一种数控机床工件实时在线监测装置
文献发布时间:2023-06-19 12:25:57
技术领域
本发明涉及一种数控机床工件实时在线监测装置,属于机床设备技术领域。
背景技术
大型数控机床由于其大尺寸、大载荷的特点,在加工大型工件时往往会产生大的去除量,大尺度范围内,工件误差量增大。目前,数控机床的工件精度测量只能在完成一定工序后停机在位检测,或是移动至专用检测平台进行精度测量,严重影响加工效率。由于现有测量手段均采用接触式测量方式,无法实现数控机床工作时实时在线测量,制约了数控机床实时精度补偿技术的发展,限制了数控机床加工精度的进一步提高。
发明内容
为了解决上述现有技术存在的不足,本发明提供了一种数控机床工件实时在线监测装置。该装置在与工件保持非接触状态下,实时在线测量其与工件表面之间的位移值,并将测量数据通过数据传输线缆传送至上位机,利用检测的参数,通过上位机解算数据,可以得到工件的几何尺寸精度、圆度误差、圆柱度误差、工件安装偏心量及机床主轴回转误差等精度数据。
本发明解决其技术问题所采用的技术方案是:一种数控机床工件实时在线监测装置,包括激光传感器、传感器安装座、过渡盘、螺钉、移动接头、固定接头、数据传输线缆和横纵位移调节装置,传感器安装座与过渡盘通过螺钉固定连接,激光传感器安装在传感器安装座上,激光传感器的数据传输线缆端部设有移动接头,移动接头可与传感器安装座随动,过渡盘通过其上部的锥柄拉钉与横纵位移调节装置固定连接,固定接头安装在横纵位移调节装置下端面,移动接头与固定接头连接,固定接头尾端连接的数据传输线缆与上位机连接,所述的横纵位移调节装置为左数控刀架,过渡盘上部的锥柄可在左数控刀架的内锥孔处精确定位,并被牢固拉紧,固定接头安装在左数控刀架下端面,固定接头尾端连接的数据传输线缆位于左数控刀架内的通道内,并与上位机连接,左数控刀架由数控机床精准控制,左数控刀架位于机床工作台上工件的左侧,右数控刀架位于机床工作台上工件的右侧,右数控刀架上安装刀具,用于切削,左数控刀架控制激光传感器与工件保持非接触状态,并确定激光传感器的检测位置,用于实时监测,在无需监测时,可直接拆卸过渡盘,更换刀具,用于双刀加工。
数控机床工作时,机床工作台带动工件旋转,刀具切削工件,激光传感器与工件保持非接触状态,并在数控机床工作状态下实时在线测量其与工件表面之间的位移值,并将测量数据通过数据传输线缆传送至上位机,上位机解算数据,可得到工件的几何尺寸精度、圆度误差、圆柱度误差、工件安装偏心量及机床主轴回转误差等精度数据。
当工件高度变化时,通过横纵位移调节装置驱动激光传感器、传感器安装座等组件在垂直方向运动,确保激光传感器在垂直方向精确定位,实现工件高度方向的变化测量。当工件直径变化时,横纵位移调节装置驱动激光传感器、传感器安装座等组件在水平方向运动,确保激光传感器在水平方向精确定位,实现工件直径方向的变化测量。
进一步的,当机床为单刀架机床时,所述的横纵位移调节装置由横杆、纵杆和十字滑块组成,纵杆底端固定支撑在地面上,十字滑块可以在纵杆上垂直移动,横杆可以相对于十字滑块水平移动,十字滑块上设置有锁紧垂直移动和水平移动的锁紧螺丝,在横杆端部把合有传感器安装座,在滑块上安装有固定接头,固定接头尾端连接的数据传输线缆从纵杆下方引出,并与上位机连接,通过调节十字滑块在纵杆上的位置控制高度,通过调节横杆的伸出长度,使激光传感器与工件保持一定距离的非接触状态,进行实时监测,激光传感器以工件为中心与单刀架机床的刀具保持在对立面,避开车削过程中,铁屑、铁渣带来的高温侵蚀,保护传感器正常运行,避开刀具处切屑过程中的振动,提高测量精度。
本发明的有益效果是:避免了传统人工接触式测量方法存在的检测效率低、检测一致性差,以及工件在移动至专用检测平台时存在的二次定位误差等不利因素,提高了数控机床加工精度与效率,该装置充分考虑了数控机床加工系统中存在的偏置误差、回转误差等因素,将激光传感器与数控机床结合在一起,数控机床工作时,机床工作台带动工件旋转,数控刀架切削工件,激光传感器与工件保持非接触状态,并位于刀具对侧,避开车削过程中,铁屑、铁渣带来的高温侵蚀,保护传感器正常运行,避开刀具处切屑过程中的振动,提高测量精度,实现了数控机床在工作状态下的工件实时在线监测功能,并将测量数据通过数据传输线缆传送至上位机,利用检测的参数,通过上位机解算数据,可得到工件的几何尺寸精度、圆度误差、圆柱度误差、工件安装偏心量及机床主轴回转误差等精度数据,为数控机床实时精度补偿技术奠定了基础。
本发明隶属于黑龙江省科技计划省院科技合作项目《智能机床工件实时在线监测技术研究》,项目编号:YS19A15。
附图说明
下面结合附图和具体实施方式对本发明进一步说明。
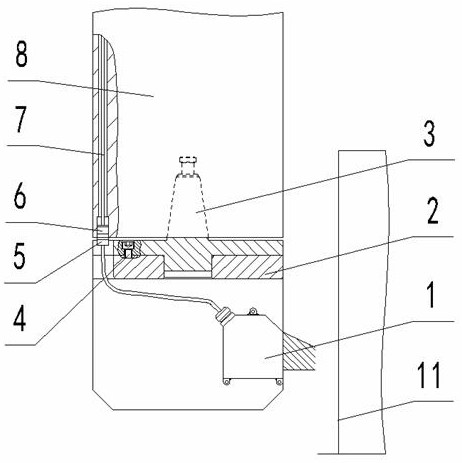
图1为本发明的结构示意图。
图2为本发明安装在双刀架车床上的结构示意图。
图中标号:
1、激光传感器,2、传感器安装座,3、过渡盘,4、螺钉,5、移动接头,6、固定接头,7、数据传输线缆,8左数控刀架,9、右数控刀架,10、机床工作台,11、工件。
具体实施方式
如图1-2所示,一种数控机床工件实时在线监测装置,包括激光传感器1、传感器安装座2、过渡盘3、螺钉4、移动接头5、固定接头6、数据传输线缆7和横纵位移调节装置,传感器安装座2与过渡盘3通过螺钉4固定连接,激光传感器1安装在传感器安装座2上,激光传感器1的数据传输线缆7端部设有移动接头5,移动接头5可与传感器安装座2随动,过渡盘3通过其上部的锥柄拉钉与横纵位移调节装置固定连接,固定接头6安装在横纵位移调节装置下端面,移动接头5与固定接头6连接,固定接头6尾端连接的数据传输线缆7与上位机连接,所述的横纵位移调节装置为左数控刀架8,过渡盘3上部的锥柄可在左数控刀架8的内锥孔处精确定位,并被牢固拉紧,固定接头6安装在左数控刀架8下端面,固定接头6尾端连接的数据传输线缆7位于左数控刀架8内的通道内,并与上位机连接,左数控刀架8由数控机床精准控制,左数控刀架8位于机床工作台10上工件11的左侧,右数控刀架9位于机床工作台10上工件11的右侧,右数控刀架9上安装刀具,用于切削,左数控刀架8控制激光传感器1与工件11保持非接触状态,并确定激光传感器1的检测位置,用于实时监测,在无需监测时,可直接拆卸过渡盘3,更换刀具,用于双刀加工。
数控机床工作时,机床工作台10带动工件11旋转,刀具切削工件11,激光传感器1与工件11保持非接触状态,并在数控机床工作状态下实时在线测量其与工件11表面之间的位移值,并将测量数据通过数据传输线缆7传送至上位机,上位机解算数据,可得到工件的几何尺寸精度、圆度误差、圆柱度误差、工件安装偏心量及机床主轴回转误差等精度数据。
当工件11高度变化时,通过横纵位移调节装置驱动激光传感器1、传感器安装座2等组件在垂直方向运动,确保激光传感器1在垂直方向精确定位,实现工件11高度方向的变化测量。当工件11直径变化时,横纵位移调节装置驱动激光传感器1、传感器安装座2等组件在水平方向运动,确保激光传感器1在水平方向精确定位,实现工件11直径方向的变化测量。
进一步的,当机床为单刀架机床时,所述的横纵位移调节装置由横杆、纵杆和十字滑块组成,纵杆底端固定支撑在地面上,十字滑块可以在纵杆上垂直移动,横杆可以相对于十字滑块水平移动,十字滑块上设置有锁紧垂直移动和水平移动的锁紧螺丝,在横杆端部把合有传感器安装座2,在滑块上安装有固定接头6,固定接头6尾端连接的数据传输线缆7从纵杆下方引出,并与上位机连接,通过调节十字滑块在纵杆上的位置控制高度,通过调节横杆的伸出长度,使激光传感器1与工件11保持一定距离的非接触状态,进行实时监测,激光传感器1以工件11为中心与单刀架机床的刀具保持在对立面,避开车削过程中,铁屑、铁渣带来的高温侵蚀,保护传感器正常运行,避开刀具处切屑过程中的振动,提高测量精度。
- 一种数控机床工件实时在线监测装置
- 一种数控机床工件实时在线监测装置