一种传动轴的异形管与羊角叉组件的装配机
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及农业机械技术领域,具体地说是一种传动轴的异形管与羊角叉组件的装配机。
背景技术
羊角叉是传动轴的主要部件,羊角叉在铸造或锻压后,需要进行与传动轴上的异形管的装配孔对接,目前,羊角叉与传动轴上的异形管的对接是手工操作, 即先将羊角叉与异形管的装配孔相对,再放在压机上将异形管的内孔压入羊角叉的轴段,如果对接不准或羊角叉倾斜则会导致产品无法装配或异形管受压弯曲变形而报废。此外手工操作效率低下,无法满足日益增加的产能需求。
发明内容
为了解决现有技术的缺陷, 本发明的目的是要提供一种传动轴的异形管与羊角叉组件的装配机,将异形管置于装配机的异形管定位支座组件上由异形管锁紧工装架组件将其定位, 将羊角叉置于装配机的羊角叉定位工装座组件上由锁紧压板将其定位, 利用异形管定位支座组件和羊角叉定位工装组件控制异形管的内孔与羊角叉的轴段的同心度,启动油泵推动液压顶针推进异形管的内孔与羊角叉的轴段外径对接之后控制油泵换向阀,液压顶针复位,再将对接装配好的异形管与羊角叉连接组件与装配机分离,周而复始,安全可靠、快捷、无损、高效,操作者只需装卸异形管和羊角叉即可,有效的解放了劳动力,极大的提高了工作效率。
为了实现上述目的,本发明的技术方案是:
一种传动轴的异形管与羊角叉组件的装配机,其特征在于:该装配机由机体1、羊角叉定位工装组件2、异形管定位支座组件11、异形管锁紧工装组件3、液压推进杆6、液压推进杆支座组件5、推进杆顶针4、液压推进器7、油泵10、油箱12、电源开关16、油泵启动按钮13、换向阀第一按钮14、换向阀第二按钮15构成,所述的装配机的机体1为箱体形,机体1的台面1h上设有U形槽1a,U形槽1a由前侧板1o、后侧板1n和左侧板1e构成,左侧板1e上设有液压推进器装配孔1g和液压推进杆中心孔1f,机体1的正面设有控制面板1c和装配油泵10、油箱12的支架1i和支撑板1b,控制面板1c上设有装配电器开关按扭16的第一通孔1d、油泵控制按扭13的第二通孔1j、换向阀第一按扭14的第三通孔1k、换向阀第二按钮15的第四通孔1m,在前侧板1o设有连接异形管锁紧工装组件3的绞支座1q,在U形槽1a底部设有3-9列内螺纹孔1p,机体1的控制面板1c上装配电源开关16、油泵启动按钮13、换向阀第一按扭14、换向阀第二按钮15,机体1的侧面板1e上联接装配液压推进器7,液压推送器7上联接装配液压推进杆6,U形槽1a内以次设有液压推进杆支座组件5、异形管定位支座组件11、羊角叉定位工装组件2,液压推进杆支座组件5上装配液压推进杆6,液压推进杆6的端头联接装配推进杆顶针4,在异形管定位支座组件11的上方U形槽1a的前侧板1o上设有联接装配异形管锁紧工装组件3,U形槽1a的端头联接装配羊角叉定位工装座组件2,机体1的左侧台面1h下方装配油泵10、油箱12,油泵10、油箱12与支撑板1b连接固定在一起,支撑板1b下方设有支架1i,支撑板1b与支架1i连接固定在一起,支架1i与机体1连接固定在一起。
所述的羊角叉8的羊角叉定位工装座组件2由把手2a、把手支杆2b、第一内六角螺钉2c、锁紧压板2d、羊角叉定位凹槽2e、羊角叉第一定位座2f、羊角叉第二定位座2g、第一沉头通孔2h、联接块2i、销轴2j构成,羊角叉第一定位座2f与羊角叉第二定位座2g由联接块2i将其连接为一体,在羊角叉第一定位座2f与羊角叉第二定位座2g上设有销轴孔,锁紧压板2d一端置于羊角叉第一定位座2f与羊角叉第二定位座2g之间由销轴2j置于销轴孔与其连接固定,锁紧压板2d另一端连接装配把手支杆2b,把手支杆2b上连接装配把手2a,羊角叉定位工装座组件2由第一内六角螺钉2c穿越第一沉头通孔2h与机体1的内螺纹孔1p螺接固定在一起。
所述的异形管9的异形管锁紧工装架组件3由锁紧板3a、锁紧板凹槽3b、锁紧板绞接头3c、螺栓孔3d、螺栓3f、螺母3e构成,锁紧板凹槽3b在锁紧板3a中心的一侧,锁紧板绞接头3c在锁紧板3a一端的端头,锁紧板绞接头3c上设有螺栓孔3d,锁紧板绞接头3c与绞支座1q配合,由螺栓3f、螺母3e将锁紧板3a联接固定在绞支座1q上。
所述的液压推进杆支座组件5由推进杆支座5d和第二内六角螺钉5a构成,推进杆支座5d的轴向设有与液压推进杆6配合的推进杆凹槽5b,推进杆支座5d的径向设有装配第二内六角螺钉5a的第二沉头通孔5c,第二沉头通孔5c均布在推进杆凹槽5b的两边,第二内六角螺钉5a穿越第二沉头通孔5c与机体1的内螺纹孔(1p)螺接固定在一起。
所述的异形管9的异形管定位支座组件11由异形管定位支座11d和第三内六角螺钉11a构成,异形管定位支座11的轴向设有与异形管9配合的异形管凹槽11b,异形管定位支座11的径向设有装配第三内六角螺钉11a的第三沉头通孔11c,第三内六角螺钉11a穿越第三沉头通孔11c与机体1的内螺纹孔(1p)螺接固定在一起。
本发明的有益效果是:由于采用上述构造,将异形管置于异形管定位支座组件上由异形管锁紧工装架组件将其定位,将羊角叉置于羊角叉定位工装座组件上由锁紧压板将其定位,利用异形管定位支座组件和羊角叉定位工装组件控制异形管的内孔与羊角叉的轴段的同心度,启动油泵推动液压顶针推进异形管的内孔与羊角叉的轴段外径对接之后控制油泵换向阀,液压推进器带动液压顶针归位,再将对接装配好的异形管与羊角叉连接组件从装配机分离,周而复始, 整个装配作业仅需20—25秒/件,是手工装配的三十倍,装配连接组件合格率百分之百,将手工装配的连接组件合格率百分之九十六提高了四个点。经济效益是手工三十倍(无损)。
附图说明
图1是一种传动轴的异形管与羊角叉组件的装配机的主视(正面)图;
图2是图1的左视图;
图3是图1的右视图;
图4是图1的俯视图;
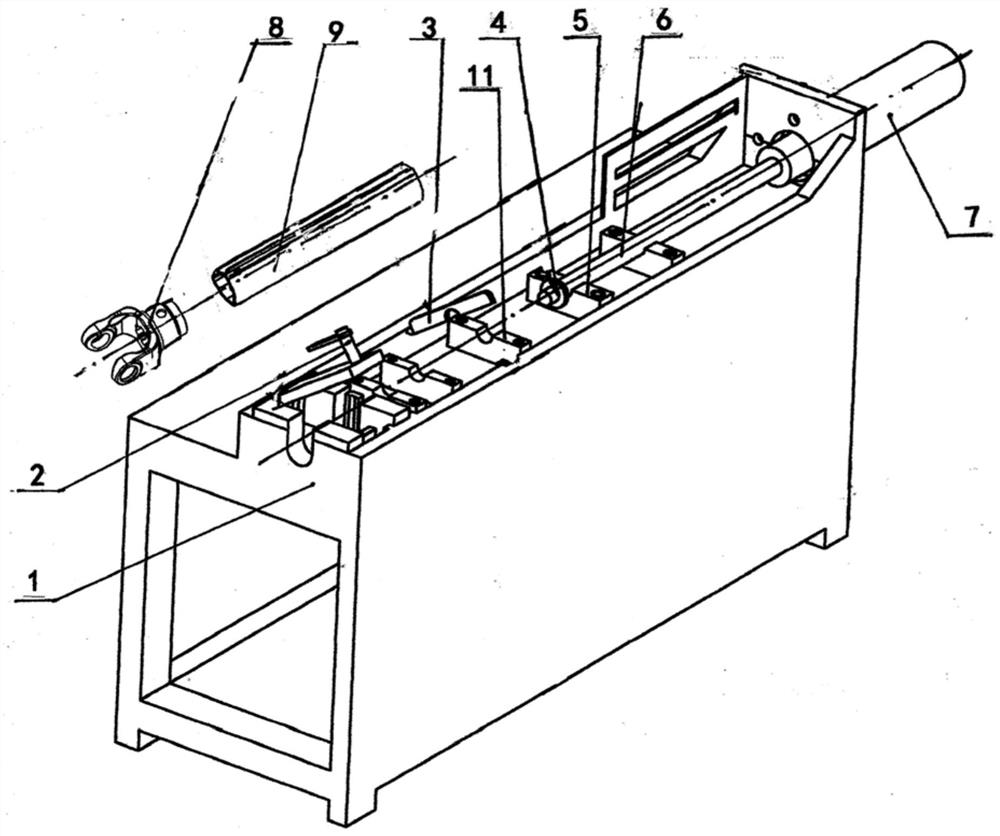
图5是一种传动轴的异形管与羊角叉组件的装配机的立体构造示意图;
图6是一种传动轴的异形管与羊角叉组件的装配机的异形管锁紧工装组件的构造示意图;
图7是一种传动轴的异形管与羊角叉组件的装配机的机体主视(正面)图;
图8是图7的左视图;
图9是图7的俯视图;
图10是一种传动轴的异形管与羊角叉组件的装配机的液压推进杆支座组件的构造示意图;
图11是一种传动轴的异形管与羊角叉组件的装配机的异形管定位支座组件的构造示意图;
图12是一种传动轴的异形管与羊角叉组件的装配机的羊角叉定位工装组件的构造示意图。
附图中的标号:1.机体,1a.U形槽,1b.支撑板,1c.控制面板,1d.第一通孔,1e.左侧板,1f.液压推进杆中心孔,1g.液压推进器装配孔,1h.台面,1i.支架,1j.第二通孔,1k.第三通孔,1m.第四通孔,1n.后侧板,1o.前侧板,1p.内螺纹孔,1q.绞支座,2.羊角叉固定工装组件,2a.把手,2b.把手支杆,2c.第一内六角螺钉,2d.锁紧压板,2e.羊角叉定位凹槽,2f.羊角叉第一定位座,2g.羊角叉第二定位座,2h.第一沉头通孔,2i.联接块,2j.销轴,3.异形管锁紧工装组件,3a.锁紧板,3b.异形管锁紧板凹槽,3c.锁紧绞接头,3d.螺栓孔,3e.螺母,3f.螺栓,4.推进杆顶针,5.液压推进杆支座组件,5a.第二内六角螺钉,5b.推送杆凹槽,5c.第二沉头通孔,5d.推送杆支座,6.液压推进杆,7.液压推进器,8.羊角叉,9.异形管,10.油泵,11.异形管定位支座组件,11a.第三内六角螺钉,11b.异形管凹槽,11c.第三沉头通孔,11d.异形管定位支座,12.油箱,13.油泵启动按钮,14.换向阀第一按钮,15.换向阀第二按钮,16.电源开关。
具体实施方式
说明书附图是本发明实施的优选方式,下面结合附图进一步地说明本发明的一种传动轴的异形管与羊角叉组件的装配机。
如附图1—5、7—9所示:本发明的一种传动轴的异形管与羊角叉组件的装配机,该装配机由机体1、羊角叉定位工装组件2、异形管定位支座组件11、异形管锁紧工装组件3、液压推进杆6、液压推进杆支座组件5、推进杆顶针4、液压推进器7、油泵10、油箱12、电源开关16、油泵启动按钮13、换向阀第一按钮14、换向阀第二按钮15构成,所述的装配机的机体1为箱体形,机体1的台面1h上设有U形槽1a,U形槽1a由前侧板1o、后侧板1n和左侧板1e构成,左侧板1e上设有液压推进器装配孔1g和液压推进杆中心孔1f,机体1的正面设有控制面板1c和装配油泵10、油箱12的支架1i和支撑板1b,控制面板1c上设有装配电器开关按扭16的第一通孔1d、油泵控制按扭13的第二通孔1j、换向阀第一按扭14的第三通孔1k、换向阀第二按钮15的第四通孔1m,在前侧板1o设有连接异形管锁紧工装组件3的绞支座1q,在U形槽1a底部设有6列内螺纹孔1p,机体1的控制面板1c上装配电源开关16、油泵启动按钮13、换向阀第一按扭14、换向阀第二按钮15,机体1的侧面板1e上联接装配液压推进器7,液压推送器7上联接装配液压推进杆6,U形槽1a内以次设有液压推进杆支座组件5、异形管定位支座组件11、羊角叉定位工装组件2,液压推进杆支座组件5上装配液压推进杆6,液压推进杆6的端头联接装配推进杆顶针4,在异形管定位支座组件11的上方U形槽1a的前侧板1o上设有联接装配异形管锁紧工装组件3,U形槽1a的端头联接装配羊角叉定位工装座组件2,机体1的左侧台面1h下方装配油泵10、油箱12,油泵10、油箱12与支撑板1b连接固定在一起,支撑板1b下方设有支架1i,支撑板1b与支架1i连接固定在一起,支架1i与机体1连接固定在一起。
如附图6所示:所述的异形管9的异形管锁紧工装架组件3由锁紧板3a、锁紧板凹槽3b、锁紧板绞接头3c、螺栓孔3d、螺栓3f、螺母3e构成,锁紧板凹槽3b在锁紧板3a中心的一侧,锁紧板绞接头3c在锁紧板3a一端的端头,锁紧板绞接头3c上设有螺栓孔3d,锁紧板绞接头3c与绞支座1q配合,由螺栓3f、螺母3e将锁紧板3a联接固定在绞支座1q上。
如附图10所示:所述的液压推进杆支座组件5由推进杆支座5d和第二内六角螺钉5a构成,推进杆支座5d的轴向设有与液压推进杆6配合的推进杆凹槽5b,推进杆支座5d的径向设有装配第二内六角螺钉5a的第二沉头通孔5c,第二沉头通孔5c均布在推进杆凹槽5b的两边,第二内六角螺钉5a穿越第二沉头通孔5c与机体1的内螺纹孔(1p)螺接固定在一起。
如附图11所示:所述的异形管9的异形管定位支座组件11由异形管定位支座11d和第三内六角螺钉11a构成,异形管定位支座11的轴向设有与异形管9配合的异形管凹槽11b,异形管定位支座11的径向设有装配第三内六角螺钉11a的第三沉头通孔11c,第三内六角螺钉11a穿越第三沉头通孔11c与机体1的内螺纹孔1p螺接固定在一起。
如附图12所示:所述的羊角叉8的羊角叉定位工装座组件2由把手2a、把手支杆2b、第一内六角螺钉2c、锁紧压板2d、羊角叉定位凹槽2e、羊角叉第一定位座2f、羊角叉第二定位座2g、第一沉头通孔2h、联接块2i、销轴2j构成,羊角叉第一定位座2f与羊角叉第二定位座2g由联接块2i将其连接为一体,在羊角叉第一定位座2f与羊角叉第二定位座2g上设有销轴孔,锁紧压板2d一端置于羊角叉第一定位座2f与羊角叉第二定位座2g之间由销轴2j置于销轴孔与其连接固定,锁紧压板2d另一端连接装配把手支杆2b,把手支杆2b上连接装配把手2a,羊角叉定位工装座组件2由第一内六角螺钉2c穿越第一沉头通孔2h与机体1的内螺纹孔(1p)螺接固定在一起。
以上说明对本发明而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可做出许多修改、变化或等效,但都将落入本发明的保护范围之内。
- 一种传动轴的异形管与羊角叉组件的装配机
- 一种传动轴的异形管与羊角叉组件的装配机