支架128和CCD成像装置129,检测支架128固定安装于翻面转接输送机构20一侧的机架1上,所述CCD成像装置129固定安装于检测支架128上,CCD成像装置129能够对位于其正下方的翻面内盖载具150上的内盖成像,CCD成像装置129传信于控制系统,控制系统控制翻面转接输送机构20和内盖排料夹紧驱动装置155动作。经过气密性检测的内盖,由翻面搬运机构19经过180度翻面后放在翻面转接输送机构20上进行输送,翻面后的内盖输送到外观检测机构18工作区域后,由CCD成像装置129对内盖内侧进行成像,进而对底膜和内盖内侧进行外观检测,经检测后不合格的,由内盖排料机构17送到排料通道内,不良品由排料通道进行排料收集,避免其与合格品混料。
所述上盖输送机构、组装输送机构7和翻面转接输送机构20均为旋转驱动间歇驱动其旋转的转盘,外观检测机构18、内盖排料通道16和内盖排料机构17均为两个,两个外观检测机构18间隔设置于翻面转接输送机构20的转盘外侧机架1上,两个内盖排料通道16和两个内盖排料机构17一一对应的间隔的固定安装于翻面转接输送机构20的转盘外侧机架1上,两个内盖排料机构17分别能够将翻面内盖载具150上的不良内盖送入两个排料通道内。由转盘实现分度循环输送,占用空间小,除了采用转盘输送外,也可以由输送带进行输送,由两个外观检测机构18分别对内盖上底膜内侧面进行成像检测,一个用于检测底膜内侧面是否干净,另一个检测内盖内侧面上是否有黑点,合格的流入下一工序,不合格的由内盖排料机构17排出,采用两个内盖排料机构17进行排料,避免一个内盖排料机构17没有将不良品排除干净,实现清空第二内盖载具150的作用,确保合格内盖中没有不良品混入。
还设有内盖到位检测机构21、成品排料通道22和成品排料机构23,所述内盖到位检测机构21包括高度检测支架130、高度检测滑块131、高度检测驱动装置132、检测平面133、接触感应装置和高度检测装置134,所述高度检测支架130固定安装于组装输送机构7一侧的机架1上,高度检测滑块131能够沿纵向滑动的安装于高度检测支架130上,检测平面133固定安装于高度检测滑块131上,检测平面133能够平贴外盖载具151上组装后的内盖上侧表面,接触感应装置固定安装于检测平面133上,接触感应装置能够感应内盖上端表面并传信于控制系统,高度检测装置134固定安装于高度检测滑块131上,高度检测装置134能够测量检测平面133与外盖载具151之间的距离并传信于控制系统,成品排料通道22固定安装于组装输送机构7一侧的机架1上,成品排料机构23包括成品排料支架135、第三运动机构136、成品排料夹爪137和成品排料夹紧驱动装置138,所述成品排料支架135固定安装于成品输送通道一侧的机架1上,第三运动机构136一端安装于成品排料支架135上,成品排料夹爪137安装于第三运动机构136另一端,成品排料夹紧驱动装置138驱动成品排料夹爪137夹紧或松开不良的成品,第三运动机构136带动成品排料夹爪137在组装输送机构7上指定位置处的外盖载具151和成品排料通道22之间运动,控制系统控制高度检测驱动装置132、第三运动机构136和成品排料夹紧驱动装置138启停动作。内盖、胶塞和外盖经过初步组装后,由压内盖机构12对内盖进行压紧使其与外盖扣合连接,完成组装,对于完成组装的成品,由内盖到位检测机构21检测组装后的整体高度,进而判断内盖是否压合到位,对于压合到位的产品则判断其为合格品,对于高度超标则为没有压合到位的产品,控制系统判断其为不合格品,不合格的则由成品排料机构23将其送入到成品排料通道22内排出,避免其与合格品混料,同时便于后续返修。
所述成品收料机构13包括成品收料通道139、成品收料载具140、拉杆141、拉杆驱动装置142、拉杆支架143、拉杆升降驱动装置144和成品搬运机构24,所述成品收料通道139固定安装于机架1上,成品收料载具140位于成品收料通道139进口处,成品收料载具140上形成有与成品收料通道139进口连通的成品容纳槽,成品能够沿成品收料通道139延伸方向排列的容纳于成品容纳槽内,拉杆支架143能够沿纵向升降运动的安装于机架1上,拉杆升降驱动装置144驱动拉杆支架143升降运动,拉杆141能够沿成品收料通道139延伸方向滑动的安装于拉杆支架143上,拉杆141端部形成有能够插入成品开口内的销子145,拉杆驱动装置142驱动拉杆141往复滑动,所述成品搬运机构24包括成品收料支架146、第四运动机构147、成品收料夹爪148和成品收料夹紧驱动装置149,所述成品收料支架146固定安装于成品输送通道一侧的机架1上,第四运动机构147一端安装于成品收料支架146上,成品收料夹爪148安装于第四运动机构147另一端,成品收料夹紧驱动装置149驱动成品收料夹爪148夹紧或松开合格的成品,第四运动机构147带动成品收料夹爪148在组装输送机构7上指定位置处的外盖载具151和成品收料载具140之间运动,控制系统控制拉杆驱动装置142、拉杆升降驱动装置144、第四运动机构147和成品收料夹紧驱动装置149启停。
组装完成后的产品,由成品搬运机构24将其从成品输送机构上搬运到成品收料载具140上,然后拉杆支架143下降使得拉杆141上的销子145插入到成品收料载具140上的产品内,拉杆141拉动将该产品拉入到成品收料通道139内进行收料,成品收料通道139可以为倾斜设置,产品自动沿其滑动到收料的框子里,当内盖载具150、外盖载具151和成品收料载具140上均为同时放置两个或两个以上产品进行同步输送时,收料载具可以为能够绕竖直轴的结构,其通过转动可以使其上的成品排列方向转90度,使其沿成品收料通道139延伸方向排列,一次拉杆141即可将多个成品送入成品收料通道139内进行收料,内盖、胶塞和外盖上料时,只需上料载具103在产品排列方向往复运动即可,该种方式可以实现多个产品同步输送组装,生产效率成倍增加。
- 全自动医用瓶盖组装机
- 一种医用瓶盖组装机