一种新型低导热耐高温塑料管道及其制备方法
文献发布时间:2023-06-19 13:29:16
技术领域
本发明属于中深层地热管道领域以及油田管道领域,具体涉及一种新型低导热耐高温塑料管道及其制备方法。
背景技术
目前中深层地热领域,需要在3000多米的井下抽取热水,然后进行热交换,出口温度决定了热交换效率,所以需要尽可能提高出水管的出水温度,因此管材除了需要具有很高的耐热性,不至于在高温下变软,性能变差以外,还需要具有很好的保温性能,减少在输送过程中的热损失。目前可以用于中深层地热的管材有PE管材和PP管材,二者都具备很高的耐热性,但PP管材的低温脆性较大,冬天施工容易脆断,而PE管材虽然耐高温,并且低温仍具有一定柔性,但其保温性能较差,出口温度较低,不足以满足要求。
发明内容
针对上述中深层地热管道的不足,本发明的目的在于提供一种新型低导热耐高温塑料管材及其制备方法,其可实现既具有很高的耐热性,又具有很高的保温性能,既可以解决在长时间高温条件下强度变低的问题,也可以增大水的出口温度,提高热转换效率。
为了实现上述目的,本发明采取的技术方案为:
一种新型低导热耐高温塑料管道,包含三层复合管道层,内层为耐热性能好的PE,中间层为空心玻璃微珠带缠绕层,外层为再包覆的一层PE,所述中间层空心玻璃微珠带的胶带上附了一层密集的空心玻璃微珠,所述空心玻璃微珠起到保温隔热的作用,空心玻璃微珠带受热后,热熔胶熔融,使空心玻璃微珠能够粘合在PE管材上,待玻璃微珠带缠绕一定层数后,外层再包覆一层PE。
优选的,所述胶带的成分是PE-g-MAH。
优选的,原料PE为耐高温的PERT I型或者II型。
优选的,所述塑料管道的规格为dn110 SDR11或dn160 SDR9。
优选的,所述空心玻璃微珠的粒径为10-50μm,真密度为0.20-0.76g/cm³;空心玻璃微珠带的带宽为4-7cm,厚度为1-2mm。
本发明还公开了一种上述新型低导热耐高温塑料管道的制备方法,包括如下步骤:
S1:将原料PE通过挤出机熔融挤出,真空定径,经过冷却后,得到内层管;
S2:将冷却后的内层管经过缠绕设备,空心玻璃微珠带按照一定角度,以一定张力缠绕一定层数;
S3:将缠绕固定后的管材经烘箱加热,然后外包覆一层PERT;
S4:包覆结束的管材冷却,牵引切割,下线。
进一步的,所述制备方法所用加工设备包括:挤出设备、缠绕设备以及包覆设备。
进一步的,所述缠绕设备包括四个缠绕机组和加热装置,加热温度为150-180℃,用于使空心玻璃微珠带的热熔胶熔化,使玻璃微珠固定在管材上,缠绕角度为42°-80°,缠绕张力为5-15N,缠绕层数为2-4层。
进一步的,所述包覆设备包括包覆机和烘箱,包覆机用于包覆外层的PE层,烘箱温度为100℃-350℃。
有益效果
通过本发明技术方案,克服了目前中深层地热管道领域存在的问题,实现了既具有很高的耐热性,又具有很高的保温性能,既可以解决在长时间高温条件下强度变低的问题,也可以增大了出口温度,提高了热交换效率。本发明技术方案,制备工艺简洁,适合大范围推广。
附图说明
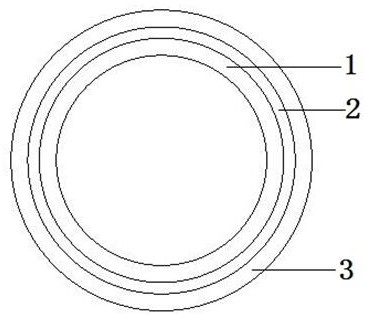
图1为本发明的一种新型低导热耐高温塑料管材结构示意图;
图2为本发明的一种新型低导热耐高温塑料管材的制备工艺流程图;
图中:1、外层PERT;2、空心玻璃微珠带缠绕层;3、内层PERT。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,一种新型低导热耐高温塑料管道,包含三层复合管道层,内层为耐热性能好的PE,中间层为空心玻璃微珠带缠绕层,外层为再包覆的一层PE,所述中间层的空心玻璃微珠带,其胶带的成分为PE-g-MAH,胶带上附了一层密集的空心玻璃微珠,空心玻璃微珠起到保温隔热的作用,空心玻璃微珠带受热后,热熔胶熔融,使空心玻璃微珠能够粘合在PE管材上,待玻璃微珠带缠绕一定层数后,外层再包覆一层PE。
本发明中,原料PE可以选择耐高温的PERT I型或者II型;复合管材的规格为dn110SDR11或dn160 SDR9;空心玻璃微珠的粒径为10~50μm,真密度为0.20-0.76g/cm³;空心玻璃微珠带宽4~7cm,厚度为1~2mm。
上述一种新型低导热耐高温塑料管道的制备,主要制备设备包括:挤出设备、缠绕设备以及包覆设备,制备工艺如图2所示,主要包括如下步骤:
S1:将原料PE通过挤出机熔融挤出,真空定径,经过冷却后,得到内层管;
S2:将冷却后的内层管经过缠绕设备,空心玻璃微珠带按照一定角度,以一定张力缠绕一定层数;
S3:将缠绕固定后的管材经烘箱加热,然后外包覆一层PERT;
S4:包覆结束的管材冷却,牵引切割,下线。
其中:缠绕设备包括四个缠绕机组和加热装置,加热温度为150-180℃,用于使空心玻璃微珠带的热熔胶熔化,使玻璃微珠固定在管材上,缠绕角度为42°-80°,缠绕张力为5-15N;包覆设备包括包覆机和烘箱,包覆机用于包覆外层的PE层,烘箱温度为100℃-350℃。
具体制备实施例如下:
实施例1
采用单螺杆挤出机挤出PERT管材,机筒区温度为180~200℃,模头区温度为190~200℃,经过真空定径,真空度为0.1MPa,冷却后,再经过缠绕设备,空心玻璃微珠带选用1mm厚度,宽4mm的规格,缠绕层数为4层,缠绕角度为42°,缠绕张力设定为5N,其中空心保利微珠粒径为10μm,包覆前经烘箱加热,然后包覆一层PERT,冷却,切割,下线。
实施例2
采用单螺杆挤出机挤出PERT管材,机筒区温度为180~200℃,模头区温度为190~200℃,经过真空定径,真空度为0.1MPa,冷却,再经过缠绕设备,空心玻璃微珠带选用2mm厚度,宽7mm的规格,缠绕层数为3层,缠绕角度为60°,缠绕张力设定为8N,其中空心保利微珠粒径为30μm,包覆前经烘箱加热,然后包覆一层PERT,冷却,切割,下线。
实施例3
采用单螺杆挤出机挤出PERT管材,机筒区温度为180~200℃,模头区温度为190~200℃,经过真空定径,真空度为0.1MPa,冷却,再经过缠绕设备,空心玻璃微珠带选用2mm厚度,宽6mm的规格,缠绕层数为2层,缠绕角度为50°,缠绕张力设定为15N,其中空心保利微珠粒径为35μm,包覆前经烘箱加热,然后包覆一层PERT,冷却,切割,下线。
实施例4
采用单螺杆挤出机挤出PERT管材,机筒区温度为180~200℃,模头区温度为190~200℃,经过真空定径,真空度为0.1MPa,冷却,再经过缠绕设备,空心玻璃微珠带选用2mm厚度,宽7mm的规格,缠绕层数为3层,缠绕角度为70°,缠绕张力设定为15N,其中空心保利微珠粒径为50μm,包覆前经烘箱加热,然后包覆一层PERT,冷却,切割,下线。
性能测试结果如下表:
从上述实施例可以看出,经过本发明的工艺方案,管路中水的出口温度可达到50-70℃,提高了热交换的效率。
- 一种新型低导热耐高温塑料管道及其制备方法
- 一种高致密低导热耐高温碳纤维增强碳化硅/玻璃碳复合材料真空绝热板的制备方法