一种阀门组装用多螺杆一次锁紧装置
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及阀门安装领域,具体涉及一种阀门组装用多螺杆一次锁紧装置。
背景技术
阀门是工业生产过程中常用的一种配件,在使用过程中对阀门的密封性要求很高,所以在阀门组装过程中组装精度的要求也很高。
当完成阀门的机构组装后需要将阀门的各个部件锁紧在一起,现在常用的方式是操作者手动将螺杆锁紧在阀门上以达到固定阀门各个部件的目的,手动锁螺杆容易使多个螺杆受力不均匀,进而造成阀门连接部件之间的密封件受力不均匀,最终使阀门的密封性变差,且人力劳动强度大,工作效率低。
发明内容
本发明的目的是:提供一种阀门组装用多螺杆一次锁紧装置,解决以上问题。
为了实现上述目的,本发明提供如下的技术方案:
一种阀门组装用多螺杆一次锁紧装置,包括基座、左气缸、右气缸、定位部件、驱动组件以及感应器;所述基座上设置有导向槽和放置件,所述定位部件通过左气缸的活塞杆与基座活动连接,所述驱动组件通过锁紧件与基座连接,所述定位部件与放置件位置相对应,所述定位部件上设置有定位件,所述驱动组件与锁紧件位置相对应,所述锁紧件与放置件位置相对应,所述驱动组件上设置有驱动件,所述锁紧件上设置有竖板和从动件。
进一步的,所述放置件上设置有放置槽,所述定位部件和锁紧件均通过导向槽与基座活动连接,所述定位件和从动件均与放置件位置相对应,所述从动件通过张紧柱与竖板活动连接,所述锁紧件通过右气缸的活塞杆与基座连接。
进一步的,所述定位部件和锁紧件均与放置槽位置相对应,所述锁紧件上还包括限位板,所述从动件上设置有斜面和齿条,所述张紧柱位于从动件的四个拐角处。
进一步的,所述限位板与从动件和驱动件位置相对应,所述从动件具体由弹性材料构成,所述齿条与驱动组件上的驱动件啮合,所述张紧柱与安装柱位置相对应。
进一步的,所述驱动件具体为齿轮,所述驱动件上设置有镂空部,所述驱动件通过电机的旋转轴与驱动组件连接,所述驱动件与定位部件位置相对应,所述从动件位于限位板和驱动件之间。
进一步的,所述镂空部与感应器位置相对应,所述定位部件上还包括安装板,所述安装板上有多个定位件,所述限位板具体由刚性材料构成。
进一步的,所述感应器具体为接近开关,所述定位件与从动件位置相对应,所述定位件上设置有定位槽。
进一步的,所述感应器通过钣金件与驱动组件连接,所述定位槽具体呈六角形,所述定位槽上设置有斜边。
本发明的有益效果为:提供一种阀门组装用多螺杆一次锁紧装置,通过基座、左气缸、右气缸、定位部件、驱动组件以及感应器相互配合使用,实现通过装置代替人工将螺杆锁在阀门上的效果,确保了各个螺杆受力均匀,使阀门上密封件受力均匀,提高了阀门的密封性,降低了人力劳动强度,提高了工作效率,节约了生产成本。
附图说明
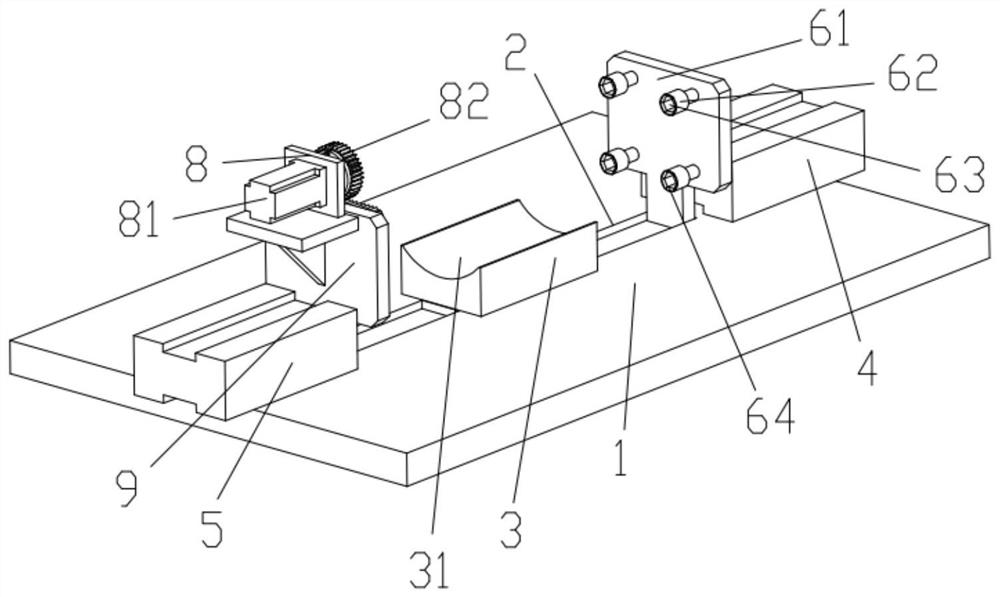
图1为本发明一种阀门组装用多螺杆一次锁紧装置的整体结构轴测图。
图2为本发明一种阀门组装用多螺杆一次锁紧装置的另一整体结构轴测图。
图3为本发明一种阀门组装用多螺杆一次锁紧装置的整体结构主视图。
图4为本发明一种阀门组装用多螺杆一次锁紧装置的部分结构轴测图。
图5为图2中A部分的局部放大图。
图6为图2中B部分的局部放大图。
图中:1、基座;2、导向槽;3、放置件;31、放置槽;4、左气缸;5、右气缸;6、定位部件;61、安装板;62、定位件;63、定位槽;64、斜边;7、感应器;8、驱动组件;81、电机;82、驱动件;83、镂空部;9、锁紧件;91、竖板;92、安装柱;93、限位板;94、从动件;95、齿条;96、张紧柱;97、斜面;10、钣金件。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
参考图1至图6,一种阀门组装用多螺杆一次锁紧装置,包括基座1、左气缸4、右气缸5、定位部件6、驱动组件8以及感应器7;所述基座1上设置有导向槽2和放置件3,所述放置件3用于放置阀门,所述定位部件6通过左气缸4的活塞杆与基座1活动连接,所述驱动组件8通过锁紧件9与基座1连接,所述定位部件6与放置件3位置相对应,用于定位放置件3上阀门的螺杆,所述定位部件6上设置有定位件62,所述驱动组件8与锁紧件9位置相对应,所述锁紧件9与放置件3位置相对应,用于将其上的螺母锁紧在放置件3上阀门的螺杆上,所述驱动组件8上设置有驱动件82,用于驱动从动件94旋转进而带动螺母旋转,所述锁紧件9上设置有竖板91和从动件94,所述左气缸4、右气缸5、感应器7以及电机81均与外部控制系统连接。
所述放置件3上设置有放置槽31,用于放置阀门,所述定位部件6和锁紧件9均通过导向槽2与基座1活动连接,所述定位件62和从动件94均与放置件3位置相对应,所述从动件94通过张紧柱96与竖板91活动连接,用于限定从动件94的位置,所述锁紧件9通过右气缸5的活塞杆与基座1连接。
所述定位部件6和锁紧件9均与放置槽31位置相对应,所述锁紧件9上还包括限位板93,用于限定从动件94的位置,确保驱动件82和齿条95正常啮合,所述从动件94上设置有斜面97和齿条95,所述张紧柱96位于从动件94的四个拐角处。
所述限位板93与从动件94和驱动件82位置相对应,所述从动件94具体由弹性材料构成,所述齿条95与驱动组件8上的驱动件82啮合,所述张紧柱96与安装柱92位置相对应,所述安装柱92用于放置螺母。
所述驱动件82具体为齿轮,所述驱动件82上设置有镂空部83,所述驱动件82通过电机81的旋转轴与驱动组件8连接,所述驱动件82与定位部件6位置相对应,所述从动件94位于限位板93和驱动件82之间。
所述镂空部83与感应器7位置相对应,用于检测驱动件82旋转的圈数,所述定位部件6上还包括安装板61,所述安装板61上有多个定位件62,用于放置多个螺母,所述限位板93具体由刚性材料构成。
所述感应器7具体为接近开关,所述定位件62与从动件94位置相对应,所述定位件62上设置有定位槽63,用于定位螺杆的一端。
所述感应器7通过钣金件10与驱动组件8连接,所述定位槽63具体呈六角形,所述定位槽63上设置有斜边64,用于方便螺杆的一端插入定位槽63内。
本发明的工作原理为:当开始锁紧工作前,将阀门的各个零部件连接在一起,且将固定用的螺杆插入阀门连接件之间,然后外部搬运机构再将阀门搬运到放置件3上的放置槽31内,同时外部搬运机构将螺母放置于安装柱92上,进而开始锁紧工序:首先在外部控制系统的控制左气缸4的活塞杆伸出带动定位部件6朝向阀门运动,此时安装板61在导向槽2内滑动,进而螺杆上的端部插入定位件62上的定位槽63内,此时螺杆被精准定位;进一步的在外部控制系统的控制下驱动组件8上的电机81开始启动,通过驱动件82与齿条95啮合带动从动件94旋转,进而右气缸5的活塞杆伸出带动锁紧件9朝向放置件3运动,在此过程中竖板91上的安装柱92上的螺母开始在从动件94的带动下开始旋转,进而安装柱92上的螺母开始靠近螺杆上的螺纹处,在此过程中螺母继续向前运动,进一步的螺母锁紧在螺杆上的螺纹上,由于安装柱92上的所有螺母受到从动件94的力是相同的,所以螺母锁紧在螺杆上的圈数也是相同的,进而实现阀门连接件之间的密封件受力也是均匀的,从而保证了阀门的密封性,当右气缸5的活塞杆到达最大伸出距离时完成螺杆与螺母的锁紧工序,在外部控制系统的控制下右气缸5和左气缸4的活塞杆同时收缩,所有零件复位工作结束,在此过程中感应器7检测镂空部83并记录检测的次数将记录的次数传输给外部控制系统,进而保证了电机81旋转圈数的精准性,从而确保螺杆锁紧工序的精准性;当锁紧工序结束后,外部搬运机构将阀门搬走,重复上述工序直到工作结束。
上述实施例用于对本发明作进一步的说明,但并不将本发明局限于这些具体实施方式。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本发明的保护范围之内。
- 一种阀门组装用多螺杆一次锁紧装置
- 一种阀门用多螺杆同步锁紧装置