包覆纱纺纱装置及阻燃抗静电包覆纱的制备方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及共混纱线技术领域,尤其涉及一种包覆纱纺纱装置及阻燃抗静电包覆纱的制备方法。
背景技术
随着生活水平的提高,人们对服装性能的要求也越来越高。在纺织行业各种高性能的纱线也逐渐出现在市场上,如阻燃抗静电类的纱线,针对阻燃抗静电类纱线的设计及生产方法仍在不断的探索改进中。
目前,阻燃抗静电纱线多用阻燃纤维和抗静电功能的纤维组合而成,或作阻燃抗静电功能性涂层处理,纱线整体功能扩展性不强。中国专利CN 202717919 U公开了一种由阻燃涤纶纤维制备的阻燃耐热抗静电纱线,整体纱线结构采用螺旋缠绕捻合的方法制备,纱线体的芯层合外层缠绕部分均采用阻燃涤纶纤维。中国专利CN 103541079 A公开了一种高强阻燃抗静电纱线,由芳纶1414纤维和导电长丝混纺制成,可用于采矿、消防等领域,制备过程较为繁琐。中国专利CN 106894134 A公开了一种阻燃抗静电色纺包芯纱及其制备过程,由不锈钢长丝芯层外包一定比例芳砜纶、阻燃粘胶和羊毛纤维,采用传统包芯纱纺织制备,主要用于日常服装或防护服。
阻燃抗静电类含多种功能纱线其制备方法多为纤维混纺或包缠技术,以实现一根纱线多种功能。中国专利CN 202530219 U公开了一种绞缠式高韧性包覆纱技术,包括芯纱长丝和两组包覆细纱,两组包覆细纱以反绞缠式缠绕,制备含多种功能的纱线。中国专利CN111996640 A公开了一种自由端包缠纺纱装置,主要是利用纤维梳理喂入机构将纤维丝打散后通过纺纱管的自动将散纤维包缠在长丝上实现自由端的纺纱。中国专利CN 204752990U公开了一种包芯包缠纱,包括芯层复合纱和外包纱,芯层复合纱又包括三根包芯纱,三根包芯纱呈三角形排列,外包纱呈Z捻或S捻包缠在经过零倍牵伸后的芯层复合纱外部。
但是传统的阻燃抗静电类纱线制备方式复杂,生产效率低下,难以快速批量正产。
发明内容
为解决上述技术问题,本发明的目的是提供一种包覆纱纺纱装置及阻燃抗静电包覆纱的制备方法,本发明的包覆纱纺纱装置纺纱效率高,工艺简单,所制备的阻燃抗静电包覆纱性能优异,应用价值高。
本发明的第一个目的是提供一种包覆纱纺纱装置,包括:
芯丝给料机构,其用于供给芯丝;
外包纱给料机构,包括机架及设置于机架一侧表面的多个外包纱纱线轴,机架的中央具有沿自身轴线延伸的第一孔道,机架绕自身轴线旋转,外包纱纱线轴用于供给外包纱,外包纱纱线轴绕机架的轴线沿圆周方向间隔分布;
外包纱卷绕机构,外包纱卷绕机构包括集束器,集束器绕自身轴线旋转,集束器的中央具有沿自身轴线延伸的第二孔道;第一孔道正对第二孔道设置,芯丝经芯丝给料机构供给后,依次穿过第一孔道和第二孔道;外包纱经外包纱纱线轴供给后进入集束器,集束器带动外包纱相对芯丝旋转并螺旋缠绕于芯丝外部,形成包覆纱;
包覆纱定型机构,其用于定型包覆纱。
进一步地,包覆纱定型机构包括加热装置。
进一步地,包覆纱纺纱装置还包括纤维收集机构,其用于牵伸并收集包覆纱。加热装置靠近纤维收集机构设置。
进一步地,芯丝给料机构与外包纱给料机构的距离:外包纱给料机构与纤维收集机构的距离=1/3~1/5。
本发明的第二个目的是提供一种阻燃抗静电包覆纱的制备方法,采用上述包覆纱纺纱装置制备,包括以下步骤:
以铜丝为芯丝,外包纱包括多根聚酰亚胺纤维,将芯丝经芯丝给料机构供给后,依次穿过第一孔道和第二孔道,且芯丝沿直线方向供给且不发生旋转;将外包纱经外包纱纱线轴供给后进入集束器,集束器带动外包纱相对芯丝旋转并螺旋缠绕于芯丝外部,经包覆纱定型机构定型后,形成阻燃抗静电包覆纱。
进一步地,外包纱相对于芯丝径向的螺旋角度为30°~65°。
进一步地,外包纱相对芯丝旋转并螺旋缠绕于芯丝外部时,缠绕方式包括单层缠绕或多层同心缠绕。相邻层包缠方向相反,分为S向和Z向。各层中的外包纱可采用单一组分,也可采用多种组分。
进一步地,多根外包纱同时同向以一定角度同轴旋转缠绕于芯丝外部。
进一步地,芯丝的直径为0.035~0.060mm;芯丝与外包纱的直径比为1~5:1。
进一步地,外包纱的数量为4~10根。
进一步地,聚酰亚胺纤维为长丝或长丝束,聚酰亚胺线密度900-1100D/660F。
进一步地,聚酰亚胺纤维断裂强度>5.0cN/dtex,断裂伸长率>16%。
进一步地,聚酰亚胺纤维极限氧指数≥38%,长期使用温度<255℃,瞬时使用温度<375℃。
进一步地,机架的旋转速度为500~800r/min,外包纱的输送速度为15~30m/min。
进一步地,定型时,采用加热方式进行,加热温度为260~280℃,加热时间为1~2s。
本发明的第三个目的是提供一种采用上述制备方法所制备的阻燃抗静电包覆纱,其包括芯丝及多根外包纱,芯丝为铜丝,外包纱包括多根聚酰亚胺纤维,多根外包纱螺旋缠绕于芯丝的外部,外包纱与芯丝的轴线方向形成的夹角的角度为30°~65°。
芯丝具有抗静电性能,多根外包纱形成鞘层,鞘层为阻燃功能层。
借由上述方案,本发明至少具有以下优点:
本发明以铜丝为芯丝,以多根聚酰亚胺纤维为外包纱(即鞘层),鞘层包含多根纤维长丝以螺旋缠绕的方式合并缠绕在芯层表面,与传统包缠方式相比该包缠方式可简单快速实现多组分多功能,且可通过调节鞘层长丝根数和螺旋角度来提升纱线的力学性能。
本发明所制备的阻燃抗静电包覆纱具有阻燃防静电的功能,且由该复合纱制备出的纺织品还具有一定的电磁辐射屏蔽功能,可用于防护服,由于铜丝可导电,形成的金属网还可传输电信号,因此阻燃抗静电包覆纱还可用于智能纺织品领域中。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合详细附图说明如后。
附图说明
图1是包覆纱纺纱装置的结构示意图;
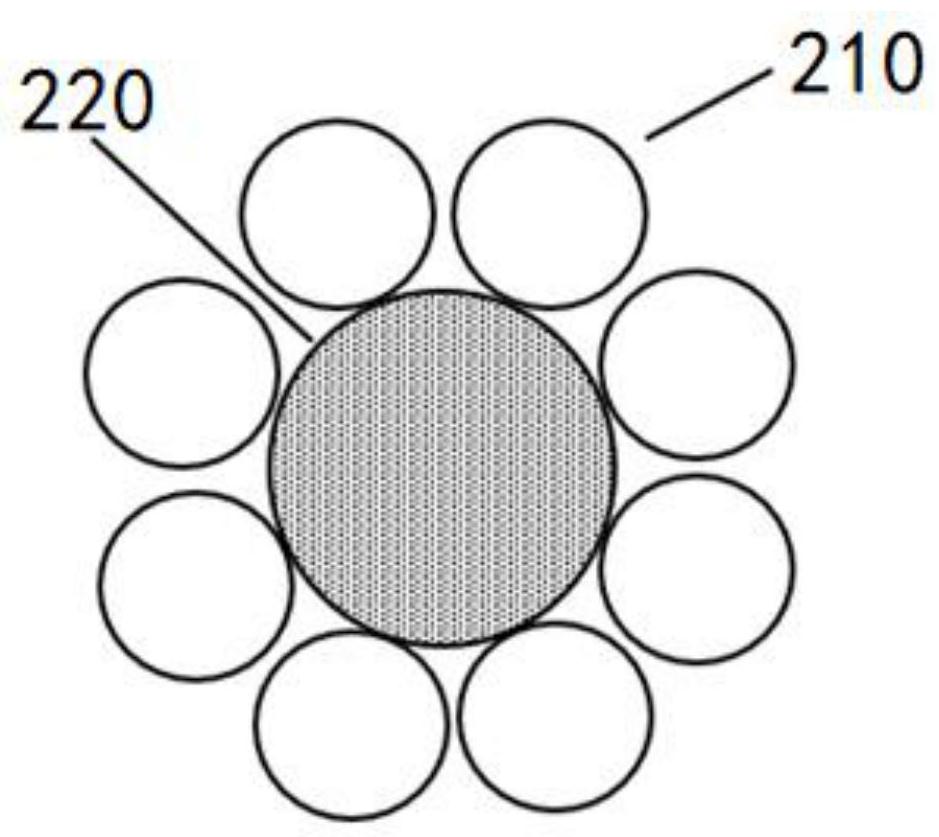
图2是实施例2中制备的阻燃抗静电包覆纱的横截面结构示意图;
图3是实施例3中制备的阻燃抗静电包覆纱的横截面结构示意图;
图4是实施例4中制备的阻燃抗静电包覆纱的横截面结构示意图;
图5是对比例1中制备的阻燃抗静电包覆纱的横截面结构示意图;
图6是本发明外包纱与芯丝的轴线方向形成的夹角的示意图;
附图标记说明:
10-芯丝纱线轴;20-机架;21-外包纱纱线轴;30-集束器;40-加热装置;50-纤维收集机构;100-芯丝;200-外包纱;300-包覆纱;210-聚酰亚胺长丝;211-羊毛纱;220-铜丝。
具体实施方式
下面结合实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
以下实施例中,聚酰亚胺长丝的线密度为900-1100D/660F。
实施例1
如图1所示,一种包覆纱纺纱装置,包括依次设置的芯丝给料机构、外包纱给料机构、外包纱卷绕机构、包覆纱定型机构及纤维收集机构50。
其中,芯丝给料机构用于供给芯丝100,其包括一纱架,纱架上设有芯丝纱线轴10,芯丝纱线轴10上缠绕有芯丝100。芯丝给料机构用于供给芯丝100。
外包纱给料机构包括圆盘形的机架20及设置于机架20一侧表面的多个外包纱纱线轴21。机架20的中央具有沿自身轴线延伸的第一孔道。外包纱纱线轴21用于供给外包纱200,外包纱纱线轴21绕机架20的轴线沿圆周方向间隔分布。机架20绕自身轴线旋转,并带动其上的外包纱纱线轴21绕机架20的轴线旋转。
外包纱卷绕机构包括集束器30,集束器30绕自身轴线旋转,所述集束器30的中央具有沿自身轴线延伸的第二孔道;所述第一孔道正对所述第二孔道设置,所述芯丝经所述芯丝给料机构供给后,依次穿过所述第一孔道和第二孔道;所述外包纱经所述外包纱纱线轴21供给后进入所述集束器30,所述集束器30带动所述外包纱相对所述芯丝旋转并螺旋缠绕于所述芯丝外部,形成包覆纱300。芯丝纱线轴10供给的芯丝沿芯丝轴线方向直线运动,依次穿过第一孔道、第二孔道;外包纱200经外包纱纱线轴21供给后依次穿过导纱钩、机架20后进入集束器30,集束器30带动外包纱200相对芯丝旋转并螺旋缠绕于芯丝外部,形成包覆纱300,包覆纱300通过包覆纱定型机构定型。
包覆纱定型机构包括加热装置40,包覆纱300穿过加热装置40并在其加热作用下定型。定型后的包覆纱300到达纤维收集机构50,经纤维收集机构50的牵伸作用和卷绕作用,被收集于纤维收集机构50上。
实施例2
本实施例提供一种阻燃抗静电包覆纱,横截面如图2所示,包括芯丝及螺旋缠绕于芯丝外部的多根外包纱。外包纱与芯丝的轴线方向形成的夹角的角度为40°。其中,芯丝为直径0.035mm的铜丝220;外包纱为8根0.22tex的聚酰亚胺长丝210。
阻燃抗静电包覆纱采用实施例1中的包覆纱纺纱装置制备,芯丝给料机构与外包纱给料机构的距离:外包纱给料机构与纤维收集机构50的距离=1/3。具体工艺如下:
将芯丝经芯丝给料机构供给后,依次穿过第一孔道和第二孔道,且芯丝沿直线方向供给;将外包纱经外包纱纱线轴21供给后依次穿过导纱钩、机架20后进入集束器30,集束器30带动外包纱相对芯丝旋转并螺旋缠绕于芯丝外部,形成包覆纱,包覆纱穿过加热装置40并在其加热作用下定型。其中,加热温度为260℃,加热时间为1.5s。定型后的包覆纱300到达纤维收集机构50,经纤维收集机构50的牵伸作用和卷绕作用,被收集于纤维收集机构50上。
其中,芯丝的供给速度为15m/min,外包纱的缠绕角速度为600r/min,阻燃抗电弧包覆纱的收集速度与芯丝的供给速度相同。
制备的阻燃抗静电纱线鞘层包缠均匀密集,纱线断裂强度为0.22MPa,极限氧指数40%,静电压半衰期0.8s可应用于防护服领域,该复合纱制备出的纺织品还具有一定的电磁辐射屏蔽功能,在50~1000MHz范围内,屏蔽效能为40dB,可增强防护性能,且铜丝可导电,形成的金属网还可传输电信号,可用于智能纺织品领域中。
实施例3
本实施例提供一种阻燃抗静电包覆纱,横截面如图3所示,包括芯丝及螺旋缠绕于芯丝外部的多根外包纱。外包纱与芯丝的轴线方向形成的夹角的角度为40°。其中,芯丝为直径0.050mm的铜丝220;外包纱为4根6.6tex的聚酰亚胺长丝210和4根40s的羊毛纱211。
阻燃抗静电包覆纱采用实施例1中的包覆纱纺纱装置制备,芯丝给料机构与外包纱给料机构的距离:外包纱给料机构与纤维收集机构50的距离=1/3。具体工艺与实施例2相同,区别在于:
将8管外包纱纱线轴上缠绕的聚酰亚胺长丝替换为4管聚酰亚胺长丝和4管羊毛纱;定型时,加热温度为200℃,加热时间为1s。
制备的阻燃抗静电纱线的鞘层包缠均匀密集,纱线断裂强度为0.72MPa,极限氧指数27%,静电压半衰期1.3s,阻燃性能较差,不适用于防护服领域,但羊毛纱的添加改善了纱线的手感和保暖性。此外,该复合纱制备出的纺织品还具有一定的电磁辐射屏蔽功能,在50~1000MHz范围内,屏蔽效能为39dB,可增强防护性能,且铜丝可导电,形成的金属网还可传输电信号,可用于智能纺织品领域中。
实施例4
本实施例提供一种阻燃抗静电包覆纱,横截面如图4所示,包括芯丝及依次螺旋缠绕于芯丝外部的第一鞘层和第二鞘层。其中,芯丝为直径0.040mm的铜丝220。第一鞘层为8根6.6tex的聚酰亚胺长丝210。第二鞘层为8根40s的羊毛纱211。第一鞘层和第二鞘层与芯丝的轴线方向形成的夹角的角度均为40°。第一鞘层以Z捻向包缠,第二鞘层以S捻向包缠。
阻燃抗静电包覆纱采用实施例1中的包覆纱纺纱装置制备,不同之处在于,包覆纱纺纱装置,包括依次设置的芯丝给料机构、第一外包纱给料机构、第二外包纱给料机构、外包纱卷绕机构、包覆纱定型机构及纤维收集机构50。第一外包纱给料机构、第二外包纱给料机构的结构与实施例1中的外包纱给料机构相同。芯丝给料机构与第一外包纱给料机构的距离:第一外包纱给料机构与纤维收集机构50的距离=1/5,第一外包纱给料机构与纤维收集机构50的距离:第二外包纱给料机构与纤维收集机构50的距离=2:1。
制备工艺与实施例3相同,不同之处在于,第一外包纱给料机构和第二外包纱给料机构依次缠绕于芯丝外部。第一鞘层以Z捻向包缠,第二鞘层以S捻向包缠。定型时,加热温度为200℃,加热时间为1.5s。
上述制备的阻燃抗静电纱线鞘层包缠均匀密集,纱线断裂强度为1.35MPa,极限氧指数24%,静电压半衰期2.8s,阻燃性能和抗静电性能均较差,不适用于防护服领域。相较于单层多组分缠绕器手感和力学性能更优异,但纱线线密度更大,织造难度更大。此外该复合纱制备出的纺织品还具有一定的电磁辐射屏蔽功能,在50~1000MHz范围内,屏蔽效能为36dB,且铜丝可导电,形成的金属网还可传输电信号,可用于智能纺织品领域中。
对比例1
本对比例提供一种阻燃抗静电包覆纱,横截面如图5所示,包括芯丝及螺旋缠绕于芯丝外部的4根外包纱。外包纱与芯丝的轴线方向形成的夹角的角度为60°。其中,芯丝为直径0.050mm的铜丝220;外包纱为4根6.6tex的聚酰亚胺长丝210。
阻燃抗静电包覆纱采用实施例1中的包覆纱纺纱装置制备,具体工艺与实施例2相同,区别在于:
将8管外包纱纱线轴上缠绕的聚酰亚胺长丝替换为4管聚酰亚胺长丝;定型时,加热温度为260℃,加热时间为1.5s。
该阻燃抗静电纱线鞘层包缠较实施例1中纱线包缠更松散,纱线断裂强度为0.15MPa,极限氧指数38%,静电压半衰期0.7s,性能优异,可应用于防护服领域,该复合纱制备出的纺织品还具有一定的电磁辐射屏蔽功能,在50~1000MHz范围内,屏蔽效能为43dB,可增强防护性能,且铜丝可导电,形成的金属网还可传输电信号,可用于智能纺织品领域中。
表1是以上实施例和对比例的阻燃抗静电包覆纱的相关性能测试结果,其中,各性能测试标准如下:
静电压测试标准:GB/T 12703.1-2008,极限氧指数测试标准:GB/T 5454-1997,屏蔽效能测试标准:GB/T 33615-2017,纱线断裂强度测试标准:GB/T 3916-2013。
表1复合纱线相关性能测试结果
由表可见,包缠纱线数量的增加会提升该复合纱的力学性能,包缠纱线的种类会影响纱线的阻燃和抗静电性能,使得纱线的阻燃性能和抗静电性能均有一定幅度的改变,羊毛纱的加入在改善手感的同时也会带来弊端。观察各例的屏蔽效能可见,包缠层数增加,纱线线密度增大,导致纺织品中铜丝网的密度降低,使得屏蔽效能由小幅度的减弱,但整体稳定性较好,有利于应用于防护服中。
以上仅是本发明的优选实施方式,并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
- 包覆纱纺纱装置及阻燃抗静电包覆纱的制备方法
- 包覆纱纺纱装置及阻燃抗电弧包覆纱的制备方法