排线折弯系统
文献发布时间:2023-06-19 11:42:32
技术领域
本申请涉及排线加工领域,具体涉及一种排线折弯系统。
背景技术
排线,也叫软性电路板,由柔性材料制成,具有轻薄、占空间小等优点,因此,在电子产品中,不同的电子部件之间通常采用排线来实现通电和通信连接。在将排线安装到电子设备上时,一般需要对排线进行提前折弯。
大多数的排线折弯系统都是将排线固定于载具上,通过转动载具来使排线依次经过一个或多个弯折工位,从而通过弯折设备来对排线进行折弯加工。然而,在现有的排线折弯系统中,排线通过夹持件固定于载具上,操作繁琐,且需要人工进行定位,难以实现自动化。尤其是在上料以及下料时,大量的时间和人力花费在装卸排线上,影响加工效率。因此,现有的排线折弯系统还不足以满足使用需求。
发明内容
鉴于上述状况,有必要提供一种排线折弯系统,以解决排线折弯效率低下的问题。
本申请的实施例提供一种排线折弯系统,包括旋转工作台、上料单元、折弯单元、下料单元、支承板和吸盘。旋转工作台,包括转盘和驱动单元,所述驱动单元传动连接于所述转盘,并可带动所述转盘转动;上料单元、折弯单元以及下料单元,沿所述转盘的旋转方向顺序设置,所述上料单元、所述折弯单元以及所述下料单元分别具有上料工位、折弯工位以及下料工位;支承板,安装于所述转盘上,所述转盘可带动所述支承板依次转动至所述上料工位、所述折弯工位以及所述下料工位;所述支承板开设有限位槽,所述限位槽用于容置排线,以限制所述排线在平行于第一平面的方向上的运动;吸盘,安装于所述限位槽的底部,所述吸盘用于限位所述排线,以限制所述排线沿第一方向运动,所述第一方向垂直于所述第一平面。
本排线折弯系统的旋转工作台能够带动支承板依次转动至上料工位、折弯工位以及下料工位。当支承板转动至上料工位时,上料单元将排线放置到限位槽内,限位槽的侧壁能够限制排线在第一平面内的运动,同时,通过吸盘产生的吸力即可将排线定位。而且吸盘能够柔和地吸持排线,从而降低排线被刮伤的几率,另外吸盘的吸力可以轻易解除,吸力解除后排线可以马上从支承板上取下,从而加快排线折弯系统加工流程。接着,支承板转动至折弯工位,折弯单元对排线进行折弯操作。最后,支承板转动至下料工位时,吸盘的吸力消失,下料单元能够轻松取出排线,完成下料。完成下料后,支承板转回上料工位,进行下一个排线的折弯加工循环。本折弯系统的旋转工作台带动支承板转动至不同的加工工位,能够减少搬运排线的时间。而且,在上下料时,排线的装卸操作简单,能够节省加工时间。因此,本折弯系统能够高效地折弯排线。
在本申请的一些实施例中,还包括物料感应器,所述物料感应器朝向所述下料工位,所述物料感应器可检测所述支承板上所述排线的存在状态,所述物料感应器电性连接有控制器,所述控制器用于控制所述驱动单元的启停。
通过设置物料感应器,能够检测支承板上的排线的存在状态。当所述支承板转动至所述下料工位时,物料感应器检测到支承板上没有排线,物料感应器向控制器发出电信号,控制器启动驱动单元,驱动单元带动转盘转动,使得支承板同步转动至上料工位,从而避免出现叠料的情况。
在本申请的一些实施例中,还包括扫码枪,所述扫码枪朝向所述上料工位,用于对所述支承板上的所述排线进行扫码,所述扫码枪电性连接有存储器。
通过扫码枪对排线进行扫码,进而记录每件物料的信息,进而上传至存储器中,在后续生产和销售的过程中,厂家能够进行产品的质量追踪。
在本申请的一些实施例中,所述旋转工作台还包括回转接头,所述回转接头的内部开设有真空气路,所述真空气路与所述吸盘连通。
通过回转接头内部的真空气路与吸盘连通,能够方便地控制吸盘的吸力。
在本申请的一些实施例中,所述折弯单元的数量为两个,所述转盘上安装有四块所述支承板,四块所述支承板分别对应所述上料单元、两个折弯单元以及下料单元。
上料单元、两个折弯单元以及下料单元分别具有上料工位、两个折弯工位以及下料工位,通过设置四块支承板,分别用于对应四个工位,能够有效地节省运输时间,从而提升加工效率。
在本申请的一些实施例中,所述转盘上开设有四个容置槽,四个所述容置槽沿所述转盘的周向均匀排列设置,四块所述支承板分别容置于四个所述容置槽内。
通过在转盘上开设四个容置槽,并将四块支承板分别容置于四个容置槽内,使得四块支承板齐平于转盘,在转动的过程中,能够避免支承板碰撞其他部件。
在本申请的一些实施例中,所述折弯单元设有定位销,所述定位销沿所述第一方向延伸,所述支承板对应设有导向孔,所述导向孔用于与所述折弯单元的定位销配合,以导向所述折弯单元靠近所述支承板。
通过定位销与导向孔之间的定位,能够使得折弯单元确定排线的位置,避免折弯单元发生偏离,进而提高排线折弯的成功率。
在本申请的一些实施例中,所述支承板开设有安装孔,所述安装孔内安装有导向套,所述导向套内开设有所述导向孔,所述定位销可插置于所述导向套内。
通过设置导向套,能够避免定位销直接接触支承板,进而避免支承板磨损导致的定位精度下降。安装孔内安装导向套,当导向套的磨损较为严重时,用户能够通过更换导向套来保证定位精度。
在本申请的一些实施例中,所述导向孔开设有喇叭口。
通过设置喇叭口,可以引导定位销进入导向孔。
在本申请的一些实施例中,所述支承板上设置有防护垫,所述防护垫用于避免所述排线接触所述支承板。
通过设置防护垫,能够避免排线与支承板之间产生摩擦,进而避免损伤排线。
附图说明
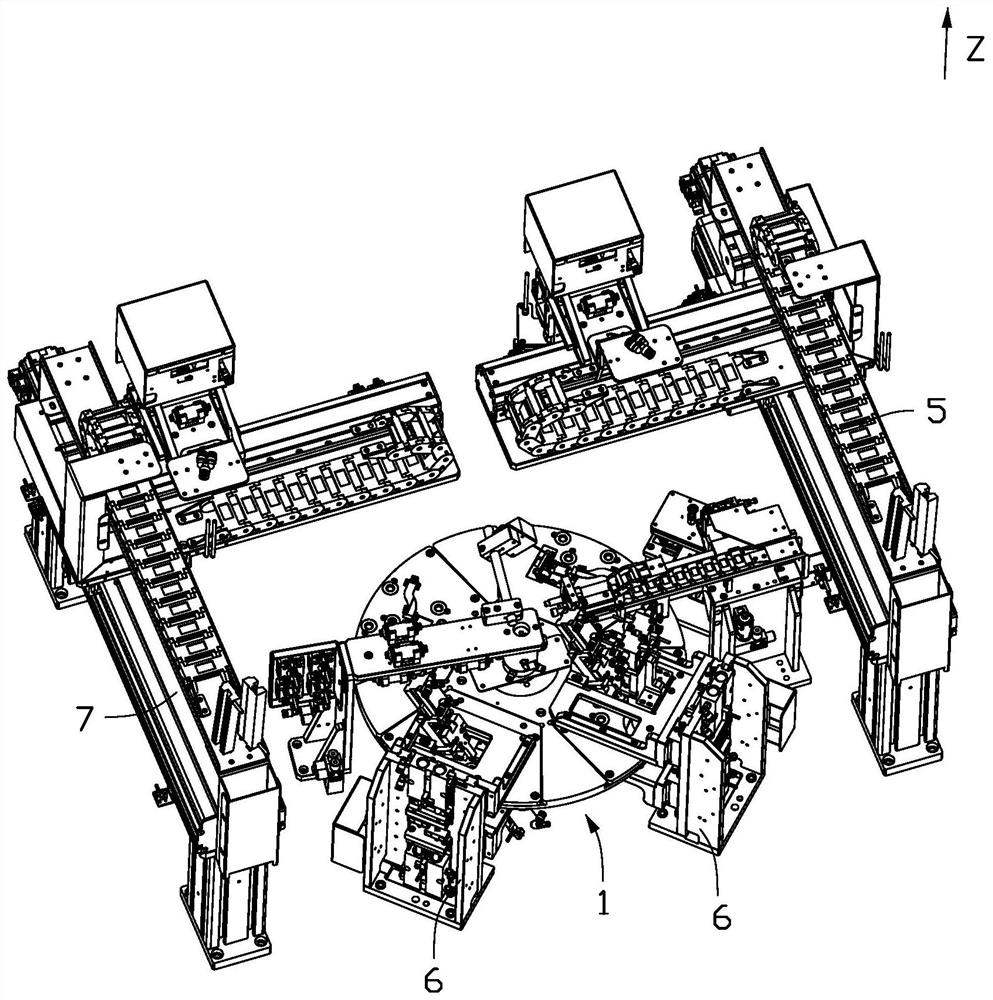
图1是本申请实施例中的结构示意图;
图2是本申请实施例中的旋转工作台的第一角度的结构示意图;
图3是本申请实施例中的旋转工作台的第二角度的结构示意图;
图4是本申请实施例中的支承板的结构示意图;
图5是本申请实施例中的支承板的俯视图。
主要元件符号说明
旋转工作台 1
转盘 11
驱动单元 12
支承板 13
限位槽 131
限位块 132
吸盘 133
安装孔 134
导向套 135
导向孔 136
喇叭口 137
回转接头 14
容置槽 15
防护垫 16
紧定螺钉 17
气压表 2
物料感应器 3
扫码枪 4
上料单元 5
折弯单元 6
下料单元 7
排线 8
第一方向 Z
如下具体实施方式将结合上述附图进一步说明本申请。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行描述,显然,所描述的实施例仅是本申请一部分实施例,而不是全部的实施例。
需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中设置的元件。当一个元件被认为是“设置在”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中设置的元件。
除非另有定义,本文所使用的所有的技术和科学术语与属于本申请的技术领域的技术人员通常理解的含义相同。本文中在本申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本申请。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
本申请的实施例提供一种排线折弯系统,包括旋转工作台、上料单元、折弯单元、下料单元、支承板和吸盘。旋转工作台,包括转盘和驱动单元,驱动单元传动连接于转盘,并可带动转盘转动;上料单元、折弯单元以及下料单元,沿转盘的旋转方向顺序设置,上料单元、折弯单元以及下料单元分别具有上料工位、折弯工位以及下料工位;支承板,安装于转盘上,转盘可带动支承板依次转动至上料工位、折弯工位以及下料工位;支承板开设有限位槽,限位槽用于容置排线,以限制排线在平行于第一平面的方向上的运动;吸盘,安装于限位槽的底部,吸盘用于限位排线,以限制排线沿第一方向运动,第一方向垂直于第一平面。
本排线折弯系统的旋转工作台能够带动支承板依次转动至上料工位、折弯工位以及下料工位。当支承板转动至上料工位时,上料单元将排线放置到限位槽内,通过吸盘产生的吸力即可将排线定位。接着,支承板转动至折弯工位,折弯单元对排线进行折弯操作。最后,支承板转动至下料工位时,吸盘的吸力消失,下料单元能够轻松取出排线,完成下料。完成下料后,支承板转回上料工位,进行下一个排线的折弯加工循环。本折弯系统的旋转工作台带动支承板转动至不同的加工工位,能够减少搬运排线的时间。而且,在上下料时,排线的装卸操作简单,能够节省加工时间。因此,本折弯系统能够高效地折弯排线。
下面结合附图,对本申请的实施例作进一步的说明。
请参阅图1,本申请的实施例提供一种排线折弯系统,包括旋转工作台1、上料单元5、折弯单元6、下料单元7、支承板13和吸盘133。
其中,旋转工作台1包括转盘11和驱动单元12,驱动单元12传动连接于转盘11,并可带动转盘11转动。上料单元5、折弯单元6以及下料单元7沿转盘11的旋转方向顺序设置,上料单元5、折弯单元6以及下料单元7分别具有上料工位、折弯工位以及下料工位。支承板13安装于转盘11上,转盘11可带动支承板13依次转动至上料工位、折弯工位以及下料工位。支承板13开设有限位槽131,限位槽131用于容置排线8,以限制排线8在平行于第一平面的方向上的运动。吸盘133安装于限位槽131的底部,吸盘133用于限位排线8,以限制排线8沿第一方向Z运动,第一方向Z垂直于第一平面。
旋转工作台1带动支承板13依次转动至上料工位、折弯工位以及下料工位的过程中:当支承板13转动至上料工位时,上料单元5进行上料。接着,支承板13转动至折弯工位,折弯单元6对放置于支承板13上的排线8进行折弯加工。最后,支承板13转动至下料工位,下料单元7进行下料。再次转动后,支承板13再次转动至上料工位,进入下一次循环。本折弯系统的旋转工作台1带动支承板13转动至不同的加工工位,减少了搬运排线8的时间,提高排线8的加工效率。
请参阅图5,限位槽131具有侧壁,当排线8放置到限位槽131内时,排线8的外周接触限位槽131的侧壁,通过限位槽131的侧壁限位排线在限位槽131内的位移,当排线8外周多个位置同时与限位槽131的侧壁接触时,可以使得排线8被固定于限位槽131的侧壁内,而只能向远离限位槽131的底壁的方向移动。
进一步地,为了提高上下料的效率,限位槽131的底部安装吸盘133。在上料时,上料单元5将排线8放入限位槽131内,限位槽131内的吸盘133产生吸力即可将排线8定位,不需通过人工进行定位,从而节省了时间,提高了上料效率。可以理解的是,在排线8下料时,限位槽131内的吸盘133关闭,下料单元7可以轻松地将排线8取出,无需通过人工操作。而且吸盘133的吸力解除迅速,从而使得需要将排线8取出时,减少等待排线8解除锁定的时间。
另外,为了使排线8能够方便地放入限位槽131内,支承板13上安装有若干限位块132,限位块132沿限位槽131的边沿排列设置。具体来说,在排线8放入限位槽131的方向限位块132设有能够对排线8起到导向的作用,当操作者需要将排线8从远离限位槽131底壁的方向放入限位槽131时,能够引导排线8对准限位槽131,使得操作者能够方便地将排线8放置入限位槽131内。
请参阅图2,为了使吸盘133能够产生负压,旋转工作台1还包括回转接头14,回转接头14的内部开设有真空气路,真空气路与吸盘133连通。旋转工作台1的转盘11绕回转接头14转动,回转接头14相对静止。回转接头14内部的真空气路通过气管与负压源连通,从而避免与真空气路连通的气管发生缠绕。
另外,真空气路耦接有气压表2,气压表2能够检测真空气路内部的气压,避免出现因气压过小,而导致排线8被甩出限位槽131的情况,同时也可以避免因气压过大而导致排线8受损的状况。通过回转接头14内部的真空气路与吸盘133连通,能够方便地控制吸盘133的吸力。
请参阅图2,为了避免出现叠料的情况,本排线折弯系统还包括物料感应器3,物料感应器3朝向下料工位,物料感应器3可检测支承板13上排线8的存在状态,物料感应器3电性连接有控制器,控制器用于控制驱动单元12的启停。当支承板13转动至下料工位时,物料感应器3检测到支承板13上没有排线8,物料感应器3向控制器发出电信号,控制器启动驱动单元12,驱动单元12带动转盘11转动,使得支承板13同步转动至上料工位,从而避免出现叠料的情况。
请参阅图2和图3,为了方便记录物料信息,本排线折弯系统还包括扫码枪4,扫码枪4朝向上料工位,用于对支承板13上的排线8进行扫码,扫码枪4电性连接有存储器。通过扫码枪4对排线8进行扫码,进而记录每件物料的信息,进而上传至存储器中,在后续生产和销售的过程中,厂家能够进行产品的质量追踪。
请参阅图1,折弯单元6的数量为两个,为了充分发挥上料单元5、两个折弯单元6以及下料单元7的生产力,转盘11上安装有四块支承板13,四块支承板13分别用于对应上料单元5、两个折弯单元6以及下料单元7。旋转工作台1能够带动四块支承板13转动,四块支承板13上放置四个排线8,分别对应上料、一次折弯、二次折弯以及下料等加工工序,从而能够有效地节省运输时间,提升加工效率。
上料单元5、两个折弯单元6以及下料单元7分别具有上料工位、两个折弯工位以及下料工位。上料工位、两个折弯工位以及下料工位沿转盘11的周向均匀排列设置,因此,四块支承板13也沿转盘11的周向均匀排列设置。驱动单元12使转盘11转动过一定的角度,四块支承板13就会转动至下一道加工工位上。而且,将四块支承板13沿转盘11的周向均匀排列设置,能够使得转盘11的转动过程更加平稳。
在转盘11转动的过程中,为了避免支承板13与其他部件发生碰撞,转盘11上开设有四个容置槽15,四个容置槽15沿转盘11的周向均匀排列设置,四块支承板13分别容置于四个容置槽15内。具体地,四块支承板13齐平于转盘11,进而避免转盘11在转动的过程中碰撞其他部件。
可以理解的,转盘11上的容置槽还可以设置为五个、六个或其他,以匹配排线8的生产需要,比如,需要对排线8进行三次折弯的情况下,可以将容置槽的数量增加到五个,对应的,将支承板13的数量也增加到五个。
请参阅图2和图3,为了使转盘11每次转过的角度更加精准,驱动单元12选用DD电机。DD电机是一种直驱电机,转动的精度较高。通过DD电机来驱动转盘11转动,能够使得转盘11每次转过的角度都比较精准,从而能够避免出现支承板13不能与加工单元对应的情况。
请参阅图1和图4,折弯单元6可以对放置于支承板13上的排线8进行折弯加工,为了确保折弯单元6能够准确地对准排线8,折弯单元6设有定位销,定位销沿第一方向Z延伸,支承板13对应设有导向孔135,导向孔135用于与折弯单元6的定位销配合,以导向折弯单元6靠近支承板13。通过定位销与导向孔135之间的定位,能够使得折弯单元6确定排线8的位置,避免折弯单元6发生偏离,进而提高排线8折弯的成功率。
进一步如图4所示,定位销与导向孔135之间会产生多次摩擦,为了避免定位销与支承板13直接发生接触,支承板13上开设安装孔,安装孔内安装有导向套134,导向孔135开设于导向套134内。定位销通过导向套134进行定位,而不会直接接触支承板13,当导向套134的磨损较为严重时,用户能够通过更换导向套134来保证定位精度。
由于导向套134会与定位销产生多次的摩擦,因此,导向套134很容易产生磨损,为了使用者能够方便快捷地更换导向套134,导向套134通过紧定螺钉17进行压紧。紧定螺钉17可拆卸地安装与支承板13上,紧定螺钉17的螺帽压紧导向套134,使用者只需要松开紧定螺钉17便可取出导向套134,从而方便快捷地完成更换。
可以理解的,如果不使用导向套134,也可以直接将导向孔135设置在支承板13上。
导向孔135的的内径一般与定位销的外径相当,如果导向孔135与定位销的对准存在偏差时,可能导致定位销难以插入导向孔135中。因此,在定位销的插入的一端,导向孔135开设有喇叭口136。喇叭口136的直径沿远离导向孔135的方向逐渐变大。通过设置喇叭口136,能够更加方便地引导定位销进入导向孔135。
请参阅图4和图5,排线8上分布有较为精密的电路,一旦损伤,很难排查,为了避免损伤排线8,在支承板13上设置防护垫16,防护垫16用于避免排线8接触支承板13。通过设置防护垫16,避免排线8与支承板13之间产生摩擦,从而避免损伤排线8。
防护垫16由泡棉制成,泡棉的质地较软,而且具有重量小、弹性好以及耐摩擦等优点。使用泡棉制作的防护垫16能够有效地保护排线8,避免排线8于支承板13发生摩擦。可以理解的是,防护垫16还可以由其他质地较软且具有良好耐磨性的材料制成,例如:硅胶等。
另外,本领域技术人员还可在本申请精神内做其它变化,当然,这些依据本申请精神所做的变化,都应包含在本申请所公开的范围。
- 一种FPC排线折弯装置及折弯传送系统
- 插排线扎线机的插排线折弯装置