面向船舶焊接工艺规划的参数规则匹配方法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及机器人焊接技术领域,尤其涉及面向船舶焊接工艺规划的参数规则匹配方法。
背景技术
在将机器人焊接技术应用到船舶复杂结构的自动焊接过程中,机器人的焊接工艺的自动匹配是重要的环节,半自动人工干预情况下,需要对焊接构件的每条焊缝,结合焊缝周围的零件结构形式,对焊缝的焊接工艺进行设置,比较费时费力,往往不精确,需要在离线编程环境下,设计算法对焊缝的关联零件特征进行识别,结合焊接工艺参数库,自动生成焊缝的合理焊接工艺参数,从而提升机器人自动化焊接的效率和焊接质量。
专利《基于有限元分析的焊接参数确定方法及焊接方法》中使用了神经网络用于匹配焊接参数,该方法需要为网络提供足够的样本数据用于模型训练实施较为复杂,本专利采用匹配表达式匹配的方法适用于更快地将已有的工艺知识融入到系统中。
发明内容
本发明的目的是提供一种面向船舶焊接工艺规划的参数规则匹配方法。
为了实现上述目的,本发明的技术方案是:
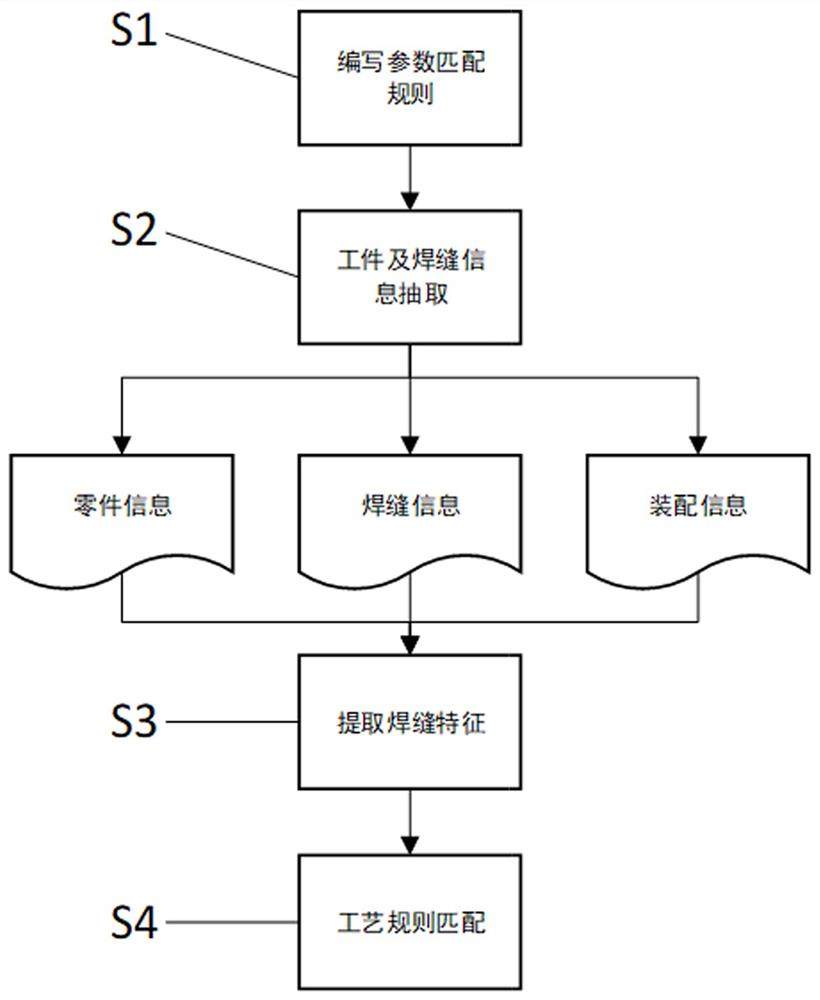
面向船舶焊接工艺规划的参数规则匹配方法,其特征在于,该方法包括以下步骤:
步骤S1)将参数匹配规则写为匹配表达式,设置目标工艺参数;
步骤S2)从船舶设计软件的API接口读取工件的设计数据;
步骤S3)根据焊缝的设计属性及其连接的零件外形,提取出焊缝的特征信息;
步骤S4)将工艺参数写为匹配表达式,匹配表达式按特殊到一般进行优先级降序排列,通过匹配表达式计算焊缝特征,
若匹配表达式结果为真,将匹配表达式相应的工艺参数赋给焊缝,
若匹配表达式结果为假,进入下一轮匹配。
进一步地,步骤S1中,目标工艺参数包含起弧参数、焊接参数、摆动参数、跟踪参数和多重多道参数。
进一步地,步骤S2中,所述设计数据包括零件列表、焊缝列表及装配信息。
进一步地,步骤S2中,零件列表包括所有零件的标识名称、零件类型、外形轮廓信息;
焊缝列表包括所有焊缝的外形信息、焊接位置、接头形式、父板名称、连接板名称和连接角度,
装配关系包括零件的装配层次和零件之间的拼装方式。
进一步地,步骤S3中,
焊缝的设计属性使用“Weld.属性名”的形式表示,
焊缝关联的零件属性使用“Weld.PartN.属性名”的形式表示,其中,N为零件序号,
焊缝的特征信息使用“Weld.Features.特征名”的形式表示,
目标工艺参数使用“参数/值”的列表表示。
进一步地,步骤S3中,焊缝的特征信息包括焊缝长度、焊接位置、焊缝方位、焊缝起、终点处的过焊孔半径、过焊孔所在的零件以及焊缝连接的板材厚度。
进一步地,步骤S4中,匹配表达式使用基于S-表达式的语法描述,其形式为:
(运算符表达式/引用字段/常量)
本发明利用从设计软件提取的工件设计数据,分析处理,满足机器人在虚拟环境中完成对工件的焊接工艺规划的需要,有利于提高工艺参数设置效率,在离线环境中预览、调整工艺参数,减少现场停机时间。
附图说明
图1为本发明的流程图;
图2为本发明步骤S4的流程图;
图3为本发明焊接工件的示意图;
图4为焊缝1、焊缝2的部分特征数据的示意图;
图5为焊缝1、焊缝2的部分工艺参数的示意图;
附图标记:
1、2焊缝。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明公开了一种面向船舶焊接工艺规划的参数规则匹配方法,如图1所示,该方法包括以下步骤:
步骤S1)将参数匹配规则写为匹配表达式,设置目标工艺参数;
步骤S2)从船舶设计软件的API接口读取工件的设计数据,设计数据包括零件列表、焊缝列表及装配信息;
步骤S3)根据焊缝的设计属性及其连接的零件外形,提取出焊缝的特征信息;
步骤S4)将工艺参数写为匹配表达式,匹配表达式按特殊到一般进行优先级降序排列,通过匹配表达式对焊缝特征进行计算,
若匹配表达式结果为真,将匹配表达式相应的工艺参数赋给焊缝,
若匹配表达式结果为假,进入下一轮匹配,参见图2。
使用基于S-表达式的语法描述,表达式的形式为:
(运算符表达式/引用字段/常量);
焊缝的设计属性使用“Weld.属性名”的形式表示,焊缝关联的零件属性使用“Weld.PartN.属性名”的形式表示,其中,N为零件序号,焊缝的特征信息使用“Weld.Features.特征名”的形式表示;
长度大于200mm的平焊缝表示为:Weld.Position="H"且Weld.Wlength>200。
将完整的焊缝集合记为W,可匹配焊缝集合记为Wm,则匹配关系以下式表示:
W
目标工艺参数使用“参数/值”的列表表示。
步骤S1中,目标工艺参数主要包含起弧参数、焊接参数、摆动参数、跟踪参数、多重多道参数。
步骤S2中,零件列表包含所有零件的标识名称、零件类型、外形轮廓信息,焊缝列表包含所有焊缝的外形信息、焊接位置、接头形式、父板名称、连接板名称、连接角度,装配关系包含零件的装配层次及零件之间的拼装方式。
步骤S3中,焊缝的特征信息包括焊缝长度、焊接位置、焊缝方位、焊缝起终点处的过焊孔半径、过焊孔所在零件、焊缝连接的板材厚度。
本发明的规划方法,在具体实施时包括以下步骤:
步骤1)参见图4和图5,设置参数匹配规则,其中:
规则一:匹配条件为Weld.Features.StartHoleR<=30
且Weld.Thickness1<=12
且Weld.Thickness2<=12,
参数为ScanStartFileArg=”4;41”,TrackFileArg=”2;1”,WaveOnFileArg=”2;0.4;9”,ArcOnFileArg=”2”,MultiPassArg=”0”;
规则二:匹配条件为Weld.Features.StartHoleR<=30
且Weld.Features.EndHoleR<=30
且Weld.Thickness2<=12,
参数为ScanStartFileArg=”3;41”,TrackFileArg=”2;2”,WaveOnFileArg=”1;1;8.5”,ArcOnFileArg=”1”,MultiPassArg=”1”;
步骤2)从船舶设计软件的API接口读取中组立工件的设计数据,设计数据分为零件列表、焊缝列表和装配信息,以某零件为例,某零件的几何结构如图3所示;
某焊缝1为连接纵桁D206H-Y9200I-1P与肋板D206H-F28G-3P的立焊缝,两侧连接板板厚均为12mm,无坡口;
某焊缝2为连接底板D206H-Z1470A-4P与肋板D206H-F28G-3P的平焊缝,肋板板厚为12mm,底板板厚为30mm,开单侧坡口,坡口α角为45°。
步骤3)分析焊缝1两侧的连接板可知,焊缝起点无过焊孔,终点存在半径20mm的过焊孔;
分析焊缝2两侧截面可知,焊缝起点、终点分别存在半径10mm的过焊孔。
步骤4)将工艺规则写为匹配表达式,按特殊到一般进行优先级降序排列,通过表达式计算焊缝特征;
焊缝1满足规则一设置的条件,将规则一所设的工艺参数赋给焊缝1;
焊缝2满足规则二设置的条件,将规则二所设的工艺参数赋给焊缝2。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 面向船舶焊接工艺规划的参数规则匹配方法
- 面向船舶中组立结构机器人运动路径的焊接工艺规划方法