一种马氏体不锈钢2Cr13叶片的铁素控制方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及技术领域,具体是指一种马氏体不锈钢2Cr13叶片的铁素控制方法。
背景技术
2Cr13为马氏体不锈钢,其主要合金元素是铬、铁和碳。它具有较强的淬透性、较高的硬度和韧性,并且其耐腐性、热强性和冷变形性、减震性较好。20Cr13主要用于制作两类零部件:其一是用于制作抗弱腐蚀介质,并能承受载荷的零部件,如汽轮机叶片、水压机阀、螺栓、螺母等;其二是用于制作高韧性、不锈性并能承受冲击载荷的零部件,如刃具、叶片、紧固件、水压机阀、热裂解抗硫腐蚀设备等。
该种钢通常存在10%—20%左右的铁素体组织。由于钢中δ-铁素体的存在会影响到钢的热塑性、降低钢的强度并恶化钢的横向韧性和耐蚀性,因此,对于某些特殊要求的产品,如对钢的韧性要求高、承受冲击载荷的能力强的产品,需要尽可能的减少钢中δ-铁素体含量。
现行国家标准(GB/T8732-2004)中2Cr13的δ-铁素体的要求为不超过10%,最好控制在5%以下。
熔模铸造中,控制铁素体含量对铸造不锈钢耐腐蚀性能的影响,在很大程度上受制于其合金成分、热处理状态和工作状态等多种因素。
目前行业中普遍采用的控制铁素体含量有两种办法:一是控制钢的化学元素含量,如降低Cr含量,提高Ni含量;二是控制加热温度,当加热温度控制在1140-1160℃时,能有效地控制铁素体含量。这两种方法可以有效减少铁素含量,但是在制造具有高韧性的产品时,现存的方法均达不到产品所要求的精度。同时,控制化学含量的方法操作上比较繁琐,并未形成科学的成分含量标准。
所以,一种马氏体不锈钢2Cr13叶片的铁素控制方法成为人们亟待解决的问题。
发明内容
本发明的目的在于提供一种基于熔模铸造的马氏体不锈钢2Cr13的铁素控制方法,能够有效降低铁素含量至1%左右。
为实现上述目的,本发明提供的技术方案为:一种马氏体不锈钢2Cr13叶片的铁素控制方法,包括以下步骤:
步骤1:蜡件制作
蜡件制作采用3D打印技术进行制作快速成型件;
步骤2:蜡件组合
蜡件组合采用侧注浇注系统的方式进行组合;
步骤3:模壳制作
控制要点:温湿度、涂料粘度、风干质量、模壳加固质量;所述模壳的高温强度、湿强度、透气性与型腔表面质量均由此工序决定;
步骤4:熔炼与浇注
通过对2Cr13叶片常用元素对组织的影响分析,要满足δ-铁素体含量不超过5%,则按要求对化学成分含量进行控制,化学成分对2Cr13叶片的最终组织起至关重要的作用,按铸件材质要求进行配料,并对配料结果予以复核,化学成分的质量分数(wt%)如下:
C:0.2~0.24,Si:≤0.3,Mn:0.4-0.6,P:≤0.03,S:≤0.02,Ni:0.5-0.6,Cr:12~12.5,Cu:≤0.3;
步骤5:清壳和切割
1)初期使用等离子切割进行切割浇注系统,保留水口残根5mm以下;
2)注意工作场地的干净,防止磕碰伤铸件;
步骤6:成分化验
取样时,从铸造表面以下不小于6.4mm位置截取,按GB/T223.3~78规定的方法或能保证分析质量的其他方法进行化学成份分析,铸件化学成分应满足步骤4中化学成分的质量分数要求;
步骤7:初修
1)铸件表面吹砂后,对铸件进行初检;
2)使用氩弧焊机和相关产品铸件材质焊丝对铸件缺肉类缺陷实施焊补,焊缝必须打磨光滑,允许高出0.5mm,并记录焊补位置尺寸形状性质;
3)使用打磨工具去除外观多肉缺陷、水口余根;
步骤8:磁粉、X光检查
1)100%进行磁粉探伤检验,结果符合GB/T9444 01级要求;磁粉探伤后进行退磁处理,剩磁要求≤3Gs,超出规定的磁粉堆积,在图纸规定的公差范围内允许局部磨去,抛光后再重新检查;
2)100%进行射线检验,结果符合GB/T 5677和ASTM E446要求,其中,A类、B类、C类、D类不连续符合1级要求;
步骤9:退火与初校正
1)清理铸件表面的油渍、蜡渍、水渍、金属屑等杂物;
2)按熔模铸件要求实施装炉和退火(含同炉试棒);
3)根据铸件要求使用合适的检测工具进行检测,并使用校正工装对铸件实施校正;
4)对铸件划线检查;
5)在初校正时借助校正工装把铸件校正到符合技术要求,并划线做好检测基准;
6)按照图纸或验收技术条件中标准要求进行荧光检测;
步骤10:热处理
1)清理铸件表面的油渍、水渍等杂物。
2)按熔模铸件要求实施装炉和热处理(含同炉试棒);
3)使用检测工具与校正工装对铸件实施校正;
4)拉伸测试按GB/T228、冲击测试按GB/T229、硬度测试按GB/T 231.1规定进行,力学性能要求如下:
RP0.2:≥440MPa,Rm:≥590MPa,δ:≥15%,ψ:≥40%,AKV:≥39J,HB:195~235;
步骤11:内部组织检测
内部组织检测要求:力学性能合格后进行叶片本体过渡弧处的金相,组织为回火马氏体,δ-铁素体含量不超过5%;
步骤12:精修
铸件已完成初校正和热处理;去除异常波动、变形。
作为改进,所述步骤1的生产过程中通过检测工装及浸蜡手段,保证蜡件的一致性、尺寸精度以及表面粗糙度。
作为改进,所述步骤2为形成产品内部质量的主要手段,所述产品内部质量包括平稳充型、补缩、挡渣。
作为改进,所述步骤7中的初检包括外观质量、重量、尺寸、平面度检查以及铸件壁厚检查。
作为改进,所述步骤7中的打磨工具包括锉刀、平磨切割机、平磨机以及角磨头。
作为改进,所述步骤9中的检测工具包括平台、直尺、高度尺、游标卡尺以及测厚仪。
作为改进,所述步骤9中的荧光检测保证铸件不允许有冷隔、裂纹和穿透性的缺陷存在。
作为改进,所述步骤10中的热处理包括固溶处理与时效处理,所述固溶处理:≤500℃装炉,加热到1040-1060℃,保温1-1.2h分钟油冷;所述时效处理:≤400℃装炉,加热温度段到:温度650-670℃;保温1-1.2小时,空冷。
本发明与现有技术相比的优点在于:本发明能够有效的将铁素含量降到1%左右;内部组织结果符合要,铸件化学成分经检测符合要求,本体力学性能经检测符合要求,铸件表面质量磁粉探伤检验,经检测结果符合GB/T9444 01级要求;铸件内部质量射线检验,经检测结果符合GB/T 5677和ASTM E446要求,其中,A类、B类、C类、D类不连续符合1级要求。
附图说明
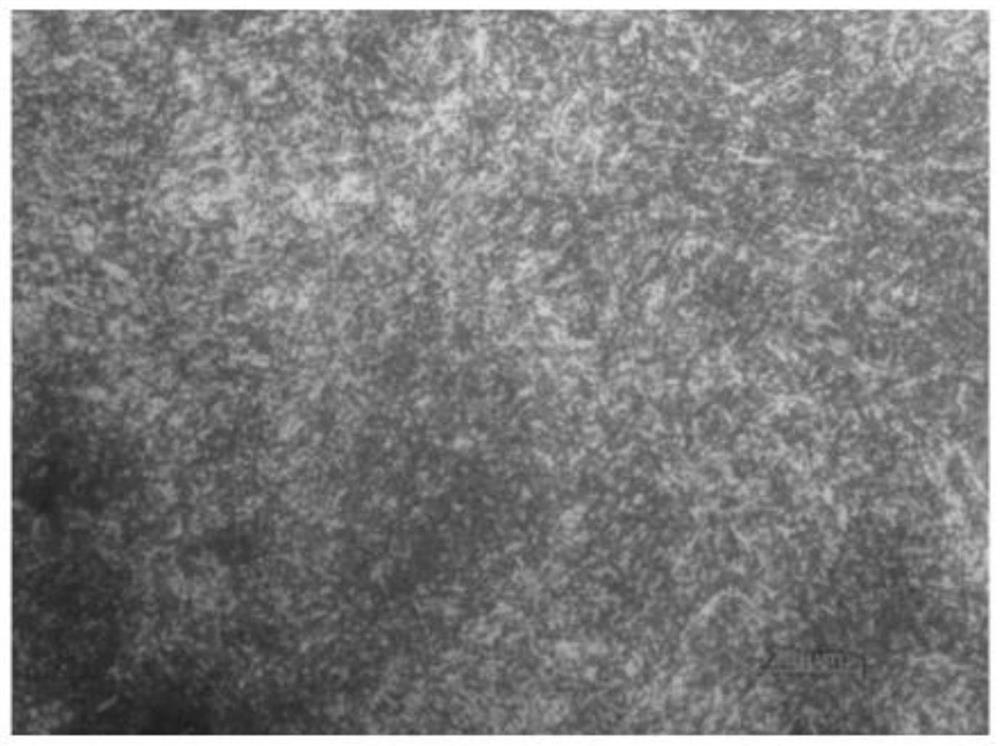
图1是本发明一种马氏体不锈钢2Cr13叶片的铁素控制方法的本体试样心部显微组织,500x图。
图2是本发明一种马氏体不锈钢2Cr13叶片的铁素控制方法的金相切取位置示意图。
具体实施方式
下面结合附图对本发明一种马氏体不锈钢2Cr13叶片的铁素控制方法做进一步的详细说明。
结合附图1-2,本发明的工作原理:
本发明主要是通过控制以上熔模铸造的标准流程中步骤4熔炼与浇注过程、步骤10热处理过程,铁素体含量控制的前提条件保证化学成分和力学性能控制要求,其各类要求相辅相成、相互关联。
各组织形成机理如下:
马氏体是由奥氏体极速冷却淬火形成。奥氏体与马氏体的不同在于,马氏体是碳在α-Fe中过饱和固溶体,体心立方结构;奥氏体是面心立方结构。
马氏体是是钢在热处理过程中的一种组织形态,不是一种平衡组织;平衡组织的形成需要很慢的冷却速度和足够时间的扩散,而马氏体是在非常快速冷却下形成。
铁素体是碳溶解在α-Fe中间隙固溶体,体心立方结构。
1、通过对2Cr13叶片常用元素对组织的影响分析,要满足δ-铁素体含量不超过5%,则按要求对化学成分含量进行控制,同时,按照化学成分之间相互关系以及组织形成机理进一步控制化学成分,C、N、Ni、Mn元素对铁素体的形成有抑制作用,Cr、Mo则促进铁素体的形成。化学成分对2Cr13叶片的最终组织起至关重要的作用。按铸件材质要求进行配料,并对配料结果予以复核,经检测符合化学成分要求见表1。
表1化学成分的质量分数(wt%)
2、依据组织结构形成机理以及铁素体含量在固溶热处理温度中变化,同时保证铸件力学性能要求(见表2)的前提下,固溶热处理过程温度参数设定为1040-1060℃,并进行油冷。经检测力学性能符合表2要求,内部组织经检测无铁素体含量,检测结果见图1,符合要求。
表2力学性能要求
本发明一种马氏体不锈钢2Cr13叶片的铁素控制方法的具体实施过程如下:
步骤1:蜡件制作
蜡件制作采用3D打印技术进行制作快速成型件,生产过程中通过检测工装及浸蜡手段,保证蜡件的一致性、尺寸精度以及表面粗糙度。
步骤2:蜡件组合
蜡件组合采用侧注浇注系统的方式进行组合。“蜡模组合”是精密铸造过程的关键过程之一,形成产品内部质量(包括平稳充型、补缩、挡渣等)的主要手段在此工序实施。
步骤3:模壳制作
控制要点:温湿度、涂料粘度、风干质量、模壳加固质量;所述模壳的高温强度、湿强度、透气性与型腔表面质量均由此工序决定。
步骤4:熔炼与浇注
通过对2Cr13叶片常用元素对组织的影响分析,要满足δ-铁素体含量不超过5%,则按要求对化学成分含量进行控制,化学成分对2Cr13叶片的最终组织起至关重要的作用,按铸件材质要求进行配料,并对配料结果予以复核,化学成分的质量分数(wt%)如下:
C:0.2~0.24,Si:≤0.3,Mn:0.4-0.6,P:≤0.03,S:≤0.02,Ni:0.5-0.6,Cr:12~12.5,Cu:≤0.3。
步骤5:清壳和切割
1)初期使用等离子切割进行切割浇注系统,保留水口残根5mm以下;
2)注意工作场地的干净,防止磕碰伤铸件。
步骤6:成分化验
取样时,从铸造表面以下不小于6.4mm位置截取,按GB/T223.3~78规定的方法或能保证分析质量的其他方法进行化学成份分析,铸件化学成分应满足步骤4中化学成分的质量分数要求。
步骤7:初修
1)铸件表面吹砂后,对铸件进行初检;检验项目:外观质量、重量、尺寸和平面度检查、铸件壁厚检查;
2)使用氩弧焊机和相关产品铸件材质焊丝对铸件缺肉类缺陷实施焊补,焊缝必须打磨光滑,允许高出0.5mm,并记录焊补位置尺寸形状性质;
3)使用锉刀、平磨切割机、平磨机、角磨头等,去除外观多肉缺陷、水口余根;
步骤8:磁粉、X光检查
1)100%进行磁粉探伤检验,结果符合GB/T9444 01级要求;磁粉探伤后进行退磁处理,剩磁要求≤3Gs,超出规定的磁粉堆积,在图纸规定的公差范围内允许局部磨去,抛光后再重新检查;
2)100%进行射线检验,结果符合GB/T 5677和ASTM E446要求,其中,A类、B类、C类、D类不连续符合1级要求;
步骤9:退火与初校正
1)清理铸件表面的油渍、蜡渍、水渍、金属屑等杂物;
2)按熔模铸件要求实施装炉和退火(含同炉试棒);
3)使用平台、直尺、高度尺、游标卡尺、测厚仪等进行检测,及校正工装等对铸件实施校正,以上工具根据铸件要求,进行选用;
4)对铸件划线检查;
5)在初校正时借助校正工装把铸件校正到符合技术要求,并划线做好检测基准;
6)按照图纸或验收技术条件中标准要求进行荧光检测;荧光检查:铸件不允许有冷隔、裂纹和穿透性的缺陷存在。
步骤10:热处理
1)清理铸件表面的油渍、水渍等杂物。
2)按熔模铸件要求实施装炉和热处理(含同炉试棒);固溶处理:≤500℃装炉,加热到1040-1060℃,保温1-1.2h分钟油冷;时效处理:≤400℃装炉,加热温度段到:温度650-670℃;保温1-1.2小时,空冷;
3)使用平台、校正胎具(工装)、直尺、游标卡尺、高度尺等对铸件实施校正;
4)拉伸测试按GB/T228、冲击测试按GB/T229、硬度测试按GB/T 231.1规定进行,力学性能要求如下:
RP0.2:≥440MPa,Rm:≥590MPa,δ:≥15%,ψ:≥40%,AKV:≥39J,HB:195~235;
步骤11:内部组织检测
内部组织检测要求:力学性能合格后进行叶片本体过渡弧处的金相,组织为回火马氏体,δ-铁素体含量不超过5%;
步骤12:精修
铸件已完成初校正和热处理;去除异常波动、变形。
以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
- 一种马氏体不锈钢2Cr13叶片的铁素控制方法
- 一种沉淀硬化型马氏体不锈钢δ铁素体的控制方法