一种单向阀气动辅助拧紧装置
文献发布时间:2023-06-19 12:08:44
技术领域
本发明属于装配辅助设备技术领域,涉及一种单向阀气动辅助拧紧装置。
背景技术
随着制造技术的不断发展,拧紧装置广泛应用于汽车工件装配时螺栓的拧紧。现有拧紧装置通常包括单轴或多轴拧紧,可实现对单个或多个螺栓同时拧紧,以提高生产效率。现有常用拧紧装置多针对标准件设计,对于非标产品需特殊定制。箭体常温阀门存在大量螺纹连接部件,目前由操作者手工预拧后再使用手持式力矩扳手完成力矩施加,拧紧时需克服弹簧力,手动对正螺纹,考验操作者熟练程度和力量。受拧紧力矩、弹簧力、拧紧精度及零件外形尺寸等影响,使用全自动拧紧装置极易夹伤零件,拧紧冲击可能导致螺纹卡死,针对箭体常温阀门可使用半自动拧紧装置。为提升装配效率减轻劳动强度,急需设计螺纹辅助拧紧工装,代替装配时螺纹手动预拧,同时预留力矩扳手接口便于力矩施加。
发明内容
本发明的目的是克服现有技术的不足,提供一种单向阀气动辅助拧紧装置。
为了达到上述目的,本发明采用了下列技术方案:
一种单向阀气动辅助拧紧装置,包括支架、固定在支架上的气动装置、夹紧块、卡箍和旋转轴,所述支架设有夹紧块滑槽,夹紧块设于夹紧块滑槽内,所述旋转轴通过旋转轴支架与支架连接,旋转轴与卡箍连接,所述旋转轴支架上还设有手轮。
作为优选方式,所述手轮的上端预留力矩扳手接口。
作为优选方式,所述气动装置通过气管与气源和脚踏板开关连接。
作为优选方式,所述夹紧块与单向阀接管嘴间隙配合。
作为优选方式,所述卡箍包括上部、下部、定位销和拉簧,上部和下部通过定位销连接,拉簧与下部连接,所述上部、下部与单向阀壳体相匹配,上部、下部错位分布。
支架为整个拧紧装置的基体,采用三角架结构更为稳固,支架上连接气动装置、旋转轴支架等,使用时用螺栓将支架固定在基础板上。
气动装置底部接低压气管,气管同时连接气源和脚踏板开关,通气后,踩动脚踏板即可控制气动装置沿着移动轴上下移动,气动装置底部圆形按钮用于调节气体压力控制装置运动速度。
夹紧块与气动装置连接,保证同步动作,动作时沿着夹紧块滑槽上下移动。夹紧块内部设置为六方结构,与单向阀接管嘴六方采用间隙配合,拧紧时只需将接管嘴装入夹紧块,踩动踏板气动装置连带夹紧块共同向上运动,拧紧完成后取下装配好的阀门,松开踏板气动装置连带空的夹紧块回到初始位置。
卡箍由上部、下部、定位销和拉簧组成。卡箍上部和下部设计为内六方结构与单向阀壳体六方配合,上部和下部之间由定位销连接。上部六方与下部六方默认错位分布,使用时,卡箍上部固定,拧动卡箍下部,上部与下部六方重合时装入壳体组件,松开卡箍下部后,拉簧作用下部六方回位,卡住壳体组件防止掉落。拧紧完成后,拧动卡箍下部,上下部六方重合即可取出阀门。
旋转轴支架用于支撑旋转轴及手轮,旋转轴位置精度较高,拧紧时保证壳体组件与接管嘴同轴度,防止螺纹卡死。
手轮直径较大,拧紧时省力,外侧滚花防滑,手轮上端预留力矩扳手接口,方便拧紧后直接施加力矩。
本发明可通过调节夹紧块尺寸和卡箍尺寸来适应其他类阀门产品。
本发明具有以下优点:
1、设计气动装置代替手动压弹簧动作,脚踏板控制夹紧块升降,极大节约劳动力,减轻劳动强度;
2、卡箍上部六方与下部六方错位分布,防止壳体组件拧紧过程掉落,拧动卡箍下部,当上部与下部六方重合时,可轻松拿取。
3、手轮上端预留力矩扳手接口,便于力矩施加,力矩扳手缓慢施加力矩,防止拧紧冲击和螺纹卡死。
附图说明
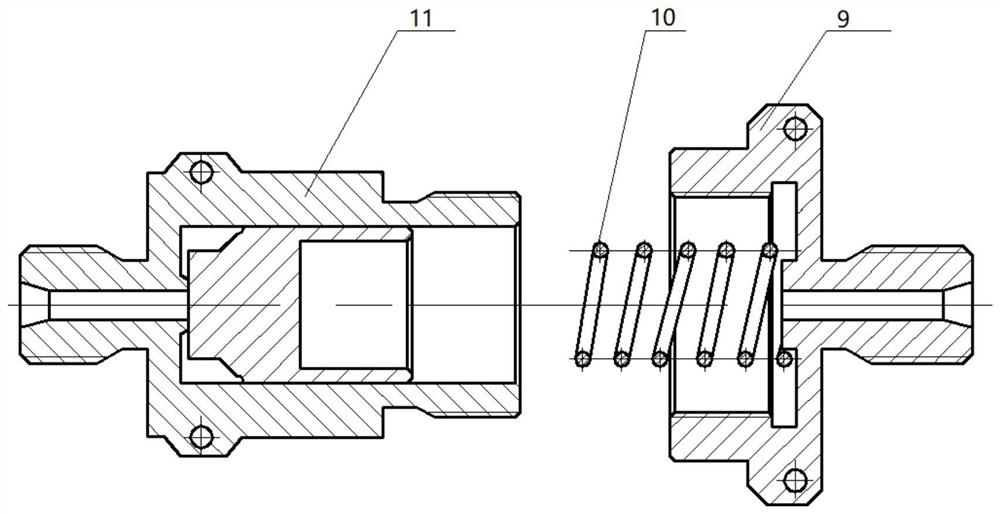
图1是实施例中单向阀结构示意图。
图2是实施例的结构示意图。
图3是实施例支架结构图。
图4是实施例气动装置结构图。
图5是实施例夹紧块结构图。
图6是实施例夹紧块滑槽结构图。
图7是实施例卡箍结构图。
图8是实施例旋转轴结构图。
图9是实施例旋转轴支架结构图。
图10是实施例手轮结构图。
附图中:1、支架,2、气动装置,3、夹紧块,4、夹紧块滑槽,5、卡箍,6、旋转轴,7、旋转轴支架,8、手轮,9、接管嘴,10、弹簧,11、壳体组件,12、力矩扳手接口。
具体实施方式
下面结合附图,对本发明作详细的说明。
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
实施例:
如图1-10所示,以单向阀为例,单向阀由壳体组件、弹簧、接管嘴装配而成,装配时需克服弹簧力完成壳体组件与接管嘴螺纹拧紧。
一种单向阀气动辅助拧紧装置,包括支架1、气动装置2、夹紧块3、夹紧块滑槽4、卡箍5、旋转轴6、旋转轴支架7、手轮8;所述的支架1为整个装置的基体;气动装置2安装于支架1左侧;夹紧块3安装于右下侧并与气动装置2连接同步运动;接管嘴9装入夹紧块3,弹簧10放入接管嘴9,夹紧块3沿着夹紧块滑槽4上下移动;旋转轴支架7位于支架1上侧,用于支撑卡箍5、旋转轴6、手轮8,旋转轴6、卡箍5与夹紧块3保证同轴;拧动卡箍5下部,装入壳体组件11,卡箍5上、下部六方错开卡住壳体组件11;力矩扳手接口12连接力矩扳手。
工作过程如下:将低压气接入单向阀气动辅助拧紧装置,接管嘴9装入夹紧块3,接管嘴9与夹紧块3采用间隙配合,防止拧紧时产生滑动划伤接管嘴9六方表面;拧动卡箍5下部,当卡箍上部与下部六方重合时装入壳体组件11,松开卡箍5下部,在拉簧作用下卡箍上、下部六方恢复错开状态,卡住壳体组件11;踩下脚踏板给气动装置2通气,气动装置的移动速度可调节,通气后气动装置2带动夹紧块3、接管嘴9及弹簧10同步缓慢向上移动,当弹簧10接触到壳体组件后,拧动手轮8,手轮带动旋转轴6、卡箍5及壳体组件11共同旋转,壳体组件11外螺纹缓慢拧入接管嘴9内螺纹,在力矩扳手接口12接入力矩扳手,完成力矩施加,拧动卡箍5下部,内外六方重合后取出阀门;螺纹拧紧完成后,松开脚踏板,气动装置2与夹紧块3回到初始位置,拧紧工作结束。
该拧紧装置操作简便,单件拧紧时间约40s,与熟练操作工时间相当,但极大节省了劳动力,女性操作者和非熟练工均可轻松快速上手,同时气动控制提高了拧紧装置的自动化及专业化程度,操作者反馈良好。
本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
- 一种单向阀气动辅助拧紧装置
- 一种螺钉气动供钉拧紧装置及其使用方法