一种具有液压增压功能的液压机
文献发布时间:2023-06-19 11:59:12
技术领域
本发明涉及液压成型设备技术领域,具体为一种具有液压增压功能的液压机。
背景技术
目前,在采用液压机进行挤压、精锻、液态模锻等大型金属零件的精密成形时,往往需要很大的成形力,以满足材料变形的要求;同时需要很大的工作行程,来满足开模空间的要求。对此一般是采用大型的液压机来解决问题,大行程、大压力的大型液压机,主要方法是通过增加液压缸的直径或数量来加大液压机的压力,通过增加液压缸的高度来增加液压机的行程,而大直径液压缸结构必然造成液压机结构庞大,价格高,液压系统复杂,安装和维护困难,工作速度较低,因而大大增加了生产成本。也有采用增加液体压力的方法,这种方法必然会对液压系统提出更高的要求,其制造和设计成本大大提高,且液压系统承受的压力过大,会造成管路泄漏,控制元件失灵,后期的维护成本偏高。
采用常规的增压机构进行增压,是液压机构的一种常见增压方法,但会大大增加液压缸的高度,对于大行程的液压机则更无能为力;也有采用串联使用双液压缸的方法增加压力,其液压缸的高度要增加一倍。
发明内容
为解决上述技术问题,本发明的目的是提出一种具有液压增压功能的液压机,本方案能够产生较大的工作压力,并且具有快速开合模行程,以满足大型金属零件塑性成形的需要。
本发明采用的技术方案是:一种具有液压增压功能的液压机,包括机架、安装在机架上的液压缸组件以及液压系统,所述的液压缸组件自下至上依次为主液压缸、增压缸以及控制缸,所述增压缸的增压活塞中设有连通进油口和主液压缸上腔的主油路,液压系统输出的液压油通过所述主油路导入主液压缸的上腔,并带动主液压缸的活塞运动,所述控制缸由液压系统驱动,控制活塞下移时封堵所述的主油路,使主液压缸的上腔与液压系统的油路隔离并形成一封闭的液压腔,控制活塞与增压活塞同步下行,对所述封闭的液压腔内施压,驱动主液压缸输出动力,使液压机产生增压动作。
作为优选方案,所述主液压缸、增压缸以及控制缸的下腔分别通过独立的油孔和液压系统连通。
作为优选方案,所述的控制缸采用具有增压功能的液压缸结构。
作为优选方案,所述控制缸的控制活塞内设有连通进油口和增压缸上腔的油孔,所述油孔的下端经所述控制活塞侧壁上的孔连通增压缸的上腔。
作为优选方案,所述控制缸的上腔通过油孔与液压系统连通,所述油孔与控制活塞的油孔、增压活塞的油孔形成主油路,能够将液压系统的液压油导入主液压缸上腔。
作为优选方案,所述增压缸的上腔通过油孔与液压系统连通,所述油孔与增压活塞的油孔形成主油路,能够将液压系统的液压油导入主液压缸上腔。
作为优选方案,所述的控制活塞的下端设有凸台结构,在增压活塞的上表面设有与凸台结构相匹配的凹槽结构,增压活塞的油孔对应的进口端位于所述凹槽结构内,通过驱动控制活塞上移或者下移对增压活塞中的油孔打开或者封堵。
作为优选方案,控制活塞的活塞杆下端具有凸锥台结构,增压活塞的上表面具有凹锥台结构,增压活塞的油孔对应的进口端位于所述凹锥台结构内,凸锥台结构与凹锥台结构组成随动锥阀机构,在所述随动锥阀机构打开的状态下,液压系统的液压油通过主油路直接流入主液压缸的上腔;当随动锥阀机构闭合的状态下,使主液压缸的上腔与液压系统间的主油路隔离。
本发明的有益效果是:
其一、本方案通过优化设计,具体为:所述的液压缸组件自下至上依次为主液压缸、增压缸以及控制缸,所述增压缸的增压活塞中设有连通进油口和主液压缸上腔的主油路,液压系统输出的液压油通过所述主油路导入主液压缸的上腔,并带动主液压缸的活塞运动,所述控制缸由液压系统驱动,控制活塞下移时封堵所述油路,使主液压缸的上腔与液压系统的油路隔离后形成一封闭的液压腔,控制活塞与增压活塞同步下行,对所述封闭的液压腔内施压,驱动主液压缸输出动力,使液压机产生增压动作。该结果具有如下优点:由液压系统为主液压缸的快速下行和回程运动提供动力,在需要高压输出时,可由液压系统驱动控制缸关闭主液压缸上腔的油路,增压缸为主液压缸提供高压压力,液压机产生增压动作,同时,在高压输出时,主液压缸的上腔已形成封闭的液压腔,液压缸的高压腔与液压系统完全隔离,因而液压系统的所有元器件均在低压常压下运行,安全性高,不易出现泄漏现象,工作寿命长;其次,该方案中主液压缸的高压与低压的换位具有主动性,随时可以由低压换成高压,或由高压换成低压,具有较好的适用性;
进一步的,控制缸的活塞在对增压缸的进行启闭的同时,其本身还具有增压的功能,从而可以实现双增压缸增压,增压倍数大;在相同的增压倍数下,可缩小增压缸的直径;在相同的设备压力(吨位)条件下,本方案中采用的主液压缸的直径要远小于目前大型液压机中液压缸的直径,可以有效减小设备尺寸,因为大吨位压机和横梁尺寸会受液压缸直径的约束而不能做小,而液压缸直径减小后可使横梁尺寸缩小,横梁厚度尺寸也可相应缩小,因而制造成本显著降低,且由于塑性成形的压力工作行程远小于空载行程,增压活塞的行程不需要太大,增压活塞的存在使液压缸轴向的尺寸变化也不大,结构比较紧凑。因而,可明显降低设备成本。
其二、本方案中,采用直径较小的主液压缸,压力机在快速下行和回程时,需要的供油量小,可以加快运动速度,并减小对液压系统的动力要求。空载下行和处于常压(液压系统压力)运动时,增压活塞不运动,只有在进行增压时才运动,由于一般的液压机在(塑性成形)工作时,大部分为空载下行和常压运动,高压成形的距离很短,因此,增压缸的高度可以做得很小,工作时需要的供油量也比常规的增压系统明显减少。
其三、可以进行快速空载下行,慢速合模和加压成形动作,避免对模具的冲击;回程时,可以先卸压,使模具慢速打开,然后快速回程。说明本液压机具有“快速下行、慢速加压、慢速卸压、快速回程”的特点,有利于提高生产效率和节能降耗,且动作连续操作方便。
其四、一般情况下,高压成形(对坯料进行塑性成形)时要求主液压缸为慢速下行,液压系统的供油功率小,因而可减少液压系统的复杂性及成本,也明显减小运行成本,具有明显的经济效益和社会效益。
附图说明
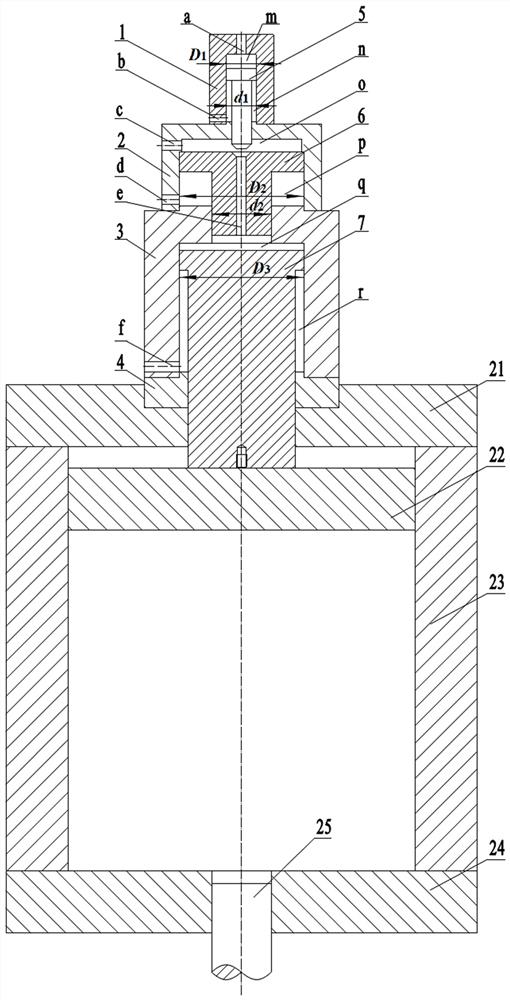
图1是本发明第一种实施方式中液压机的结构示意图;
图2是本发明第二种实施方式中液压缸组件的结构示意图;
图3是本发明第三种实施方式中液压缸组件的结构示意图。
附图标记:1.控制缸,1′.上缸盖,2.增压缸,2′.组合缸,3.主液压缸,4.下缸盖,5.控制活塞,6.增压活塞,7.主活塞,21.上横梁,22.活动横梁,23.立柱,24.下横梁,25.顶出缸,a、b、c、d、e、f.油孔,m、n、o、p、q、r.油腔。
具体实施方式
下面,通过示例性的实施方式对本发明进行具体描述。然而应当理解,在没有进一步叙述的情况下,一个实施方式中的元件、结构和特征也可以有益的结合到其它实施方式中。
需要说明的是:除非另做定义,本文所使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。“包括”等类似的词语指出现在“包括”前面的元件或者物件涵盖出现在“包括”后面列举的元件或者物件及其等同,但并不排除其他具有相同功能的元件或者物件。
各元件或零件向下方向运动称为“下行”,向上方向运动称为“回程”;“低压”是指液压系统输出的压力,“高压”是指经过增压缸增压后产生的压力;“供油”是指液压系统通过油路向液压缸的液压腔输送液压油,“回油”是指液压腔的液压油通过油路回流到液压系统的油箱中,“吸油”是指液压系统的油箱中液压油通过油路吸入到液压腔中。
下面结合附图1-3详细描述本发明的三种实施方式的具体结构:
实施例1、
本实施例1,一种具有液压增压功能的液压机,如图1所示,包括主机和用于控制主机的液压系统,所述主机包括由上横梁21、活动横梁22、立柱23、下横梁24构成的机架,安装在上横梁21上的液压缸组件,安装在下横梁24上的顶出缸25。
本实施例中,所述液压缸组件包括控制缸1,增压缸2,主液压缸3,下缸盖4,通过螺钉固定连接;
控制缸1内滑动密封配合安装有控制活塞5,通过控制活塞5将控制缸分割为上腔m和下腔n;增压缸2内滑动密封配合安装有增压活塞6,通过增压活塞6将增压缸分割为上腔o和下腔p;主液压缸3内滑动密封配合安装有主活塞7,通过主活塞7将主液压缸分割为上腔q和下腔r;
控制活塞5、增压活塞6、主活塞7与缸壁间通过密封圈进行滑动密封;各活塞的活塞杆与缸体或缸盖间通过密封圈进行滑动密封;缸体与缸体间或与缸盖间采用固定密封。
液压系统通过油孔a与控制缸上油腔m连通,通过油孔b与控制缸的下油腔n连通;通过油孔c的与增压缸的上油腔o连通,通过油孔d与增压缸的下油腔p连通,通过油孔f与主油缸的下油腔r连通。
增压活塞6中设置有油孔e,通过油孔e将增压缸的上腔o与主液压缸的上腔q连通,油孔c和油孔e构成主油路,所述主油路导通时,液压系统的液压油通过主油路直接进入主液压缸3的上腔q,推动主活塞7下行;
在控制活塞5的活塞杆的下端具有凸锥台结构,在增压活塞6的上表面具有凹锥台结构,所述凹锥台结构与控制活塞5的凸锥台结构形状相符,当凸锥台与凹锥台接触时能够将油孔e封堵,即实现对主油路的封堵,从而实现对主液压缸的上腔q的密封。
基于上述分析,可以理解:控制活塞5的活塞杆的凸锥台结构与增压活塞6上的凹锥台结构组成随动锥阀机构。当控制缸1不工作时,所述随动锥阀机构打开,会使油孔e敞开,液压系统的液压油能够通过主油路直接流入主液压缸的上腔q,使主活塞7下行,实现液压机的快速下行和低压下行;当油孔a供油,油孔b回油,控制活塞5下行,使所述随动锥阀机构闭合,主油路断开,液压系统的液压油通过油孔c进入增压缸2的上腔o,油孔d排油,增压活塞6下行,对主液压缸3的上腔q施以高压,使主活塞7下行,实现液压机的高压下行。这说明:通过控制活塞的动作,实现随动锥阀机构开启与闭合,进而控制主油路的通断,实现对主液压缸的压力控制。
该液压机对工件进行高压塑性成形的控制方法,成形动作如下:
液压机停止工作时,液压系统将油孔a、b、c、d、f封堵。
1)液压机快速下行:油孔f打开,通往油孔c的充液阀打开,主活塞7靠重力快速下行,油箱中的液压油通过油孔c、e及油腔0组成的主油路快速流入主液压缸3的上腔q中,下腔r中的液压油通过油孔f流回油箱;
2)液压机慢速下行:液压系统的充液阀关闭,液压油慢速通过主油路进入增压缸的上腔r中,主活塞7慢速下行,下腔r中的液压油通过油孔f流回油箱;
3)液压机低压成形:安装在液压机上的模具闭合,系统压力升高到系统工作压力,液压系统正常供油,对坯料进行低压成形;
4)液压机高压成形:油孔a导通供油,油孔b回油,油腔m的压力迫使控制活塞5下行,随动锥阀机构闭合,主油路断开;同时,油孔e回油,油腔m和油腔o处于压力状态,使控制活塞5与增压活塞6同步下行,对封闭的液压腔q施压,迫使主活塞7下行,对工件产生高压,使其成形;
其中,由于控制活塞5只是用作随动锥阀机构使用,直径
若
本实施例采用了小直径的控制缸,可以降低液压缸的成本;
在增压成形过程中,在相同的供油量的情况下,主液压缸的下行速度为低压下行时的1/
5)液压机减压:油孔b进油,油孔a回油,控制活塞5回程,油腔q减压,直至随动锥阀机构开启,主油路导通。
6)液压机快速回程:油孔b、d、f进油,油孔a、c回油,控制活塞5、增压活塞6回程,主活塞7快速回程。
实施例2、
如图2所示,一种具有液压增压功能的液压机,其结构与实施例1基本相同,不同点是将控制缸和控制活塞的直径加大,使控制缸具有增压缸的作用,与下方的增压缸共同组成双增压缸增压输出,具有增压倍数大的特点。
本实施例中,将控制缸直径加大到与增压缸相同直径并与增压缸做成一体结构,形成组合缸2′,并增加了上缸盖1′,工作原理和实施例1相同。
为了更清晰的描述本实施例,下面将组合缸2′中的上缸定义为控制缸,下缸定义为增压缸;
在本实施例中,设控制缸的直径为
若
当m腔和o腔同时加压,n腔和p腔回油,则,增压倍数
若
实施例3、
本实施例,一种具有液压增压功能的液压机,如图3所示,基本结构与实施例2基本相同,不同点是局部油路的不同。
为了更清晰的描述本实施例,下面将组合缸2′中的上缸定义为控制缸,下缸定义为增压缸;
与实施例2相比,实施例3去掉了增压缸上腔o通往液压系统的油孔c,将其改设在控制活塞5内,具体讲,在控制活塞5中设置有油孔c,油孔c的下端不是直通,而是从侧壁开有多个侧孔,通过油孔c的将控制缸的上腔m与增压缸的上腔o连通,油孔a、c、e组成液压油进入主液压缸上腔q的主油路。
本实施例的成形动作如下:
液压机停止工作时,液压系统将油孔a、b、d、f封堵。
1)液压机快速下行:油孔f打开,通往油孔a的充液阀打开,主活塞7靠重力快速下行,油箱中的液压油通过主油路快速流入主油缸的上腔q中,下腔r中的液压油通过油孔f流回油箱;
2)液压机慢速下行:液压系统的充液阀关闭,液压油慢速通过主油路进入增压缸的上腔中,主活塞7慢速下行,下腔r中的液压油通过油孔f流回油箱;
3)液压机低压成形:安装在液压机上的模具闭合,系统压力升高到系统工作压力,液压系统正常供油,对坯料进行低压成形;
4)液压机高压成形:油孔b导通回油,由于控制活塞的面积大于其活塞杆的面积,油腔m对控制活塞的作用力大于o腔对其活塞杆的作用力,迫使控制活塞5下行,随动锥阀机构闭合,主油路断开,接着,油孔d回油,油腔m和油腔o处于压力状态,使控制活塞与增压活塞一起下行,对封闭的液压腔q施压,迫使主液压活塞7下行,对工件产生高压,使其成形。
设,控制缸的直径为
增压缸的增压倍数
若
即具有7倍的增压倍数。
5)液压机减压:油孔b进油,油孔a回油,控制活塞5回程,油腔q减压,直至随动锥阀机构开启,主油路导通。
6)液压机快速回程:油孔b、d、f进油,油孔a回油,控制活塞5和增压活塞6回程,主活塞7快速回程。
以上是本发明的3个实施例,其基本方法是,首先由液压系统为主液压缸供油,使主液压缸快速下行,当主液压缸到达工作位置时,控制活塞运动使随动锥阀机构闭合,主油路断开,使增压缸工作,为主液压缸提供高压油,对工件施加高压慢速成形。
当所述随动锥阀机构打开,会使主油路敞开,液压系统的液压油能够直接流入主液压缸的上腔q,使主活塞7下行,实现液压机的快速下行和低压下行;当所述随动锥阀机构闭合,会使主油路封堵,液压系统的液压油进入控制缸和增压缸的上腔,通过增压缸的活塞杆对主液压缸施压,使主活塞7下行,实现液压机的高压下行。通过控制缸实现随动锥阀机构开启与闭合,从而实现液压系统对油腔q的压力控制。
以上可知,本发明具有增压功能的液压机可以实现快速上下运动,具有较大的开合模行程,便于工艺操作;在进行成形运动时,具有较大的增压作用和较慢的下行速度,符合对塑性成形的工艺要求。
进一步讲,实现高压成形动作是通过控制增压缸的压力来主动产生的,液压机何时快速下行、何时慢速下行、何时低压成形、何时高压成形等,都可以通过液压系统自动控制。本发明液压机可以单独进行低压成形,以完成压力较小的零件的成形,也可以单独进行高压成形,以完成压力较大的零件的成形,也可以先低压后高压或先高压后低压成形。例如,对于车轮挤压成形,需要大行程空载下行,大行程低压镦粗过程,和小行程高压挤压成形车轮过程,就可以采用先快速下行,再低压镦粗,再高压挤压成形的动作;还适合进行如动态超塑性成形时的先大压力预成形接着进行小压力超塑性成形的情况。一般情况下,成形工艺要求大的空行程和较小的工作行程,由此,造成的增压缸的行程并不大,因而,本发明的液压缸高度要远比直接增压或双缸串联增压结构的液压缸低的多。
本发明除了主液压缸上腔在高压成形时处于高压,液压缸其它部位与整个液压系统均处于低压状态,设备的密封和操作性能不受影响。
本发明实施例的增压缸直径和主液压缸的直径相同,增压缸直径也可以小于主液压缸的直径。本发明实施例中的增压活塞的设为活塞杆直径的2倍,控制活塞的设为活塞杆直径的2倍,在其他实施例中也可以有不同的设置。
设置不同的增压活塞及活塞杆的尺寸,可以得到不同的增压倍数,但要受主液压缸活塞与缸体间密封效果的影响。鉴于目前的密封环技术,液压缸的压力可以达到300MPa以上,因而本发明可以实现较大的增压倍数,以明显减小液压缸尺寸。同时可以相应减小液压系统的动力输出,从而有效降低设备成本和使用成本。具有明显的经济效益和社会效益。
在增压成形过程中,在相同的供油量的情况下,主液压缸的下行速度为直接供油时的1/
在本发明实施例控制活塞5的活塞杆的底部设置成凸锥台结构,增压活塞6的上表面设置成凹锥台结构,两者组合组成随动锥阀机构,也可以将控制活塞5的活塞杆的底部设置为平底,同时下增压活塞6的上表面设置成平面,控制活塞5的活塞杆的底面与增压活塞6的上表面的对应面形成随动平阀机构,实现对油孔e的启开与封堵。
本发明控制缸的下腔n通过油孔b与液压系统连通,用于控制活塞5的运动,也可以在下腔n的活塞杆上套装弹簧,用于控制活塞5的回程,此时油孔b可以不与液压系统连通。
本发明实施例中是将液压机应用于塑性成形加工中,该液压机同样可以用于液态模锻、精密锻造等大型零件的成形工艺。
本实施例主液压缸采用活塞缸,也可以采用柱塞缸,同时增加2个小活塞缸用于压机的快速下行和回程。
应当指出,虽然通过上述实施方式对本发明进行了描述,然而本发明还可以有其他的多种实施方式。在不脱离本发明精神和范围的前提下,熟悉本领域的技术人员显然可以对本发明做出各种相应的改变和变形,但这些改变和变形都应当属于本发明所附权利要求及其等效物所保护的范围内。
- 一种具有液压增压功能的液压机
- 包括具有启动马达功能的液压机械的具有台阶式辊叶片和流体动力系统的液压机械