气柱袋及气柱袋制备工艺与应用
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及快递保护运输领域,更具体的说是气柱袋及气柱袋制备工艺与应用。
背景技术
气柱袋通常应用于对所要进行快递运输的包裹进行保护的作用;专利号为202021476204.X公开了一种气柱袋双边充气设备,包括电控箱体、充气机、放卷机构、收卷料机构;充气机有两组并设置在电控箱体的上端面的左右两侧,两组充气机的充气出料口相对,电控箱体上设有驱动其上端面右侧的充气机可左右平移的兼容调节机构;放卷机构设置在电控箱体的后侧,收卷料机构设置在电控箱体的前侧,放卷机构放出未充气状态的气柱袋经过两组充气机双边同步充气后由收卷料机构绕卷收料。本实用新型结构新颖,自动化程度高,加快了气柱袋的充气速度,提高了工作效率。但是该设备无法加工出于包裹物件相匹配的圆筒状气柱袋进行包裹。
发明内容
本发明的目的是提供气柱袋及气柱袋制备工艺与应用,其有益效果为可以加工出于包裹物件相匹配的圆筒状气柱袋进行包裹。
本发明的目的通过以下技术方案来实现:
本发明的目的是气柱袋柱袋制备工艺,该方法包括以下步骤:
步骤一、根据所要进行保护的物件加工出匹配尺寸的气柱袋;
步骤二、根据所要包裹的内径,调整中心内径尺寸;
步骤三、根据所要求的空间限定,调整气柱袋外径的尺寸;
步骤四、将通过充气形成的气泡袋逐渐添加至指定区域,用过热熔封边后剪断,形成圆筒状的气柱袋。
该气柱袋制备工艺使用一种气柱袋制备装置;
包括内径旋转轴、多叉旋转推进杆、凹形铰接杆、限位滑动座、内径弧形顶板和中心固定筒,所述内径旋转轴转动连接在中心固定筒内,内径旋转轴上固定连接有多叉旋转推进杆,多叉旋转推进杆通过凹形铰接杆连接限位滑动座,限位滑动座的外壁固定连接有内径弧形顶板并限位滑动连接在中心固定筒内。
所述内径弧形顶板设置有多个,多个内径弧形顶板构成内圆筒状紧贴用于固定的中心固定筒的外壁。
所述中心固定筒通过延展板固定连接在用于操作气柱袋成型的外径操作座上并设置在外径操作座的圆心处。
所述外径操作座内设置有用于调节外径的外径铰接座限位滑槽,外径操作座的侧端设置有用于添加连卷充气膜的充气膜添加回收槽,剪切热熔槽设置在外径铰接座限位滑槽和充气膜添加回收槽之间。
所述气柱袋组合成圆筒状。
所述气柱袋应用于对快递运输保护领域。
根据所要求的圆筒状气泡袋,限定圆筒状气泡袋的内径和外径。内径通常用于对物件进行包裹,即实现有效的保护,也避免气柱所带来的过度挤压,进而在运输过程中将物件压损,造成损坏;限定外径,通常应用于避免包装体积过大,影响运输空间;进而通过调整相匹配的尺寸的气柱袋进行包裹包装和运输,在所限定的尺寸空间内不断生产出圆筒状的气柱袋用于实际运输使用;圆筒状的气柱袋成型后,通过热熔封边,实现形状的固定,通过剪切断后形成独立的圆筒状气泡袋;进而实现对物件进行匹配的包裹,即防止过长时间的挤压,也避免占用较大空间的现象。
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果为可以加工出于包裹物件相匹配的圆筒状气柱袋进行包裹;加工出的圆筒状气柱袋的内径和外径可调,配合充气压力,避免因尺寸不合适造成的持续挤压的效果或者占据空间大的效果;操作方便简单实用。
附图说明
图1是本发明的内径调节的结构示意图一;
图2是本发明的内径调节的结构示意图二;
图3是本发明的内径调节的结构示意图三;
图4是本发明的内径调节的结构示意图四;
图5是本发明的外径调节的结构示意图一;
图6是本发明的外径调节的结构示意图二;
图7是本发明的外径调节的结构示意图三;
图8是本发明的外径调节的结构示意图四;
图9是本发明的剪切热熔熔断的结构示意图;
图10是本发明的气柱袋添加的结构示意图;
图11是本发明的整体的结构示意图一;
图12是本发明的整体的结构示意图二。
图中;内径旋转轴1;多叉旋转推进杆2;凹形铰接杆3;限位滑动座4;内径弧形顶板5;中心固定筒6;锁紧顶尖7;外径操作座8;连卷充气机9;连卷充气膜10;外径弧形顶板11;热熔剪切驱动器12;外径铰接座13;驱动齿圈14;手调齿轴15;锁紧齿座16;外径铰接座限位滑槽17;充气膜添加回收槽18;剪切热熔槽19;两个热熔夹板20和两个剪切刃21
具体实施方式
下面结合附图对本发明作进一步详细说明。
如这里所示的实施方式所示,
根据所要求的圆筒状气柱袋,限定圆筒状气柱袋的内径和外径。内径通常用于对物件进行包裹,即实现有效的保护,也避免气柱所带来的过度挤压,进而在运输过程中将物件压损,造成损坏;限定外径,通常应用于避免包装体积过大,影响运输空间;进而通过调整相匹配的尺寸的气柱袋进行包裹包装和运输,在所限定的尺寸空间内不断生产出圆筒状的气柱袋用于实际运输使用;圆筒状的气柱袋成型后,通过热熔封边,实现形状的固定,通过剪切断后形成独立的圆筒状气柱袋;进而实现对物件进行匹配的包裹,即防止过长时间的挤压,也避免占用较大空间的现象。
结合以上实施例进一步优化:
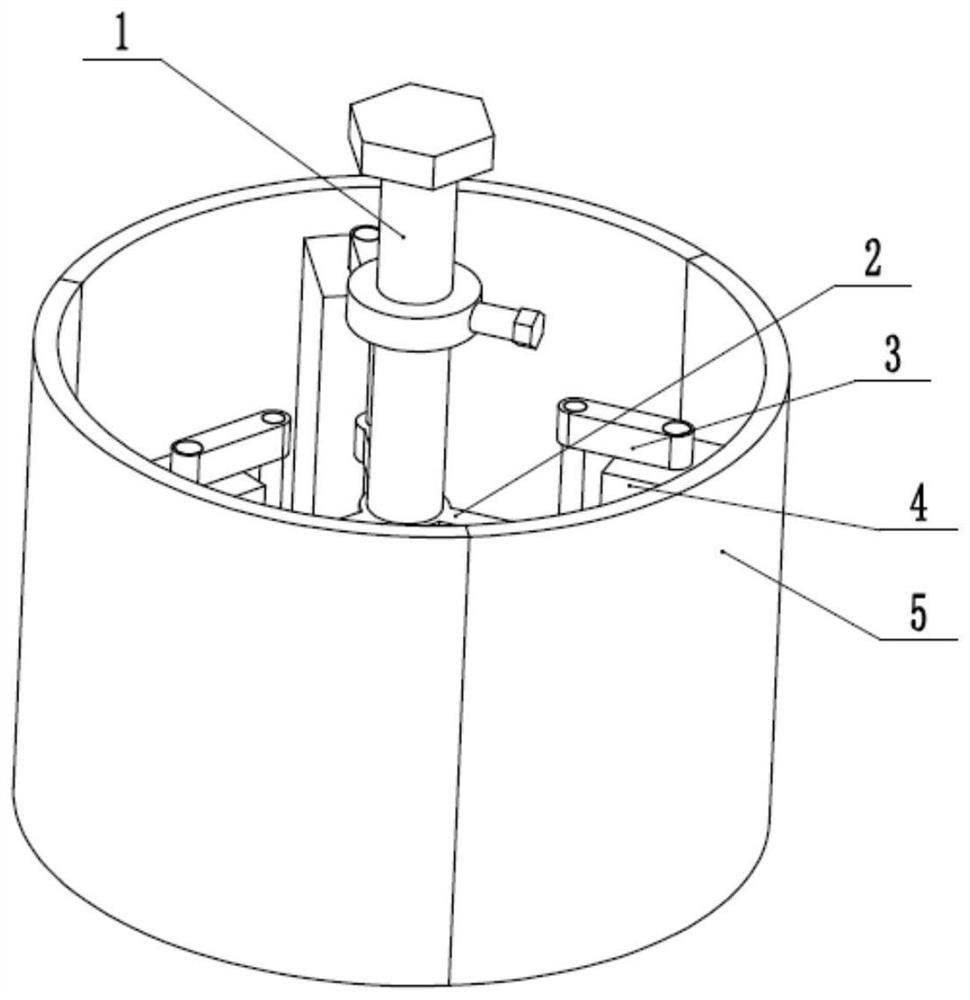
进一步的根据图1和图2和所示的气柱袋制备工艺示例的工作过程是:
根据限定的内径尺寸,通过旋转内径旋转轴1,进而使多叉旋转推进杆2旋转,通过凹形铰接杆3推动限位滑动座4向外位移,进而使限位滑动座4上的内径弧形顶板5向外位移,进而使内径弧形顶板5在装置内确定位置,进而确定内径尺寸。
结合以上实施例进一步优化:
进一步的根据图1、图2和图3所示的气柱袋制备工艺示例的工作过程是:
通过向外延展的内径弧形顶板5进行内径的限定,通过内径弧形顶板5的延长,会出现部分空隙,通过内径弧形顶板5成内圆筒状紧贴用于固定的中心固定筒6,尽可能避免缝隙较大,影响内径的实际尺寸。
结合以上实施例进一步优化:
进一步的根据图11和图12所示的气柱袋制备工艺示例的工作过程是:
通过将中心固定筒6固定连接在外径操作座8内的圆心处,才可以保障内径和外径的准确,避免出现误差,将中心固定筒6设置在圆心处进行调整使用。
结合以上实施例进一步优化:
进一步的根据图8所示的气柱袋制备工艺示例的工作过程是:
通过外径操作座8用于固定装置,通过外径操作座8内的外径铰接座限位滑槽17方便限定对外径的调整;通过将连卷充气机9经过充气的添加连卷充气膜10逐渐向充气膜添加回收槽18内添加并循环取出,形成闭路,方便成圆筒形。
结合以上实施例进一步优化:
进一步的根据图6和图7所示的气柱袋制备工艺示例的工作过程是:
当需要根据使其情况限定形成外径时,通过调节手调齿轴15,进而驱动驱动齿圈14在外径操作座8上旋转,进而通过外径铰接座13推动向内位移,进而确定外径;通过旋转锁紧齿座16与手调齿轴15啮合,进行锁紧,进而将外径锁死。
结合以上实施例进一步优化:
进一步的根据图6和图7所示的气柱袋制备工艺示例的工作过程是:
通过初始状态的多个外径弧形顶板11,在逐渐向内位移过程中,彼此间的缝隙逐渐变小,初始状态紧贴外径操作座8的内壁,可以保障尽可能多的位移区间,保障足够的测量确定范围。
结合以上实施例进一步优化:
进一步的根据图5和图10所示的气柱袋制备工艺示例的工作过程是:
通过将逐渐充气的连卷充气膜10添加至锁紧确定尺寸的的内径弧形顶板5 和外径弧形顶板11之间,通过持续不断的运动和挤压进行对连卷充气膜10充气的判断,根据实际情况判定所要充气施压的范围,避免过大或者过小。
结合以上实施例进一步优化:
进一步的根据图5和图10所示的气柱袋制备工艺示例的工作过程是:
通过圆筒状的气柱袋组,可以对圆柱状的大小的物件进行包裹,避免出现局部受到气柱袋挤压的现象。
结合以上实施例进一步优化:
进一步的根据图5和图10所示的气柱袋制备工艺示例的工作过程是:
通过气柱袋形成的成圆筒状匹配合适的尺寸,避免尝试运输过程中出现挤压,同时也进行保护的作用。
结合以上实施例进一步优化:
进一步的所述连卷充气膜10通过固定在外径操作座8外端的连卷充气机9进行连续的圆柱充气。
该部分根据图10所示的气柱袋制备工艺示例的工作过程是:
所述的连卷充气机9为市场上常见的用于对连卷充气膜10进行连续充气的装置,为现有技术,通过连续充气将经过充气的连卷充气膜10插入充气膜添加回收槽18内。
结合以上实施例进一步优化:
进一步的所述用于圆筒状成型的热熔剪切驱动器12固定连接在外径操作座8 上,热熔剪切驱动器12的两端通过两个齿条啮合传动连接和两个热熔夹板20 和两个剪切刃21,两个热熔夹板20之间相互贴合,两个剪切刃21之间相切合。
该部分根据图9所示的气柱袋制备工艺示例的工作过程是:
通过成型后的圆筒状气柱袋,在剪切热熔槽19内通过热熔剪切驱动器12 进行驱动使两个热熔夹板20向贴合,通过高温熔化气柱膜,进行封闭粘贴,想成圆筒状,在通过两个剪切刃21剪切断,彻底成型后,形成符合内外径尺寸的圆筒状气柱袋,用于对所要进行快递运输的物件进行保护。
进而实现可以加工出于包裹物件相匹配的圆筒状气柱袋进行包裹;加工出的圆筒状气柱袋的内径和外径可调,配合充气压力,避免因尺寸不合适造成的持续挤压的效果或者占据空间大的效果;操作方便简单实用。
- 气柱袋及气柱袋制备工艺与应用
- 一种高强度气柱袋、气柱膜及气柱袋加工工艺