一种带锯齿L型变截面中空结构复合材料吸波部件的成型方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及一种带锯齿L型变截面中空结构复合材料吸波部件的成型方法。
背景技术
雷达隐身技术是现代战争中必不可少的电子对抗技术,实现隐身的技术途径主要有两条:一是通过外形设计降低雷达散射截面积RCS,二是应用吸收雷达波的材料。随着科技的发展,单一途径已越来越满足不了RCS减缩量的需求。外形设计和吸收雷达波材料二者的综合应用,可以提高RCS的减缩量。使用吸收雷达波材料,可以在不影响部件结构、强度以及气动外形的前提下,提高部件的隐身性能。为实现这一途径,可以将吸收雷达波的材料附着在泡沫、蜂窝等中间材料上,再与其它材料进行复合,制成功能——结构一体化的复合材料吸波部件。因此,复合材料吸波部件的研究得以迅速发展。
在现有技术中,带锯齿L型变截面中空结构的复合材料吸波部件是采用热塑性泡沫粒子,浸渍吸收剂,发泡成型为硬质泡沫板材后,再机械加工出部件外形进行制造。现有技术的优点是:①制造工艺流程短,生产周期快;②工序简单,工艺难度较低;③采用泡沫材料,重量较轻。缺点是:①采用热塑性材料,制成吸波部件产品后,尺寸稳定性较差,不易控制;②产品整体结构强度较弱,尤其是锯齿部位极易断裂;③锯齿处极易产生细小的毛刺,难以清除干净;④塑料发泡成型后,泡沫内部难以避免会产生孔洞,制成产品后,孔洞裸露,外观不美观;⑤产品耐温性不稳定,易产生翘曲变形与表面褶皱;⑥产品耐功率不满足需求。
基于热塑性硬质泡沫吸波材料的上述缺点,急需开发一种新材料、新工艺,以满足产品的技术指标要求。
发明内容
本发明的目的在于克服现有技术的缺点,提供一种带锯齿L型变截面中空结构复合材料吸波部件的成型方法。
本发明的目的通过以下技术方案来实现:
一种带锯齿L型变截面中空结构复合材料吸波部件的成型方法,包括以下步骤:
S1、根据产品外形尺寸,留余量后对蜂窝进行切割,切割出满足加工要求的蜂窝毛坯,毛坯尺寸为:1400mm*1300mm*170mm;
S2、根据性能要求,选择浸料体系在蜂窝中浸渍吸收剂,并进行浸料梯度设计,然后浸料制备成吸波蜂窝毛坯;
S3、将吸波蜂窝毛坯进行机械加工制备蜂窝零件毛坯:先加工零件L型变截面的内外型面,锯齿暂不加工;
S4、将灌封工装固定在蜂窝零件毛坯的内外型面上,并使得需加工锯齿的部位露出;
S5、在零件毛坯需加工锯齿的部位填充低介电灌封胶 ,并在灌封胶固化后,将上下表面打磨至与蜂窝齐平;
S6、采用成型工装,在零件毛坯L型变截面的内外型面铺贴1-3层氰酸酯石英纤维预浸料透波蒙皮并固化,将零件毛坯制成蜂窝夹层结构;
S7、采用铣切工装,利用工艺定位孔定位装夹后,对蒙皮后的蜂窝夹层结构进行锯齿加工,制备成带锯齿L型变截面中空结构的复合材料吸波部件。
进一步的,步骤S2中,根据性能仿真结果,在厚度方向上分梯度浸渍不同浓度的吸收剂,吸收剂浓度由下往上逐渐递减。
进一步的,步骤S3中,蜂窝零件毛坯根据产品外形,内扩外收3-5mm。
进一步的,步骤S5中,填充低介电灌封胶时,其填充区域由锯齿外轮廓向外扩3-5mm。
进一步的,步骤S6中,所述成型工装为组合模具,模具主体为阳模凸台,保证L型变截面中空结构的内型面;可拆卸部分为分块阴模,通过销钉定位+螺栓固定与模具主体连接,保证L型变截面中空结构的外型面。
进一步的,步骤S5中,所述低介电灌封胶可耐温180℃以上,且介电常数小于2。
进一步的,步骤S6中,所述氰酸酯石英纤维预浸料透波蒙皮的单层厚度0.2mm。
本发明具有以下优点:
1、采用新材料、新工艺:蜂窝芯+蒙皮制成蜂窝夹层结构,零件尺寸精度控制满足设计要求且尺寸稳定性较好。
2、采用蜂窝夹层结构,零件整体结构强度提升,并且锯齿部位有灌封胶填充加强,使锯齿不易被折断。
3、锯齿处蜂窝采用灌封胶填充,机械加工后外观质量好,且无需进行后处理操作,节约了时间和人力成本。
4、采用蜂窝芯+蒙皮制成蜂窝夹层结构,并用组合模具保证零件内、外型面,成型后零件外观质量好。
5、采用蜂窝芯+蒙皮制成蜂窝夹层结构,提高了零件的耐温性,解决了零件易产生翘曲变形与表面褶皱的问题。
6、用蜂窝芯+蒙皮制成蜂窝夹层结构,提升了零件的耐功率性能,解决了产品耐功率的需求。
7、应用灌封胶,使锯齿部位在加工后即完成封边处理,且封边质量好。
8、工装设计与制造,兼顾模具与蜂窝的受热膨胀问题,设计时模具考虑了缩放系数,制造时控制了加工误差,保证了成型后蒙皮与蜂窝之间无分层,且胶接强度高。
9、工装设计时,组合模具的可拆卸部分设计了限位,保护了蜂窝在成型时不被压塌,提高了产品的合格率。
附图说明
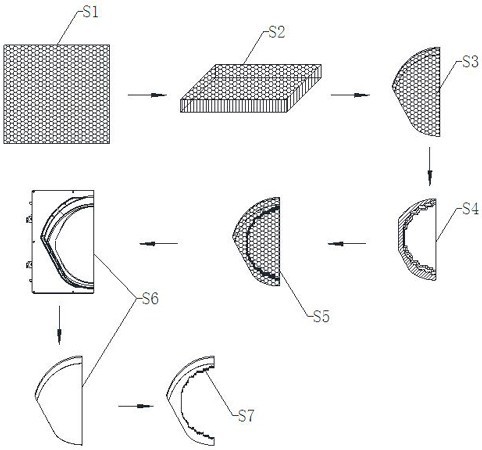
图1 为本发明的成型过程示意图。
具体实施方式
下面结合附图对本发明做进一步的描述,但本发明的保护范围不局限于以下所述。
如图1所示,一种带锯齿L型变截面中空结构复合材料吸波部件的成型方法,包括以下步骤:
S1、根据产品外形尺寸,留余量后对蜂窝进行切割,切割出满足加工要求的蜂窝毛坯,毛坯尺寸为:1400mm*1300mm*170mm;
S2、根据性能要求,选择浸料体系在蜂窝中浸渍吸收剂,并进行浸料梯度设计,根据性能仿真结果,在厚度方向上分梯度浸渍不同浓度的吸收剂,吸收剂浓度由下往上逐渐递减,然后浸料制备成吸波蜂窝毛坯;
S3、将吸波蜂窝毛坯进行机械加工制备蜂窝零件毛坯:先加工零件L型变截面的内外型面,锯齿暂不加工,蜂窝零件毛坯根据产品外形,内扩外收3-5mm;
S4、将灌封工装固定在蜂窝零件毛坯的内外型面上,并使得需加工锯齿的部位露出;
S5、在零件毛坯需加工锯齿的部位填充低介电灌封胶,低介电灌封胶可耐温180℃以上,且介电常数小于2,其填充区域由锯齿外轮廓向外扩3-5mm,并在灌封胶固化后,将上下表面打磨至与蜂窝齐平;①填充灌封胶后,可增加锯齿部位的强度,锯齿宽度仅7mm,强度较弱;②填充灌封胶,进行锯齿加工后,可不用再对蜂窝进行封边处理;③填充灌封胶,机加后,锯齿加工截面平整、无毛刺。
S6、采用成型工装,在零件毛坯L型变截面的内外型面铺贴1-3层氰酸酯石英纤维预浸料透波蒙皮并固化,氰酸酯石英纤维预浸料透波蒙皮的单层厚度0.2mm,将零件毛坯制成蜂窝夹层结构;
S7、采用铣切工装,利用工艺定位孔定位装夹后,对蒙皮后的蜂窝夹层结构进行锯齿加工,制备成带锯齿L型变截面中空结构的复合材料吸波部件。
在本实施例中,步骤S6中,所述成型工装为组合模具,模具主体为阳模凸台,保证L型变截面中空结构的内型面;可拆卸部分为分块阴模,通过销钉定位+螺栓固定与模具主体连接,保证L型变截面中空结构的外型面,因此,零件L型变截面的内外型面均贴合模具,可保证零件成型后,内外表面的表面质量。
成型工装设计时与制造时,考虑了工装和蜂窝的受热膨胀,对组合模具的阳模凸台缩放系数(缩放1-3mm)及加工误差进行控制,保证了成型时内蒙皮与蜂窝的贴合性。
工装设计时,组合模具的可拆卸部分设计了限位,保证成型时蜂窝不被损坏的同时,也可以保证外蒙皮与蜂窝的贴合性。
成型工装设计2个Φ6mm工艺定位孔,工艺定位孔与铣切工装相匹配,便于二次加工时装夹定位。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种带锯齿L型变截面中空结构复合材料吸波部件的成型方法
- 高精度外表面的变截面中空结构复合材料零件成型方法