一种弹条成型生产方法及系统
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及弹条成型生产领域,具体涉及一种弹条成型生产方法及系统。
背景技术
在我国高速铁路和城轨地铁迅猛发展的大趋势下,六十千克每米钢轨无缝铁路轨道上大量应用的Ⅰ型和Ⅱ型弹条扣件,在产能质量生产工艺控制等方面均提出了更高的要求,目前国内大多数企业采用传统人工生产方式,在工件温度1000℃,环境温度近40℃的条件下操作存在质量不稳定,安全系数低,用工成本高等问题。
目前国内外内常规弹条自动化生产线系统是以三台压力机为中心,每一台压力机配套壹台机器人,该类产线机器人一般采用3~4台12公斤或20公斤机器人和压力机配套构成产线,每个机器人既负责上一台压力机的下料还要负责下一台压力机的上料,机器人本身运行速度慢,等待点位多,工作节拍多,移动路径长,效率较低,系统通量低,一般在12pcs/min左右。加热原料采用纵向加热上料,一次性加热工件数量少,原料加热不均匀,加热速度慢等缺点。以上情况造成生产的弹条成材率低,生产效率低而成本极高。
发明内容
本发明为解决弹条生产节拍慢的问题,提供一种弹条成型生产方法及系统,在生产上具有安全系数高、质量稳定性好、生产效率高的特点。
为了实现上述目的,本发明的技术方案是:
一种弹条成型生产方法,包括一序压力机、二序压力机和三序压力机先后对料棒的冲压成型步骤,还包括
步骤A:料棒自动上料加热,对加热后的料棒进行定位;
步骤B:检测步骤A中定位后的料棒温度,判断料棒的温度是否合格,对于不合格品取出回收,对于合格品则取出放入一序压力机中;
步骤C:将一序压力机冲压后的料棒取出,放置在一序中转台上;
步骤D:将一序中转台上的料棒取下,放入在二序压力机中;
步骤E:将二序压力机冲压后的料棒取出,放置在二序中转台上;
步骤F:将二序中转台上的料棒取下,放入三序压力机上;
步骤G:对三序压力机上的料棒进行温度检测,若温度合格则取出送入淬火槽,若温度不合格则取出回收。
在进一步的优选方案中,所述步骤C中,料棒放置在一序中转台上后,对料棒的对称度进行检测,若对称度合格,则进行步骤D,若对称度不合格,则挑出回收。
在进一步的优选方案中,所述步骤E中,料棒放置在二序中转台上后,对料棒的宽度进行检测,若宽度合格,则进行步骤F,若宽度不合格,则挑出回收。
一种弹条成型生产系统,包括一序压力机、二序压力机和三序压力机,一序压力机、二序压力机和三序压力机先后对料棒进行冲压成型,还包括
自动上料加热设备,所述自动上料加热设备的出料端设置有伸缩机构,所述伸缩机构推动料棒移动进行定位;
一号温度传感器,所述一号温度传感器用于对自动上料加热设备出料端的料棒进行测温;
零号机器人,所述零号机器人位于自动上料加热设备与一序压力机之间;
一号机器人,所述一号机器人用于取出一序压力机上的料棒;
一序中转工装,所述一序中转工装用于放置一号机器人取出的料棒;
二号机器人,所述二号机器人用于将一序中转工装上的料棒取下放入二序压力机上;
三号机器人,所述三号机器人用于取出二序压力机上的料棒;
二序中转工装,所述二序中转工装用于放置三号机器人取出的料棒;
四号机器人,所述四号机器人用于将二序中转工装上的料棒取下放入三序压力机上;
二号温度传感器,所述二号温度传感器用于对三序压力机上的料棒进行测温;
五号机器人,所述五号机器人用于将三序压力机上的料棒取下;
滑道;
淬火槽。
在进一步的优选方案中,所述自动上料加热设备包括机架和加热炉体,所述机架上设置有送料机构,所述送料机构位于加热炉体的入料侧,送料机构包括料槽、压板、第一挡板、竖直伸缩组件和横向伸缩组件,所述料槽朝向加热炉体倾斜设置,所述压板与料槽之间形成过料空间,所述第一挡板设置在料槽的下端,第一挡板朝向压板的一侧高、朝向加热炉体的一侧低,所述竖直伸缩组件位于第一挡板的高侧,所述横向伸缩组件朝向加热炉体的入料口。
在进一步的优选方案中,所述自动上料加热设备还包括上料机、提升气缸、多个提升板和多个固定板,所述上料机位于料槽的高侧,上料机一端为物料放置空间、另一端设置提升气缸、提升板和固定板,所述提升气缸固定连接多个提升板,多个提升板上端的高度依次升高,所述提升板和固定板的上端朝向加热炉体方向向下倾斜,多个固定板与多个提升板间隔设置,固定板上端的低侧高于或等于同侧的提升板;
所述提升气缸固定连接有“匚”形板,“匚”形板的两水平段分别位于提升板的两侧、与提升板固定连接,“匚”形板的水平段与机架侧板之间设置有滑块导轨机构;
所述上料机的一侧设置有上料电机和滑道,所述上料电机传动连接滑道,所述滑道铰接至上料机;
所述横向伸缩组件包括推料电机、曲柄连杆和限位槽,所述推料电机设置在机架上,推料电机传动连接所述曲柄连杆,所述限位槽固定设置在机架上,所述曲柄连杆的端部穿过限位槽朝向加热炉体的入料口;
所述机架上设置有两个校正气缸和校正板,所述校正气缸固定连接校正板,两个所述校正板位于料槽的两侧;
所述竖直伸缩组件包括凉料气缸和设置在凉料气缸上的第一推板,所述第一推板的上端朝向加热炉体方向向下倾斜;
所述机架在加热炉体的出料口设置有倾斜的导料槽,导料槽上设置有第二挡板,所述第二挡板朝向加热炉体的一侧高、另一侧低,机架在对应第二挡板高侧设置有热料气缸,机架在对应导料槽下端位置处设置有限位板,所述机架在对应限位板的位置处设置有第一传感器;
所述机架在导料槽的下端设置有所述伸缩机构,所述伸缩机构为对齐气缸。
在进一步的优选方案中,所述一序中转工装包括承载架、固定架和第一激光测距传感器,
所述承载架的中部设置所述固定架,
所述固定架中部留有空间、两侧对称呈“V”形,固定架上开设有用于放置料棒的凹槽,承载架的两侧设置所述第一激光测距传感器,两个第一激光测距传感器以固定架为中心对称设置。
在进一步的优选方案中,所述一序中转工装还包括L形板和第一光电传感器,所述承载架在对应固定架中部位置开设有通孔,所述L形板铰接设置在承载架上、固定架的对侧,L形板的一端穿过承载架的通孔位于固定架中部,所述光电传感器设置在承载架上、与L形板同侧,第一光电传感器用于检测L形板另一端的高度;
所述承载架的两侧均设置有支撑轮,所述支撑轮的圆周端面上开设有弧形槽,支撑轮用于对料棒的端部进行支撑。
在进一步的优选方案中,所述二序中转工装包括中转台面和检测机构,所述检测机构包括承载单元、触发单元和检测单元;
所述承载单元包括布设在ω弹条四周侧的定位块,所述定位块和ω弹条相适配;
所述触发单元包括铰接在其中一个定位块上的连杆和布设在中转台面下方的第二光电传感器,所述连杆一端穿过中转台面呈“Z”字形弯折、且和所述第二光电传感器相对应;
所述检测单元包括滑移在相对应两个定位块之间的两个楔形块以及布设在中转台面下方的第二激光测距传感器,每个所述楔形块穿过中转台面连接有齿条,两个所述齿条之间通过齿轮啮合,其中一个齿条和中转台面弹性连接、且和所述第二激光测距传感器相对应。
在进一步的优选方案中,所述定位块包括对向布设的上块和下块以及左块和右块,所述上块、下块、左块和右块均和所述中转台面螺栓连接,上块、下块、左块和右块相互配合围设在ω弹条的四周侧;
所述连杆铰接在所述下块上,连杆一端向外延伸、且和所述下块重叠布设;
所述左块和右块之间设置有滑轨,所述滑轨上设置有两个滑块,所述滑块上设置所述楔形块,楔形块截面呈直角三角形;
所述中转台面上设置有滑槽;每个所述楔形块通过连接板连接所述齿条,两个齿条沿楔形块滑移方向上下分布;所述连接板截面呈“[”字形,连接板上端置于中转台面上方、且和所述楔形块连接;所述连接板下端穿过所述滑槽置于中转台面下方、且和所述齿条连接;
其中一个所述齿条内穿设有光轴,所述光轴一端和中转台面固定连接,置于齿条外的光轴上套设有压簧,所述压簧抵在齿条上。
通过上述技术方案,本发明的有益效果为:
本发明的一种弹条成型生产方法增加了物料在生产过程中的点位,降低了每次移动的路径距离,可使三台压力机的上料同步进行、下料也可同步进行,避免了三台压力机的物料移动过程中发生的碰撞等事故,降低了事故的发生率。同时由于物料的点位位置的增加,使在生产中需要等待的点位明显减少、等待点位的时间减少,生产的节拍速度加快,也更加稳定,物料的传输效率高、安全系数高。物料在加热、一序冲压、二序冲压后均进行检测,对于不合格的物料将其挑出,避免不合格物料的重复加工,浪费原料资源及设备生产资源。
本发明提供的一种弹条成型生产系统,各机器人可采用同步动作方式,同时取料或放料,可实现相互避让,自动复位,减少交叉事故,对工件的传输效率高,安全系数高。
本系统中的料棒工件传输采用小型快速六轴机器人加两中转台工作模式,用六台机器人配套三台压力机,机器人模拟了人工的两只手臂进行上料和下料。在压力机上料侧和下料侧增加工件中转台使每台机器人移动路径缩短,等待点位明显减少,节拍加快。该系统成本更低,工作节拍更稳定,节拍速度更快。
本系统的每道工序都有个检测工位,产品尺寸一致性高,质量稳定性好,避免不合格品的重复加工,避免了资源的浪费。本系统的生产通量可突破18pcs/min以上,弹条的生产效率高。
附图说明
图1是本发明的弹条自动上料加热设备的结构示意图之一;
图2是本发明的弹条自动上料加热设备的结构示意图之二;
图3是图1的A向剖视图;
图4是图1的B向剖视图;
图5是图1局部结构示意图;
图6是本发明的一序中转工装结构示意图之一;
图7是本发明的一序中转工装结构示意图之二;
图8是本发明的一序中转工装结构示意图之三;
图9是本发明的二序中转工装的结构示意图;
图10是本发明的二序中转工装的检测机构俯视示意图;
图11是本发明的二序中转工装的检测机构仰视示意图;
图12是本发明的二序中转工装的触发单元和检测单元结构示意图;
图13是本发明的二序中转工装的ω弹条宽度检测状态示意图;
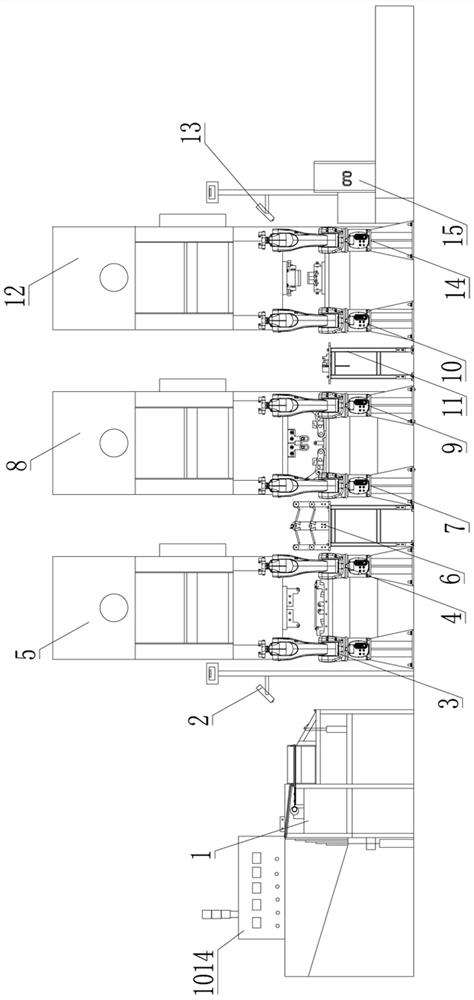
图14是本发明的一种弹条成型生产的结构示意图之一;
图15是本发明的一种弹条成型生产的结构示意图之二。
附图中标号为:1为自动上料加热设备,2为一号温度传感器,3为零号机器人,4为一号机器人,5为一序压力机,6为一序中转工装,7为二号机器人,8为二序压力机,9为三号机器人,10为四号机器人,11为二序中转工装,12为三序压力机,13为二号温度传感器,14为五号机器人,15为滑道,16为淬火槽;
1001为料框,1002为滑道,1003为上料电机,1004为提升板,1005为提升气缸,1006为校正板,1007为校正气缸,1009为压板,1010为第一挡板,1011为推料电机,1012为曲柄连杆,1013为竖直伸缩组件,1014为加热炉体,1015为第二挡板,1016为热料气缸,1017为限位板,1018为对齐气缸,1019为第一传感器,1020为调整支座,1021为固定板,1022为限位槽,1023为“匚”形板;
601为承载架,602为第一激光测距传感器,603为支撑轮,604为固定架,605为L形板,606为第一光电传感器,607为支架,60701为地脚螺栓;
1101为中转台面,1102为连杆,1103为第二光电传感器,1104为楔形块,1105为位移传感器,1106为齿条,1107为齿轮,1108为上块,1109为下块,11010为左块,11011为右块,11012为滑轨,11013为滑块,11014为滑槽,11015为连接板,11016为光轴,11017为压簧,11018为铰接座。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步说明:
实施例一
本实施例提供一种弹条成型生产方法,包括一序压力机、二序压力机和三序压力机先后对料棒的冲压成型步骤,还包括
步骤A:料棒自动上料加热,对加热后的料棒进行定位;
步骤B:检测步骤A中定位后的料棒温度,判断料棒的温度是否合格,合格的温度范围为950至1000℃,对于不合格品取出回收,对于合格品则取出放入一序压力机中;
步骤C:将一序压力机冲压后的料棒取出,放置在一序中转台上;
步骤D:将一序中转台上的料棒取下,放入在二序压力机中;
步骤E:将二序压力机冲压后的料棒取出,放置在二序中转台上;
步骤F:将二序中转台上的料棒取下,放入三序压力机上;
步骤G:对三序压力机上的料棒进行温度检测,合格的温度范围为790至850℃,若温度合格则取出送入淬火槽,若温度不合格则取出回收。
进一步地,所述步骤C中,料棒放置在一序中转台上后,对料棒的对称度进行检测,若对称度合格,则进行步骤D,若对称度不合格,则挑出回收。
进一步地,所述步骤E中,料棒放置在二序中转台上后,对料棒的宽度进行检测,若宽度合格,则进行步骤F,若宽度不合格,则挑出回收。
通过本方法,在弹条生产过程中,增加了物料的移动点位,可降低物料在相邻压力机之间的每次的移动距离,同时使三台压力机的上料可同步进行、下料也可同步进行,物料的移动路径缩短,等待点位的时间及需要等待的点位明显减少,节拍速度加快、更加稳定,物料传输效率高、安全系数高。并且对物料加热、一序冲压、二序冲压后均进行检测,对不合格物料挑出回收,避免不合格物料的重复加工、浪费原材料及占用设备而影响效率。
实施例二
如图1~图5所示,本实施例提供一种弹条自动上料加热设备,包括机架和加热炉体14,机架上设置有自动上料机构和送料机构。
所述自动上料机构包括上料机、提升气缸1005、多个提升板1004和多个固定板1021,所述上料机的一端为料棒放置空间、朝向加热炉体1014的方向倾斜,上料机的另一端设置提升气缸1005、提升板1004和固定板1021,所述提升气缸1005固定连接多个提升板1004,多个提升板1004上端的高度依次升高,所述提升板1004和固定板1021的上端朝向加热炉体1014方向向下倾斜,多个固定板1021与多个提升板1004间隔设置,如图1所示,固定板1021上端的低侧高度等于左侧的提升板1004的高侧的高度。提升气缸1005带动提升板1004上升,将最右侧提升板1004上的料棒提升至左侧的相邻的固定板上,而后提升气缸1005带动提升板1004下降,由于提升板1004和固定板1021的上端均为倾斜面,该料棒顺势落至左二提升板104上,通过提升气缸1005的带动提升板1004重复上升、下降,从而将右侧的料棒逐个最左侧的固定板上1021上。
进一步地,所述上料机的一侧设置有上料电机1003和滑道1002,所述上料电机1003传动连接滑道1002,所述滑道1002铰接至上料机。滑道1002上可直接放置料框1001,当上料电机1003启动带动滑道1002倾斜时,即带动料框1001倾斜,从而使料框1001内的料棒滑落至上料机中。
进一步地,所述提升气缸1005固定连接有“匚”形板,“匚”形板的两水平段分别位于提升板4的两侧、与提升板4固定连接,“匚”形板的水平段与机架侧板之间设置有滑块导轨机构。
所述送料机构位于加热炉体1014的入料侧、自动上料机构的左侧,所述自动送料机构包括料槽、压板109、第一挡板1010、竖直伸缩组件1013和横向伸缩组件。所述料槽一端与最左侧的固定板1021相连接、另一端朝向加热炉体1014倾斜设置,料槽上放置有从自动上料机构提升上来的料棒,倾斜设置的料槽使料棒能够朝加热炉体1014的方向下滑,所述压板1009与料槽之间形成过料空间,通过压板1009对堆叠在上方的料棒进行阻挡,使料棒呈一个接一个的状态下滑,所述第一挡板1010设置在料槽的下端,第一挡板1010朝向压板1009的一侧高、朝向加热炉体1014的一侧低,所述竖直伸缩组件1013位于第一挡板1010的高侧,所述横向伸缩组件朝向加热炉体1014的入料口,第一挡板1010阻挡料棒的继续下滑,而通过竖直伸缩组件13向上运动,将料棒顶起并沿着第一挡板10下滑至加热炉体1014的入料口,再通过横向伸缩组件将该料棒推入加热炉体1014,使料棒横向进料。
进一步地,所述横向伸缩组件包括推料电机1011、曲柄连杆1012和限位槽1022,所述推料电机1011设置在机架上,推料电机1011传动连接所述曲柄连杆1012,所述限位槽1022固定设置在机架上,所述曲柄连杆12的端部穿过限位槽22朝向加热炉体14的入料口。
进一步地,所述机架上设置有两个校正气缸1007和校正板1006,所述校正气缸1007固定连接校正板1006,两个所述校正板1006位于料槽的两侧。通过校正气缸1007带动校正板1006运动,从而使料棒排齐。
进一步地,所述竖直伸缩组件1013包括凉料气缸和设置在凉料气缸上的第一推板,所述第一推板的上端朝向加热炉体1014方向向下倾斜。
进一步地,所述机架在加热炉体1014的出料口设置有倾斜的导料槽,导料槽上设置有第二挡板1015,所述第二挡板1015朝向加热炉体1014的一侧高、另一侧低,机架在对应第二挡板1015高侧设置有热料气缸1016,热料气缸1015的上端设置有第二推板,第二推板的上端朝向第二挡板1015的方向倾斜,机架在对应导料槽下端位置处设置有限位板1017,所述机架在对应限位板1017的位置处设置有第一传感器1019,所述机架在导料槽的下端设置有所述伸缩机构,所述伸缩机构为对齐气缸1018。热料气缸1016将导料槽上的料棒向上推,使料棒沿第二挡板1015下滑至限位板1017处,而后通过转运工装将限位板1017上的料棒移除,从而实现使料棒一个一个地、有序地完成转运。
进一步地,所述加热炉体1014下端设置有调整支座1020,所述调整支座1020上设置有调整气缸,通过调整气缸的伸缩实现对加热炉体1014位置高度的调节。
使用过程:承载料棒的料框1001由上道工序直接搬运至滑道1002上,通过上料电机1003的动作是料框1001倾斜,料棒从料框1001滑落至上料机中,经提升气缸1005和提升板1004将料棒一个一个地送至料槽中,沿着料槽下滑,并经校正气缸1007和校正板1006对其,经过压板1009将上下堆落的料棒分开形成一层;料棒下落到至第一挡板10位置处,被第一挡板1010阻挡,通过凉料气缸带动第一推板上升将料棒提升、从而沿着第一挡板1010下落,达到一个接一个下落的目的;料棒下落至加热炉体1014的入料口后,经推料电机1011的作业带动曲柄连杆1012推动料棒横向进入加热炉体1014内,通过加热炉体进行加热;同时在推料电机1011推动凉的料棒进入加热炉体时,加热炉体1014内已完成加热的料棒随即被推出,经导料槽下落;热料棒下落过程中,被第二挡板1015阻挡,通过热料气缸1015带动第二推板上升,将热料棒提升从而从第二挡板处下滑,滑落至导料槽的下端,被限位板阻挡,而后通过对齐气缸1018对料棒的位置进行对齐,通过第一传感器1019检测料棒是否到位,而后便可下一工序进行处理。
实施例三
如图6~图8所示,本实施例提供一种一序中转工装6,包括承载架601、固定架604和第一激光测距传感器602,所述承载架601的中部设置所述固定架604,所述固定架604上开设有用于放置料棒的凹槽,承载架601的两侧设置所述第一激光测距传感器602,两个第一激光测距传感器602以固定架604为中心对称设置。在弹条成型生产中,本工装设置在一序压力机5之后、二序压力机8之前,作为料棒的一序检测、中转工装,将一序压力机之后的料棒放置在固定架604上,通过左右两侧的第一激光测距传感器602对料棒进行对称度检验,若料棒对称度合格,则可正常进行下一工序,若料棒对称度不合格,则将该料棒挑出,避免对不合格料棒的加工,避免了生产工序中的重复错误,节约了时间和成本,降低了不良品率。
上述的,所述固定架604中部留有空间、两侧对称呈“V”形,更符合一序料棒后的形状,同时也便于将料棒放置在固定架604上,能够保证料棒放置位置的对称度,以保证第一激光测距传感器602对料棒的对称度检验的准确性。
进一步地,本工装还包括L形板605和第一光电传感器606,所述承载架601在对应固定架604中部位置开设有通孔,所述L形板605铰接设置在承载架604上、固定架604的对侧,L形板605的一端穿过承载架601的通孔位于固定架604中部,所述第一光电传感器6设置在承载架604上、与压板605同侧,光电传感器606用于检测L形板605另一端的高度。当料棒放置在固定架604上时,料棒将L形板605的一端部下压,压板605的另一端上翘,第一光电传感器606检测到L形板605的变化,从而判断来料,而后第一激光测距传感602启动开始对料棒的对称度进行检验。
为进一步优化产品结构,所述承载架601的两侧均设置有支撑轮603,所述支撑轮603的圆周端面上开设有弧形槽,两个支撑轮603对料棒的两端进行支撑和限位,防止放置过程中,料棒滑落或朝一侧倾斜,使料棒的放置更稳定,利于对称度检验结果的准确。
为进一步优化产品结构,所述支撑轮603上下可调设置在承载架601上,具体的,承载架601对应支撑轮603的位置开设有腰型孔,支撑轮603的端部设置销轴,销轴穿过腰型孔通过螺母固定,可根据实际需要,对支撑轮603的高度位置进行调整,以更利于对料棒进行支撑和限位。
本实施例中,所述承载架1呈“山”形结构,承载架601两侧的镂空更节约本工装的制造成本,节约材料。
所述第一激光测距传感器602,检测距料棒的距离,通过对比两个第一激光测距传感器602的检测信号,以判断料棒的对称度。
为更匹配弹条成型生产线的布局,本工装还包括支架7,所述支架7的四角处均设置有用于固定的地脚螺栓701,所述承载架1设置在支架7上。在使用时,将本工装固定安装在一序压力机之后。
实施例四
如图9~图13所示,本实施例提供一种二序中转工装11,包括中转台面1101以及至少一组检测机构,本实施例中,所述中转台面1101上错位布设两组所述检测机构,检测机构用于检测ω弹条宽度,两组检测机构同时作业可提高检测效率。
具体的,每组所述检测机构包括承载单元、触发单元和检测单元,所述承载单元用于支撑、限位ω弹条,承载单元包括布设在ω弹条四周侧的多个定位块,所述定位块和ω弹条相适配。
所述定位块包括对向布设的上块1108和下块1109以及左块11010和右块11011,即上块1108和下块1109相对应、左块11010和右块11011相对应,所述上块1108、下块1109、左块11010和右块11011均和所述中转台面1101螺栓连接,进而便于拆卸安装;
所述上块1108、下块1109、左块11010和右块11011相互配合围设在ω弹条的四周侧,上块1108、下块1109、左块11010和右块11011上均开设有相应轮廓,进而可良好和ω弹条相适配。
本实施例中,所述触发单元包括铰接在其中一个定位块上的连杆1102和布设在中转台面1101下方的第二光电传感器1103,具体的,所述连杆1102通过铰接座11018铰接在所述下块1109上,连杆1102一端向外延伸、且和所述下块1109重叠布设,即连杆1102和下块1109存在重叠部分,所述连杆1102一端穿过中转台面1呈“Z”字形弯折、且和所述第二光电传感器1103相对应。
为了便于连杆1102的安装,所述连杆1102包括拼接呈“Z”字形的上段、中段和下段,所述上段置于中转台面1101上方,上段和下块1109存在重叠部分,所述中段穿过中转台面1101,所述下段置于中转台面1101下方、且和所述第二光电传感器1103相对应。
本实施例中,所述第二光电传感器1103采用对射型,其包括发射器和接收器,当光束从发射器到达接收器的路径被阻挡时就会探测到物体,此为现有技术,不再一一赘述。
本实施例中,所述检测单元包括滑移在相对应两个定位块之间的两个楔形块1104以及布设在中转台面1下方的第二激光测距传感器5,所述楔形块1104截面呈直角三角形,两个楔形块1104的斜面对向布设。
为了便于楔形块1104的滑动,所述左块11010和右块11011之间设置有滑轨11012,所述滑轨11012和中转台面1101螺栓连接,所述滑轨11012上设置有两个滑块11013,所述滑块11013上螺栓连接所述楔形块1104,每个所述楔形块1104穿过中转台面1101连接有齿条1106,两个所述齿条1106之间通过齿轮1107啮合。
具体的,每个所述楔形块1104通过连接板11015连接所述齿条1106,所述连接板11015截面呈“[”字形,为了实现连接板11015穿过中转台面1101,所述中转台面1101上设置有滑槽11014;
连接板11015在安装时,连接板11015上端置于中转台面1101上方、且和所述楔形块1104连接,所述连接板11015下端穿过所述滑槽11014置于中转台面1101下方、且和所述齿条1106连接。
两个齿条1106沿楔形块1104滑移方向上下分布,所述齿轮1107位于两个齿条1106之间,在齿轮1107的作用下,两个齿条1106可同步移动。
本实施例中,其中一个齿条1106和中转台面1101弹性连接、且和所述第二激光测距传感器1105相对应,具体的,其中一个所述齿条1106内穿设有光轴11016,所述光轴11016一端和中转台面1101固定连接,置于齿条1106外的光轴11016上套设有压簧11017,所述压簧11017抵在齿条1106上;
光轴11016起到导向作用,齿条1106沿光轴11016移动,进而保证齿条1106的运动方向。
初始状态下,压簧11017处于伸长状态,在压簧11017伸长作用下,两个楔形块1104同步向外移动,此时两个楔形块4间距最大。
本实施例中,冲压成型后的ω弹条包括中段和位于中段两侧的侧段,所述中段和侧段截面均呈“U”字形,宽度检测即检测两个侧段的宽度。
在进行ω弹条宽度检测时,一台机械手臂将冲压成型后的ω弹条垂直放入定位块上,使得ω弹条侧段的弯折处和下块1109适配、中段弯折处和上块1108适配、ω弹条两侧分别和左块11010和右块11011适配。
ω弹条不断垂直向下放置在定位块上后,ω弹条抵在连杆1102上,连杆1102因ω弹条重量因素变化发生摆动,进而将光电传感器1103的光束阻断,此时第二光电传感器1103因连杆1102的变化而输出信号,通知控制单元有ω弹条放入检测机构。
在ω弹条不断垂直向下放置在定位块的过程中,ω弹条依靠自身重力、其中段挤压两个楔形块1104,即楔形块1104的斜面与ω弹条的中段接触,进而两个楔形块1104在滑块11013的作用下沿滑轨11012同时向内移动,楔形块1104移动的同时,两个齿条1106对向、同步移动,保证了两个楔形块1104同步移动相同的距离,齿条1106移动时压簧11017不断被压缩。
第二激光测距传感器1105用于检测齿条1106的位移量,并把此位移量与预设范围值进行比较,进而可对ω弹条宽度进行有效检测,整个检测过程自动化程度高,具有良好的实用性。
实施例五
在上述实施例的基础上,如图14至图15所示,本实施例提供一种弹条成型生产系统,包括一序压力机5、二序压力机8和三序压力机12,一序压力机、二序压力机和三序压力机先后对料棒进行冲压成型,还包括
自动上料加热设备1,所述自动上料加热设备的出料端设置有伸缩机构,所述伸缩机构推动料棒移动进行定位;
一号温度传感器2,所述一号温度传感器用于对自动上料加热设备出料端的料棒进行测温;
零号机器人3,所述零号机器人位于自动上料加热设备与一序压力机之间;
一号机器人4,所述一号机器人用于取出一序压力机5上的料棒;
一序中转工装6,所述一序中转工装用于放置一号机器人取出的料棒;
二号机器人7,所述二号机器人用于将一序中转工装上的料棒取下放入二序压力机8上;
三号机器人9,所述三号机器人用于取出二序压力机上的料棒;
二序中转工装11,所述二序中转工装用于放置三号机器人取出的料棒;
四号机器人10,所述四号机器人用于将二序中转工装上的料棒取下放入三序压力机12上;
二号温度传感器13,所述二号温度传感器用于对三序压力机上的料棒进行测温;
五号机器人14,所述五号机器人用于将三序压力机上的料棒取下;
滑道15;
淬火槽16。
本实施例中的各机器人均为小型快速六轴机器人。
弹条成型生产过程:将圆棒料横放放于料框1001内,自动上料加热设备1将料棒自动提升、分料、对齐,送至加热炉体1014内,而后将加热后的料棒推出滑落至导料槽下端,经对齐气缸18推动从而定位,经第一传感器1019检测料棒到位;
从而一号温度传感器2对料棒进行温度检测,温度在950~1000℃为合格范围,若温度合格,由零号机器人将其取下放置在一序压力机上,若不合格,则由零号机器人将其取下放入第一回收筐中等待回收;
一序压力机对料棒进行冲压成型;
一号机器人将一序压力机上冲压后的料棒取出,放置在一序中转工装6上;
一序中转工装6上的第一激光测距传感器602检测料棒的对称度,若料棒对称度合格,则由二号机器人7将料棒取下,放置在二序压力机上,若料棒对称度不合格,则由二号机器人将料棒挑出,放入第二回收框等待回收;
二序压力机对料棒进行冲压成型;
三号机器人将二序压力机上冲压后的料棒取出,放置在二序中转工装11上;
二序中转工装11对料棒的宽度进行检测,若宽度合格,则由四号机器人将其取下放置在三序压力机上,若不合格,则由四号机器人将其取下放入第三回收筐中等待回收;
三序压力机对料棒进行冲压成型;
二号温度传感器13对三序压力机上的料棒进行温度检测,合格的温度范围为790至850℃,若温度合格,则由五号机器人14将其取下放入滑道15,由滑道15送入淬火槽16内,若温度不合格,则由五号机器人14将料棒取下放入第四回收筐等待回收。
本弹条生产系统中的各机器人采用同步动作方式,每台机器人通过智能信号联系,可以自动避让,自动复位,减少事故,减少等待点位,工件传输效率高,安全系数高。
本系统中的料棒工件传输采用小型快速六轴机器人加两中转台工作模式,用六台机器人配套三台压力机,机器人模拟了人工的两只手臂进行上料和下料。在压力机上料侧和下料侧增加工件中转台使每台机器人移动路径缩短,等待点位明显减少,节拍加快。该系统成本更低,工作节拍更稳定,节拍速度更快。
本系统的每道工序都有个检测工位,产品尺寸一致性高,质量稳定性好,避免不合格品的重复加工,避免了资源的浪费。本系统的生产通量可突破18pcs/min以上,弹条的生产效率高。
以上所述之实施例,只是本发明的较佳实施例而已,并非限制本发明的实施范围,故凡依本发明专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本发明申请专利范围内。
- 弹条成型机的一次成型系统及弹条成型方法
- 一种弹条成型生产方法及系统