一种利用精纺下脚料制备机织纱线的方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明属于纺织技术领域,特别涉及一种利用精纺下脚料制备机织纱线的方法。
背景技术
山羊绒属于稀有的特种动物纤维,是一种珍贵的纺织原料,具有细度细、手感柔软、滑糯、光泽等自然特性,素有“纤维之冠”、“软黄金”的美誉。近些年,随着高档精纺山羊绒及制品的不断开发,精纺羊绒纱线以其“华贵的骨干、如丝般的光泽”等特性迎来许多高端奢侈客户的青睐。同时,随着一些因素的变化,全球羊绒产、质量也在逐步呈下降趋势;而实际生活中精纺纱线制成率、落短、下脚料。
现有技术如申请公布号CN 104611800 A公开了一种高支精梳驼绒机织纱线;其工艺包括:在和毛工序将驼绒纤维和毛、加油、养生,经梳毛、头道针梳、二道针梳、三道针梳、精梳、四道针梳、末 道针梳制成精梳驼绒条;精梳驼绒条经前纺混条1工序混合加油养生;经前纺混条2工序,将质量百分比为50%的精梳驼绒条和50%的维纶条并合梳理成适合纺纱生产的熟条;熟条经前纺其它7道工序、细纱工序制成单纱;再依次经过络筒、并线、倍捻制成驼绒与维纶纤维混纺纱线,纱线经整经、织造制成制品,在正常洗缩过程中溶解除去水溶性维纶纤维得到高支精梳驼绒机织纱线及制成品。
发明内容
本发明的目的在于提供一种利用精纺下脚料制得机织纱线,将该机织纱线制成织物,该织物具有优良的弯曲性能(织物挺括性与成形性好)、保暖性、抗起毛起球性、透气性能且克重轻,综合性能优良。
本发明为实现上述目的所采取的技术方案为:
一种机织纱线,机织纱线所用原料为精纺下脚料经人工挑拣、分选、分类得到的羊绒原料;
羊绒原料长度为35~45mm,长度离散cv值为30~38%,细度为15~18μm,细度离散cv值为20~25%,单纤维强力为3.5~4.5cN,强力离散cv值为25~32%。
本发明还提供了一种利用精纺下脚料制备机织纱线的方法。
本发明为实现上述目的所采取的技术方案为:
一种利用精纺下脚料制备机织纱线的方法,包括以下工序:
和毛工序:将羊绒原料用自动和毛机开松、翻仓,然后将和毛油、(2-甲基正丁酰基)紫草素、强力剂加水稀释后喷洒在羊绒原料上并放置8h以上,闷仓20~24h后上机,控制上机回潮率,得到粗纱;
梳毛工序:将上述粗纱经梳毛机输出粗条;
细纱工序:将上述粗条经细纱机牵伸,加捻得到细纱;
络筒工序:将上述细纱经络筒机清纱、络筒工艺制得机织纱线。
本发明采用精纺下脚料制得机织纱线,在和毛工序中添加和毛油、(2-甲基正丁酰基)紫草素与强力剂,使该混合物均匀喷洒在羊绒原料表面,制得机织纱线,将其制成织物,使织物具有优良的弯曲刚度、保暖性,同时使机织纱线具有较低的克重以及优良的透气性与抗起毛起球性能;原因可能是(2-甲基正丁酰基)紫草素能够辅助和毛油与羊绒分散均匀,提高和毛油的乳化、易清洗作用,两者与其他成分起协同作用,均匀喷洒在羊绒纤维原料表面,各成分可能与羊绒原料表面存在的基团发生一定的物理化学作用,进而制得机织纱线,将其制成织物,提高了织物具有较高的弯曲刚度,即使织物具有优良的挺括性与成形性,同时降低了织物的传热系数以及提高了织物的透气性,使织物具有优良的保暖性与舒适性;除此之外,采用该机织纱线制成的织物克重轻、轻盈舒适,且具有较好的抗起毛起球性能,综合性能优于类似纱线制得的织物。
优选地,和毛工序中,和毛机开松1~3遍,喂入量铺层厚度为≤15cm,翻仓次数为≥2次,一是防止因和毛不匀而造成的纱线色差,二是防止因油水喷洒不匀,影响后道纺纱质量。
优选地,和毛工序中,和毛油为羊绒原料重量的2.5~4.5%,(2-甲基正丁酰基)紫草素为羊绒原料重量的0.05~0.1%,强力剂为羊绒原料重量的0.3~0.8%,水为羊绒原料重量的10~15%。
更优选地,强力剂为LF-190、ZJ-Z35或DR-916中的一种或几种混合。
优选地,上机回潮率控制在18~25%。
优选地,梳毛工序中,梳毛机喂毛斗的毛斗重量变异系数控制低于2%,搭接长度控制在2.5~3.5cm,纺纱为12~15支纱,喂毛量控制在400~500g,出条速度为15~20m/min,喂毛周期为60~75s,梳理隔距设置为在26支纱的基础上放大55~65%,风轮压深20~30%,以控制好梳毛机输出粗纱的质量指标。
优选地,梳毛工序中,粗条条重控制在0.05~0.15g/m。
优选地,梳毛工序中,纺纱车间温度应控制在20~28℃,相对湿度控制在60~80%,以有效控制粗条的均匀度。
优选地,细纱工序中,细纱机的牵伸倍数为1~1.5倍,捻缩为150~200mm,捻度为450~550T/m,更好地控制毛纱的条干和线密度,保证细纱线密度的稳定性。
优选地,络筒工序中,清纱工艺参数分别为:NSL
优选地,络筒工序中,络筒工艺参数为尾纱圈数为3~10,络筒定长为14000~15000m,络筒车速为600~800m/min,张力为30~40cN,每股为12~15支纱。
优选地,机织纱线的强度不低于4.4cN/tex。
本发明还公开了(2-甲基正丁酰基)紫草素在提高机织纱线透气性中的用途。
本发明由于采用精纺下脚料制得机织纱线,在和毛工序中添加和毛油、(2-甲基正丁酰基)紫草素与强力剂,使该混合物均匀喷洒在羊绒原料表面,制得机织纱线,将其制成织物,因而具有如下有益效果:该织物具有优良的弯曲刚度、保暖性,同时使机织纱线具有较低的克重以及优良的透气性与抗起毛起球性能;原因可能是(2-甲基正丁酰基)紫草素能够辅助和毛油与羊绒分散均匀,两者与其他成分起协同作用,均匀喷洒在羊绒纤维原料表面,各成分可能与羊绒原料表面存在的基团发生一定的物理化学作用,进而制得机织纱线,将其制成织物,提高了织物具有较高的弯曲刚度,即使织物具有优良的挺括性与成形性,同时降低了织物的传热系数以及提高了织物的透气性,使织物具有优良的保暖性与舒适性;除此之外,采用该机织纱线制成的织物克重轻、轻盈舒适,且具有较好的抗起毛起球性能,综合性能优于类似纱线制得的织物。因此,本发明是一种利用精纺下脚料制得机织纱线,将该机织纱线制成织物,该织物具有优良的弯曲性能(织物挺括性与成形性好)、保暖性、抗起毛起球性、透气性能且克重轻,综合性能优良。
附图说明
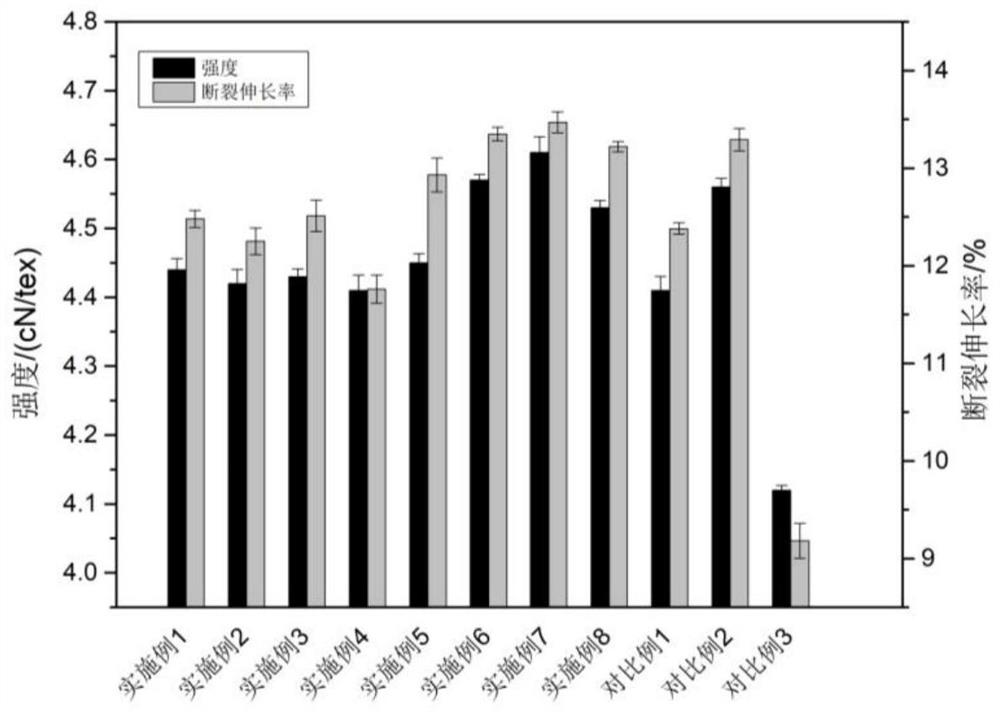
图1为机织纱线的强度;
图2为织物的弯曲刚度;
图3为织物的克重;
图4为织物的传热系数;
图5为织物的起球程度;
图6为织物的透气量。
具体实施方式
以下结合具体实施方式和附图对本发明的技术方案作进一步详细描述:
实施例1
一种利用精纺下脚料制备机织纱线的方法,包括以下工序:
和毛工序:将经过人工挑选、分类后的羊绒原料用自动和毛机开松2遍,喂入量铺层厚度控制在14.5cm,翻仓3次,一是防止因和毛不匀而造成的纱线色差,二是防止因油水喷洒不匀,影响后道纺纱质量;其中羊绒原料的长度为37.7mm,长度离散cv值为30%,细度为15.4μm,细度离散cv值为21%,单纤维强力为4.1cN,强力离散cv值为26.7%,然后将羊绒原料重量3.2%的和毛油、羊绒原料重量0.07%的(2-甲基正丁酰基)紫草素、羊绒原料重量0.6%的强力剂LF-190加入羊绒原料重量12.5%的水稀释后得到混合物,将该混合物喷洒在羊绒原料上并放置10h,闷仓22h后上机,控制上机回潮率为22.8%,得到粗纱;
梳毛工序:将上述粗纱采用YG136型条干均匀度仪检测每批粗纱的质量(线密度、粗细节和棉结等),如果发现指标超标立即检查原因并处理,保证每批粗条质量达到公司内控标准,其中梳毛机喂毛斗的每斗不匀率、过桥机毛网的折叠宽度和搭接长度、成条机构是控制梳毛质量的关键,其中梳毛机喂毛斗的毛斗重量变异系数控制1.3%,搭接长度控制在3.2cm,纺纱为12.5支纱,喂毛量控制在440g,出条速度为15m/min,喂毛周期为65s,梳理隔距设置为26支纱的基础上放大55%,风轮压深28%,便于及时起出锡林上的毛,降低锡林的梳理压力,且粗条条重控制在0.1g/m,其中纺纱车间温度应控制在24.6℃,相对湿度控制在67.3%,以有效控制粗条的均匀度;
细纱工序:将上述粗条采用FST03/480-CU环锭细纱机牵伸,牵伸倍数控制在1.35倍,捻缩为160mm,加捻,捻度为500T/m,得到细纱,更好地控制毛纱的条干和线密度,保证细纱线密度的稳定性;
络筒工序:将上述细纱经络筒机清纱,设置清纱工艺参数NSL
实施例2
一种利用精纺下脚料制备机织纱线的方法,包括以下工序:
和毛工序:将经过人工挑选、分类后的羊绒原料用自动和毛机开松1遍,喂入量铺层厚度控制在13.8cm,翻仓4次,一是防止因和毛不匀而造成的纱线色差,二是防止因油水喷洒不匀,影响后道纺纱质量;其中羊绒原料的长度为42.6mm,长度离散cv值为34.2%,细度为16.5μm,细度离散cv值为23%,单纤维强力为3.8cN,强力离散cv值为28.6%,然后将羊绒原料重量4.2%的和毛油、羊绒原料重量0.05%的(2-甲基正丁酰基)紫草素、羊绒原料重量0.5%的强力剂ZJ-Z35加入羊绒原料重量14.5%的水稀释后得到混合物,将该混合物喷洒在羊绒原料上并放置12h,闷仓24h后上机,控制上机回潮率为19.6%,得到粗纱;
梳毛工序:将上述粗纱采用YG136型条干均匀度仪检测每批粗纱的质量(线密度、粗细节和棉结等),其中梳毛机喂毛斗的毛斗重量变异系数控制1.1%,搭接长度控制在2.7cm,纺纱为14.5支纱,喂毛量控制在460g,出条速度为18m/min,喂毛周期为60s,梳理隔距设置为26支纱的基础上放大62%,风轮压深25%,粗条条重控制在0.12g/m,其中纺纱车间温度应控制在25.2℃,相对湿度控制在71.6%,以有效控制粗条的均匀度;
细纱工序:将上述粗条采用FST03/480-CU环锭细纱机牵伸,牵伸倍数控制在1.5倍,捻缩为190mm,加捻,捻度为510T/m,得到细纱,更好地控制毛纱的条干和线密度,保证细纱线密度的稳定性;
络筒工序:将上述细纱经络筒机清纱,设置清纱工艺参数NSL
实施例3
一种利用精纺下脚料制备机织纱线的方法,包括以下工序:
和毛工序:将经过人工挑选、分类后的羊绒原料用自动和毛机开松3遍,喂入量铺层厚度控制在13.5cm,翻仓4次,其中羊绒原料的长度为43.9mm,长度离散cv值为36.4%,细度为17.3μm,细度离散cv值为24.7%,单纤维强力为4.3cN,强力离散cv值为31.3%,然后将羊绒原料重量4.5%的和毛油、羊绒原料重量0.1%的(2-甲基正丁酰基)紫草素、羊绒原料重量0.8%的强力剂LF-190加入羊绒原料重量15%的水稀释后得到混合物,将该混合物喷洒在羊绒原料上并放置10h,闷仓24h后上机,控制上机回潮率为23.5%,得到粗纱;
其他工序均与实施例1相同。
实施例4
一种利用精纺下脚料制备机织纱线的方法,其他工序均与实施例1相同,与实施例1不同的是:
梳毛工序:将粗纱采用YG136型条干均匀度仪检测每批粗纱的质量(线密度、粗细节和棉结等),其中梳毛机喂毛斗的毛斗重量变异系数控制1.0%,搭接长度控制在3.5cm,纺纱为15支纱,喂毛量控制在450g,出条速度为20m/min,喂毛周期为65s,梳理隔距设置为26支纱的基础上放大60%,风轮压深30%,便于及时起出锡林上的毛,降低锡林的梳理压力,且粗条条重控制在0.09g/m,其中纺纱车间温度应控制在24.8℃,相对湿度控制在73.8%,以有效控制粗条的均匀度。
实施例5
一种利用精纺下脚料制备机织纱线的方法,其他工序均与实施例1相同,与实施例1不同的是:
络筒工序:将上述细纱经络筒机清纱,设置清纱工艺参数NSL
实施例6
为了使机织纱线具有优良的机械强度,以及将其制成织物,进一步提高织物的透气性与保暖性,采取的优选措施还包括:
在和毛工序中添加羊绒原料重量0.01~0.05%的迷迭香酸甲酯,其与和毛油、成分之间相互作用,可能增强分子间的作用力,再与羊绒原料结合,使该混合物与羊绒原料表面存在的基团结合,以得到机织纱线,提高了机织纱线的强度与断裂伸长率,即使机织纱线具有优良的机械性能;将其制成织物,进一步提高了织物的透气性以及降低了织物的传热系数,使织物具有较好的保暖性。具体实施方式如下:
一种利用精纺下脚料制备机织纱线的方法,其他工序均与实施例1相同,与实施例1不同的是:
和毛工序:将经过人工挑选、分类后的羊绒原料用自动和毛机开松2遍,喂入量铺层厚度控制在14.5cm,翻仓3次,一是防止因和毛不匀而造成的纱线色差,二是防止因油水喷洒不匀,影响后道纺纱质量;其中羊绒原料的长度为37.7mm,长度离散cv值为30%,细度为15.4μm,细度离散cv值为21%,单纤维强力为4.1cN,强力离散cv值为26.7%,然后将羊绒原料重量3.2%的和毛油、羊绒原料重量0.07%的(2-甲基正丁酰基)紫草素、羊绒原料重量0.01%的迷迭香酸甲酯、羊绒原料重量0.6%的强力剂LF-190加入羊绒原料重量12.5%的水稀释后得到混合物,将该混合物喷洒在羊绒原料上并放置10h,闷仓22h后上机,控制上机回潮率为22.8%,得到粗纱。
实施例7
一种利用精纺下脚料制备机织纱线的方法,其他工序均与实施例6相同,与实施例6不同的是:和毛工序中,迷迭香酸甲酯的用量为羊绒原料重量的0.03%。
实施例8
一种利用精纺下脚料制备机织纱线的方法,其他工序均与实施例6相同,与实施例6不同的是:和毛工序中,迷迭香酸甲酯的用量为羊绒原料重量的0.05%。
对比例1
一种利用精纺下脚料制备机织纱线的方法,其他工序均与实施例1相同,与实施例1不同的是:和毛工序中不添加(2-甲基正丁酰基)紫草素。
对比例2
一种利用精纺下脚料制备机织纱线的方法,其他工序均与实施例6相同,与实施例6不同的是:和毛工序中不添加(2-甲基正丁酰基)紫草素。
对比例3
将普通机织纱线作为对比例3。
试验例1
1. 机织纱线强度的测定
采用YG0061型电子单纱强力仪,参照GB/T3916-1997《纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定》进行测试。
图1为机织纱线的强度。从图1可以看出,实施例1-5中机织纱线的强度不低于4.4cN/tex,断裂伸长率高于11.7%,对比实施例1与对比例1、实施例6与对比例2,实施例1中机织纱线的强度、断裂伸长率与对比例1无明显差别,实施例6中机织纱线的强度、断裂伸长率与对比例2也无明显差别,这说明在制备机织纱线的过程中添加(2-甲基正丁酰基)紫草素,对纱线的强度、断裂伸长率几乎无影响;实施例6-8的强度高于4.52cN/tex,断裂伸长率高于13.2%,对比实施例1与实施例6-8、对比例1与对比例2,实施例6-8中机织纱线的强度、断裂伸长率高于实施例1,对比例2中机织纱线的强度、断裂伸长率高于对比例1,这说明在制备机织纱线的过程中添加迷迭香酸甲酯,提高了纱线的强度与断裂伸长率;可能是因为迷迭香酸甲酯与和毛油、成分之间相互作用,可能增强分子间的作用力,再与羊绒原料结合,使该混合物与羊绒原料表面存在的基团结合,进而提高了纱线的机械性能。对比实施例1-5与对比例3,实施例1-8中机织纱线的强度与断裂伸长率高于对比例3,这说明采用本技术方案制得的机织纱线具有优良的机械性能。
试验例2
将各试验组的机织纱线按照常规技术制成相应织物,测定织物的性能。
1. 织物弯曲性能的测定
由于弯曲刚度大,织物不易弯曲较硬挺,身骨好挺括;弯曲刚度小织物易弯曲较柔软活络。根据BS:3356(1961)标准计算织物的弯曲刚度;因该仪器采用光电管探测织物边缘,测试时注意要缓慢均匀向前推动织物,每组试样平行测试5次。
图2为织物的弯曲刚度。从图2可以看出,实施例1-5的经向弯曲刚度高于6.5μN·m、纬向弯曲刚度高于4.5μN·m,对比实施例1与对比例1、实施例6与对比例2,实施例1的弯曲刚度高于对比例1、实施例6的弯曲刚度高于对比例2,这说明在制备机织纱线的过程中添加(2-甲基正丁酰基)紫草素,并制成织物,提高了织物的弯曲性能,使织物具有较好的挺括性与成形性;对比实施例1与实施例6-8、对比例1与对比例2,实施例6-8的起球程度与实施例1无明显区别,对比例2的起球程度与对比例1也无明显区别,这说明在制备机织纱线的过程中添加迷迭香酸甲酯,对织物的弯曲性能无明显影响;对比实施例1-8与对比例3,实施例1-8的弯曲刚度高于对比例3,这说明采用本技术方案制得的机织纱线,并制成织物,使织物具有较高的弯曲刚度,即具有优良的挺括性与成形性。
2. 织物单位面积质量测试
取尺寸为10×10cm织物,电子天平上称重,计算其平方米克重。每组试样平行测试5次。
图3为织物的克重。从图3可以看出,实施例1-5中织物的克重低于175g/m
3. 织物导热性的测定
导热性指织物与外界环境交换热量的能力,织物传热系数越大,热传递性能越好,保温性越差;裁取尺寸为30×30cm试样,设置保温板温度为35℃,放置在试验板上进行测试,得到织物传热系数,每组试样进行5次平行实验。
图4为织物的传热系数。从图4可以看出,实施例1-5的传热系数低于142,对比实施例1与对比例1、实施例6与对比例2,实施例1的传热系数低于对比例1、实施例6的传热系数低于对比例2,这说明在制备机织纱线的过程中添加(2-甲基正丁酰基)紫草素,并制成织物,降低了织物的传热系数,即降低织物的热传递性能,进而使织物具有优良的保暖性能;对比实施例1与实施例6-8、对比例1与对比例2,实施例6-8的传热系数稍低于实施例1、对比例2的传热系数稍低于对比例1,这说明在制备机织纱线的过程中添加迷迭香酸甲酯,对织物的保暖性能有稍微的提升;对比实施例1-8与对比例3,实施例1-8的的传热系数低于对比例3,这说明采用本技术方案制得的机织纱线,并制成织物,该织物具有较好的保暖性能。
4. 织物起毛起球性能的测定
使用箱式起毛起球仪,参照GB/T4802.3-2008《纺织品 织物起毛起球性能的测定第3部分起球箱法》进行测试。
图5为织物的起球程度。从图5可以看出,实施例1-5中织物的起球程度不高于2.75mg·(100cm
5. 织物透气性的测定
采用YG461D型织物透气仪测定织物的透气性,参照GB/T 5453-1997,对不同试样进行透气性测试。其中,测试织物面积为20cm
图6为织物的透气量。从图6可以看出,实施例1-5中织物的透气量高于2830/(L·m
本发明的操作步骤中的常规操作为本领域技术人员所熟知,在此不进行赘述。
以上实施方式仅用于说明本发明,而并非对本发明的限制,本领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型。因此,所有等同的技术方案、也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。
- 一种利用精纺下脚料制备机织纱线的方法
- 一种利用纺织下脚料制备多彩复合纱线的方法及开松装置