一种火排自动组装线
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及机械技术领域,特别是涉及一种火排自动组装线。
背景技术
火排,又叫燃气热水器的燃烧器,是热水器的主要部件,燃气通过火排后点燃持续加热盘管里连续通过的水,火排关系到燃气的完全燃烧能力、热效率、废气中一氧化碳的含量等等,火排是由A片壳体、U片和B片壳体组成的,在生产过程中需要将A片壳体和B片壳体卡装在一起,U片位于A片壳体和B片壳体开口处,需要将三者铆压到一起,在装配过程中,若有不重合的情况,容易影响成品质量,目前,火排组装方式为人工组装,人工组装效率低,难以保证产品质量,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种火排自动组装线。
发明内容
本发明主要解决的技术问题是提供一种火排自动组装线,结构紧凑,运行平稳,能够替代人工自动组装火排,保证产品质量的同时提升效率,能够节约大量劳动力。
为解决上述技术问题,本发明采用的一个技术方案是:提供一种火排自动组装线,该种火排自动组装线包括机架,安装于机架上的转盘机构,阵列安装且呈环状分布于转盘机构旋转盘上的载具冲压工装,围绕转盘机构依次分布的A片输送上料机构、U片上料机构、B片供料上料机构、铆压机和下料机械手,机架上还安装有护罩,转盘机构位于护罩内,护罩上安装有人机操作界面和报警指示灯。
优选的是,所述载具冲压工装包括固定柱、衬套、底板、底座、载具、T型支撑板、辅压组件和下导柱,四根固定柱设置于转盘机构旋转盘上,固定柱上套有可上下滑动的衬套,衬套上固定有底板,衬套下方的固定柱上套有模具弹簧,底板上端安装有底座,底座上安装有载具,载具上端设有产品仿形安装槽,载具下端安装有T型支撑板,T型支撑板穿过底板,冲压时载具为受力件,T型支撑板直接接触支撑载具,保证载具能够承受冲压力,载具后侧设置有辅压组件,底座上还安装有两竖直设置的下导柱;所述辅压组件包括推杆气缸、推板、顶升气缸、升降架和压板,所述推杆气缸固定于底座上,推杆气缸驱动推板朝向载具移动,推板通过直线滑轨与底座滑动连接,推板上安装有顶升气缸,顶升气缸的活塞杆上安装有升降架,升降架的水平板上安装有压板,所述压板伸出端阵列设有避让开口。
优选的是,所述A片输送上料机构包括A片输送机和上料机械手,所述A片输送机包括输送带、载具盘、光电传感器和隔板,所述输送带设置于机架工作台上,输送带由电机驱动,输送带的皮带上等距安装有载具盘,载具盘里装载有火排A片壳体,输送带输出端侧端安装有用于检测A片到位的光电传感器,输送带上方安装有隔板,所述上料机械手包括上料支架、X向驱动模组、X向移载板、Z向驱动模组、Z向移载板、连接板、旋转气缸、弹性组件、仿形块、真空吸盘、真空发生器和压力传感器,上料支架设置于机架的工作台上,上料支架上端安装有X向驱动模组,X向驱动模组的驱动模块上安装有X向移载板,X向移载板上安装有Z向驱动模组,Z向驱动模组的驱动模块上安装有Z向移载板,Z向移载板下端安装有水平的连接板,连接板下端安装有旋转气缸,旋转气缸的转台上安装有弹性组件,弹性组件下端安装有仿形块,仿形块下端内嵌装有两真空吸盘,真空吸盘通过软管连接到真空发生器,真空发生器固定于Z向移载板上,连接板上端安装有压力传感器。
优选的是,所述弹性组件包括固定板、导向套、连接轴和复位弹簧,所述固定板固定于旋转气缸的转台上,固定板两导上安装有两导向套,两连接轴穿过导向套后固定于仿形块上,导向套下方的连接轴上套有复位弹簧。
优选的是,所述U片上料机构包括振动盘送料器、U片切料装置和U片上料装置,所述振动盘送料器将U片输送至U片切料装置,U片上料装置将U片抓取后放置到载具冲压工装上的A片壳体上,所述U片切料装置包括切料支架、导料槽、U片到位感应器、滑台气缸和防落挡板,所述切料支架固定于机架的工作台上,切料支架上安装有导料槽,导料槽上设有U片轨道,U片轨道末端的导料槽上安装有U片到位感应器,U片轨道两侧设置有便于抓取的避让滑槽,导料槽侧端设置有滑台气缸,滑台气缸的滑台上安装有防落挡板,所述防落挡板位于导料槽上方且防落挡板上设有抓取避让开口;所述U片上料装置包括上料机械手、连接架、双向滑台气缸和夹爪,所述上料机械手设置于机架工作台上,上料机械手的手腕处安装有连接架,连接架下端安装有双向滑台气缸,双向滑台气缸的两滑台上安装有夹爪,两夹爪相对设置且相对面下端设有用于夹取U片的防形槽和避让槽。
优选的是,所述B片供料上料机构包括设置于机架上的B片供料装置和B片上料机械手,B片上料机械手将B片供料装置处B片壳体抓取后放置到A片壳体上,所述B片供料装置包括箱体、导向滑轨、供料推板、限位板、推拉气缸和顶升供料组件,箱体内底板上安装有两互相平行的导向滑轨,导向滑轨上设有两组导向滑块,相同一组导向滑块上固定安装有供料推板,两供料推板通过限位板固定连接,箱体内底板上还安装有推拉气缸,推拉气缸的活塞杆与其中一块供料推板固定连接,两供料推板上端均安装有两工位顶升供料组件;所述顶升供料组件包括供料导杆、供料导套、B片顶升载板、顶升供料气缸、B片限位导向板和B片激光传感器,四根供料导杆竖直插装于供料推板上,四根供料导杆上均套有供料导套,供料导套上固定有用于放置B片壳体的B片顶升载板,供料推板底部安装有穿过箱体的顶升供料气缸,顶升供料气缸的活塞杆与B片顶升载板固定连接,B片顶升载板四周的供料推板上安装有用于限制B片壳体水平移动的B片限位导向板,B片限位导向板上端待抓取面安装有一组B片激光传感器。
与现有技术相比,本发明的有益效果是:
结构紧凑,运行平稳,能够替代人工自动组装火排,保证产品质量的同时提升效率,能够节约大量劳动力;
上料机械手上设置有弹性组件,吸附抓取产品的同时避免下压损伤产品,避免产品抓取过程中变形;
载具冲压工装定位放置产品,载具冲压工装的铆压机配合使用,铆压时,冲压时载具为受力件,T型支撑板直接接触支撑载具,保证载具能够承受冲压力;
U片上料机构上U片切料装置的设置,振动供料,依次切料,避免产品因震动脱落轨道;
B片供料上料机构四工位依次供料,保证持续供料,不影响生产节奏。
附图说明
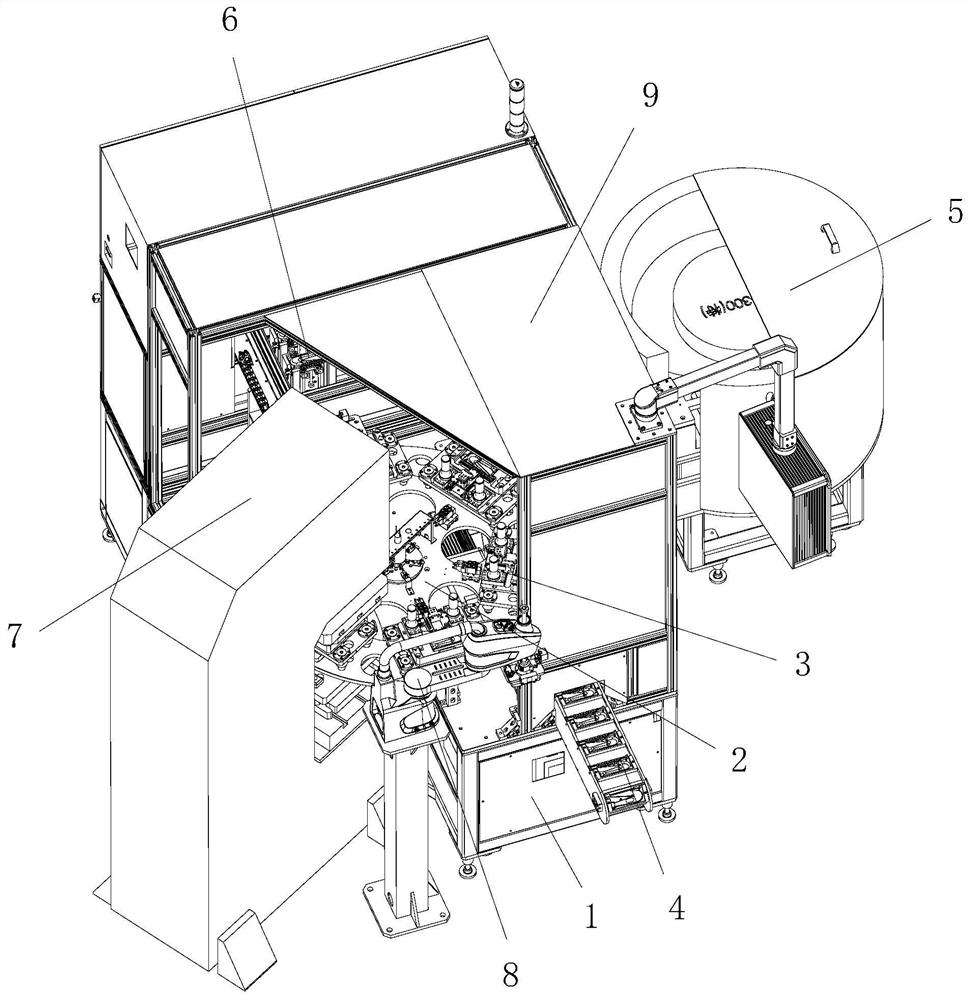
图1为一种火排自动组装线的结构示意图。
图2为一种火排自动组装线的内部部分结构示意图。
图3为一种火排自动组装线的载具冲压工装剖视图。
图4为一种火排自动组装线的辅压组件结构示意图。
图5为一种火排自动组装线的A片输送上料机构结构示意图。
图6为一种火排自动组装线的上料机械手部分结构示意图。
图7为一种火排自动组装线的U片上料机构结构示意图。
图8为一种火排自动组装线的U片切料装置部分结构示意图。
图9为一种火排自动组装线的U片上料装置部分结构示意图。
图10为一种火排自动组装线的B片供料上料机构结构示意图。
图11为一种火排自动组装线的顶升供料组件结构示意图。
具体实施方式
下面结合附图对本发明较佳实施例进行详细阐述,以使发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
请参阅图1至图11,本发明实施例包括:
一种火排自动组装线,该种火排自动组装线包括机架1,安装于机架1上的转盘机构2,阵列安装且呈环状分布于转盘机构2旋转盘上的载具冲压工装3,围绕转盘机构2依次分布的A片输送上料机构4、U片上料机构5、B片供料上料机构6、铆压机7和下料机械手8,机架1上还安装有护罩9,转盘机构2位于护罩9内,护罩9上安装有人机操作界面和报警指示灯。
所述载具冲压工装3包括固定柱31、衬套32、底板33、底座34、载具35、T型支撑板36、辅压组件37和下导柱38,四根固定柱31设置于转盘机构2旋转盘上,固定柱31上套有可上下滑动的衬套32,衬套32上固定有底板33,衬套32下方的固定柱31上套有模具弹簧,底板33上端安装有底座34,底座34上安装有载具35,载具35上端设有产品仿形安装槽,载具35下端安装有T型支撑板36,T型支撑板36穿过底板33,冲压时载具35为受力件,T型支撑板36直接接触支撑载具35,保证载具35能够承受冲压力,载具35后侧设置有辅压组件37,底座34上还安装有两竖直设置的下导柱38;所述辅压组件37包括推杆气缸371、推板372、顶升气缸373、升降架374和压板375,所述推杆气缸371固定于底座34上,推杆气缸371驱动推板372朝向载具35移动,推板372通过直线滑轨与底座34滑动连接,推板372上安装有顶升气缸373,顶升气缸373的活塞杆上安装有升降架374,升降架374的水平板上安装有压板375,所述压板375伸出端阵列设有避让开口。
所述A片输送上料机构4包括A片输送机41和上料机械手42,所述A片输送机41包括输送带411、载具盘412、光电传感器413和隔板414,所述输送带411设置于机架1工作台上,输送带411由电机驱动,输送带411的皮带上等距安装有载具盘412,载具盘412里装载有火排A片壳体,输送带411输出端侧端安装有用于检测A片到位的光电传感器413,输送带411上方安装有隔板414,所述上料机械手42包括上料支架421、X向驱动模组422、X向移载板423、Z向驱动模组424、Z向移载板425、连接板426、旋转气缸427、弹性组件428、仿形块429、真空吸盘4210、真空发生器4211和压力传感器4212,上料支架421设置于机架1的工作台上,上料支架421上端安装有X向驱动模组422,X向驱动模组422的驱动模块上安装有X向移载板423,X向移载板423上安装有Z向驱动模组424,Z向驱动模组424的驱动模块上安装有Z向移载板425,Z向移载板425下端安装有水平的连接板426,连接板426下端安装有旋转气缸427,旋转气缸427的转台上安装有弹性组件428,弹性组件428下端安装有仿形块429,仿形块429下端内嵌装有两真空吸盘4210,真空吸盘4210通过软管连接到真空发生器4211,真空发生器4211固定于Z向移载板425上,连接板426上端安装有压力传感器4211。
所述弹性组件428包括固定板4281、导向套4282、连接轴4283和复位弹簧4284,所述固定板4281固定于旋转气缸427的转台上,固定板4281两导上安装有两导向套4282,两连接轴4283穿过导向套4282后固定于仿形块429上,导向套4282下方的连接轴4283上套有复位弹簧4284。
所述U片上料机构5包括振动盘送料器51、U片切料装置52和U片上料装置53,所述振动盘送料器51将U片输送至U片切料装置52,U片上料装置53将U片抓取后放置到载具冲压工装3上的A片壳体上,所述U片切料装置52包括切料支架521、导料槽522、U片到位感应器523、滑台气缸524和防落挡板525,所述切料支架521固定于机架1的工作台上,切料支架521上安装有导料槽522,导料槽522上设有U片轨道5221,U片轨道5221末端的导料槽522上安装有U片到位感应器523,U片轨道5221两侧设置有便于抓取的避让滑槽5222,导料槽522侧端设置有滑台气缸524,滑台气缸524的滑台上安装有防落挡板525,所述防落挡板525位于导料槽522上方且防落挡板525上设有抓取避让开口5250;所述U片上料装置53包括上料机械手531、连接架532、双向滑台气缸533和夹爪534,所述上料机械手531设置于机架1工作台上,上料机械手531的手腕处安装有连接架532,连接架532下端安装有双向滑台气缸533,双向滑台气缸533的两滑台上安装有夹爪534,两夹爪534相对设置且相对面下端设有用于夹取U片的防形槽和避让槽。
所述B片供料上料机构6包括设置于机架1上的B片供料装置61和B片上料机械手62,B片上料机械手62将B片供料装置61处B片壳体抓取后放置到A片壳体上,所述B片供料装置61包括箱体611、导向滑轨612、供料推板613、限位板614、推拉气缸615和顶升供料组件616,箱体611内底板上安装有两互相平行的导向滑轨612,导向滑轨612上设有两组导向滑块,相同一组导向滑块上固定安装有供料推板613,两供料推板613通过限位板614固定连接,箱体611内底板上还安装有推拉气缸615,推拉气缸615的活塞杆与其中一块供料推板613固定连接,两供料推板613上端均安装有两工位顶升供料组件616;所述顶升供料组件616包括供料导杆6161、供料导套6162、B片顶升载板6163、顶升供料气缸6164、B片限位导向板6165和B片激光传感器6166,四根供料导杆6161竖直插装于供料推板613上,四根供料导杆6161上均套有供料导套6162,供料导套6162上固定有用于放置B片壳体的B片顶升载板6163,供料推板613底部安装有穿过箱体611的顶升供料气缸6164,顶升供料气缸6164的活塞杆与B片顶升载板6163固定连接,B片顶升载板6163四周的供料推板613上安装有用于限制B片壳体水平移动的B片限位导向板6165,B片限位导向板6165上端待抓取面安装有一组B片激光传感器6166。
本发明一种火排自动组装线工作时,工人将火排的A片壳体一片一片摆放到A片输送机41的载具盘412上,A片输送机41将装有A片壳体的载具盘412输送至待抓取位,上料机械手42工作,X向驱动模组422和Z向驱动模组424联动将仿形块429移至A片壳体上,弹性组件428的设置保证仿形块429下压充分接触A片壳体的同时避免损伤产品,防止产品变形,压力传感器4212实时检测下压力,真空发生器4211带动真空吸盘4210负压,真空吸盘4210吸附A片壳体,上料机械手42将吸取A片壳体放置到载具冲压工装3的载具35上的产品仿形安装槽,转盘机构2驱动载具冲压工装3转至下一工位,与U片上料机构5相对,振动盘送料器51将火排U片振动输送至U片切料装置52的导料槽522里,滑台气缸524的活塞杆伸展带动防落挡板525移至导料槽522上方,放置U片因振动脱离导料槽522,待U片到位感应器523感应到U片时,U片上料装置53工作抓取U片,此时滑台气缸524退回,U片上料装置53将U片放置到载具35上A片壳体处,与之装配,辅压组件37工作,推杆气缸371和顶升气缸373联动将压板375压至U片上,定位U片安装位置,U片上料装置53退回,转盘机构2驱动载具冲压工装3转至下一工位,与B片供料上料机构6相对,推拉气缸615的活塞杆伸展将顶升供料组件616推至B片上料机械手62下方,顶升供料气缸6164的活塞杆伸展将B片顶升载板6163顶起,B片顶升载板6163上火排B片壳体沿B片限位导向板6165上移,待B片激光传感器6166感应到B片壳体,B片上料机械手62将B片壳体抓取后放置卡合再A片壳体上,辅压组件37退回,转盘机构2驱动载具冲压工装3转至下一工位,载具冲压工装3转至铆压机7的上模和下模之间,铆压机7工作将摆放好产品铆压到一起,转盘机构2驱动载具冲压工装3转至下一工位,下料机械手8将成品火排抓取后放置到指定位置,重复上述步骤。
本发明一种火排自动组装线,结构紧凑,运行平稳,能够替代人工自动组装火排,保证产品质量的同时提升效率,能够节约大量劳动力。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种火排自动组装线
- 一种火排自动铆压机