一种ABS挤出机脱挥回收方法及回收系统
文献发布时间:2023-06-19 13:30:50
技术领域
本发明公开涉及ABS挤出机辅助装置技术领域,尤其涉及一种ABS挤出机脱挥回收方法及回收系统。
背景技术
ABS挤出机会产生部分挥发性气体,经真空泵抽出冷凝后,气体排空,液相回收;如现有技术中,ABS挤出机脱挥出口的挥发气乙苯、苯乙烯、丙烯腈等混合气,大都只经一级冷凝器冷凝后落入缓冲罐进行回收,不凝气直接通过管道引至高点进行安全放空。由于仅经一级、常压冷凝,对挥发度相对较大的丙烯腈回收效果不好。而丙烯腈不但易燃易爆,而且属于危害严重的有毒气体。
故提供一种能够提高ABS挤出机挥发气体的回收率,从而减少有毒有害气体排放量的方法是人们亟待解决的问题。
发明内容
鉴于此,本发明公开提供了一种ABS挤出机脱挥回收方法及回收系统,以实现提高挤出机的挥发气体的回收率;
本发明提供的技术方案,具体为,一种ABS挤出机脱挥回收系统,包括一级缓冲罐、二级缓冲罐、一级冷凝器、二级冷凝器;一级冷凝器和二级冷凝器下面分别设有一级缓冲罐、二级缓冲罐,一级缓冲罐下游布置有爪型真空泵,其中ABS挤出机设有三个脱挥口,所述ABS挤出机脱挥口的出口管线上设有两台氧气分析仪,两台氧气分析仪并联设置;所述ABS挤出机的第三脱挥口与二级冷凝器入口连通。
进一步地,ABS挤出机的第三脱挥口管线与第一脱挥口、第二脱挥口的出口管线汇合处设有气动控制阀,分别为第一切换挥发气体排出路径的控制阀、第二切换挥发气体排出路径的控制阀。
进一步地,一级缓冲罐并列设有两个,二级缓冲罐并列设有两个。
进一步地,一级缓冲罐、二级缓冲罐分别与回收罐连通,回收罐与反应釜连通。
进一步地,一级缓冲罐的上部出气口与二级冷凝器连通,一级缓冲罐的上部出气口与二级冷凝器间设有爪式真空泵。
进一步地,二级缓冲罐设有氮气吹扫装置。
进一步地,两个二级缓冲罐排放管线上的出口自控控制阀与二级缓冲罐上压力变送器联锁。
另一方面,本发明提供了一种ABS挤出机脱挥回收方法,包括如下步骤:
1)ABS挤出机三个脱挥口的混合气体进入到一级冷凝器,采用-25℃冷冻质量百分含量为50%的乙二醇水溶液冷凝混合气体,被冷凝后的气体输送至一级缓冲罐中,未被冷凝的气体经一级缓冲罐上部出气口进入爪式真空泵,通过爪式真空泵后进入到二级冷凝器中;
2)由二级冷凝器冷凝后的液相进入到二级缓冲罐中,不凝气体经过二级缓冲罐上部出气口放空;
3)通过并联在ABS挤出机脱挥口出口管线的两台氧气分析仪,实时监测管线内氧气含量,如管线内有空气进入,氧含量分析仪达到监测设定值时,系统控制爪式真空泵停止,同时打开第三脱挥口与二级冷凝器入口连通管线上的第二切换挥发气体排出路径的控制阀;
4)ABS挤出机脱挥气体经切换挥发气体排出路径的控制阀流向二级冷凝器,通过二级冷凝器冷凝后排出室外;开启二级冷凝器的氮气吹扫阀,进行氮气吹扫与置换,当系统内氧气含量合格后,系统控制关闭第二切换挥发气体排出路径的控制阀,重新手动启动爪式真空泵。
进一步地,爪式真空泵的入口温度为170℃,入口压力为50Pa,进气量为1.5kg/h。
本发明提供的一种ABS挤出机脱挥回收方法及回收系统。能够显著减少挤出机脱挥口有毒有害气体的排放量。在工艺方法上回收的挥发气体还可以作为原料回用,不但减少了物料损失还降低对环境的污染,还起到节能减排的作用。系统中采用了LAHEE爪型干式真空泵对系统进行抽真空,真空工艺流程无油,无水,对工艺介质没有污染,可实现工艺介质的清洁回收。有更高的真空稳定性和设备安全性,而且能耗低,尾气回收清洁度高。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明的公开。
附图说明
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
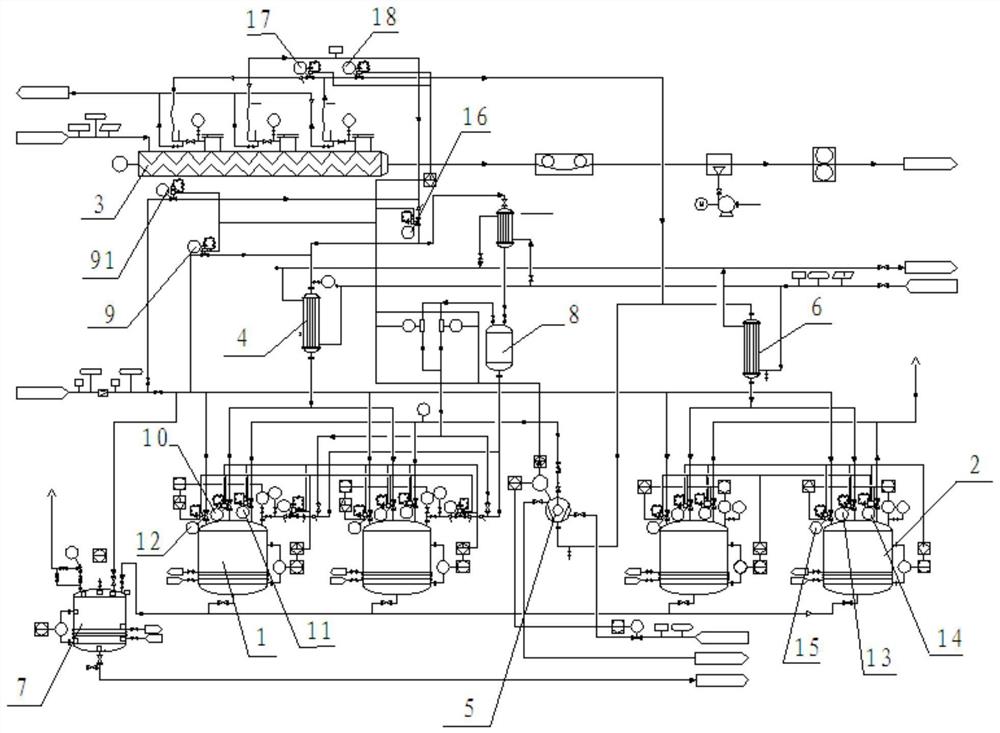
图1为本发明公开实施例提供的一种ABS挤出机脱挥回收回收系统结构示意图。
具体实施方式
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本发明的一些方面相一致的系统的例子。
现有技术中,ABS挤出机真空系统只有一台真空泵,如果系统内氧含量超标会造成设备停机,进而影响挤出机的正常操作。本实施方案涉及的为1.5kg/h的ABS挤出机脱挥物料;其进料组成如下:
进料组成
一种ABS挤出机脱挥回收系统,包括一级缓冲罐1、二级缓冲罐2、一级冷凝器4、二级冷凝器6;所述一级冷凝器4和二级冷凝器6下面分别设有一级缓冲罐1、二级缓冲罐2,一级缓冲罐1下游布置有爪型真空泵5,其中ABS挤出机设有三个脱挥口,
挤出机第一脱挥口、第二脱挥口、第三脱挥口三个视镜盖板上加锁扣锁紧,保证系统抽真空时,不会有空气进入,每个视镜口不少于4个。每个脱挥口手动阀后加导淋,可以有计划性的将真空管线内小分子粘稠物排放掉。导淋规格DN20,每个导淋均设置承插焊根部阀,管线采用
上述ABS挤出机3脱挥口的出口管线上设有两台氧气分析仪8,两台氧气分析仪8并联设置;目的是双保险保证装置安全运行;ABS挤出机3的第三脱挥口与二级冷凝器6入口连通。一级冷凝器和二级冷凝器下面分别设两个缓冲罐,用于放料时切换使用,一级缓冲罐1、二级缓冲罐2分别与回收罐7连通,回收罐7与反应釜连通。本系统将缓冲罐排放的液相进入回收罐,回收罐内液位到达指定液位时,开启回收罐出口阀将凝液送到反应釜。上述回收罐7罐顶设置安全阀;
作为技术方案的进一步改进,回收罐7部采用冷冻水冷却并保冷,以减少罐内液体损失,回收罐7同样设置DN25氮气吹扫接口,并加根部阀;设安全阀,可实现事故状态超压泄放,以保护储罐,泄放管线引至厂房外高点放空;回收罐7顶部设置压力变送器,可实现当罐内压力高、低报警;设置液位变送器L,可实现罐内液位高、低报警。二级缓冲罐附近增设可燃/有毒气体检测报警器,可实现可燃/有毒气体泄漏现场及控制室声光报警。将氧含量、爪式真空泵运行状态、冷却水流量等一些重要控制参数数据引到总控室。目的是可以随时监测,便于及时调整。
一级缓冲罐1及二级缓冲罐2下部加冷冻水盘管并保冷,以减少罐内液体物料损失。(盘管采用
ABS挤出机3的第三脱挥口管线与第一脱挥口、第二脱挥口的出口管线汇合处设有气动控制阀,分别为第一切换挥发气体排出路径的控制阀17、第二切换挥发气体排出路径的控制阀18,目的是进行有效的氮气吹扫及异常状态时切换挤出机脱挥气排出路径。
一级缓冲罐1并列设有两个,二级缓冲罐2并列设有两个。一级缓冲罐1的上部出气口与二级冷凝器6连通,所述一级缓冲罐1的上部出气口与二级冷凝器6间设有爪式真空泵5。二级缓冲罐2设有氮气吹扫装置。两个二级缓冲罐2排放管线上的出口自控控制阀与二级缓冲罐上压力变送器联锁。可实现当罐内压力高于0.08MPa时,排放阀自动打开,当罐内压力低于0.05MPa时排放阀自动关闭。目的是减少接收罐内液体物料的损失。
经过本系统将挤出机尾气处理后,气体排放,凝液返回前部系统,无产品产出;ABS挤出机会产生部分挥发性气体,经真空泵抽出冷凝后,气体排空,液相回收。本实施方案的系统中包含两台真空泵可以保证ABS挤出机的稳定运行。
本实施方案还提供了一种ABS挤出机脱挥回收方法,包括如下步骤:
1)ABS挤出机三个脱挥口的混合气体进入到一级冷凝器4,采用-25℃冷冻质量百分含量为50%的乙二醇水溶液冷凝混合气体,被冷凝后的气体输送至一级缓冲罐1中,未被冷凝的气体经一级缓冲罐1上部出气口进入爪式真空泵5,通过爪式真空泵5后进入到二级冷凝器6中;
2)由二级冷凝器6冷凝后的液相进入到二级缓冲罐2中,不凝气体经过二级缓冲罐2上部出气口放空;
3)通过并联在ABS挤出机脱挥口出口管线的两台氧气分析仪8,实时监测管线内氧气含量,如管线内有空气进入,氧含量分析仪达到监测设定值时,系统控制爪式真空泵5停止,同时打开第三脱挥口与二级冷凝器6入口连通管线上的第二切换挥发气体排出路径的控制阀18;
4)ABS挤出机脱挥气体经切换挥发气体排出路径的控制阀流向二级冷凝器6,通过二级冷凝器6冷凝后排出室外;开启二级冷凝器(6)的氮气吹扫阀,进行氮气吹扫与置换,当系统内氧气含量合格后,系统控制关闭第二切换挥发气体排出路径的控制阀18,重新手动启动爪式真空泵5。
在一级缓冲罐1下游增加爪型真空泵5对系统进行抽真空,真空泵出口进二级冷凝器6冷凝后落入二级缓冲罐2,两个缓冲罐一开一备,进行回收,不凝气通过管道引至高点进行安全放空。
本实施方案依据工艺装置的规模、工艺流程特点及操作要求,设置了较完善的检测、自动控制系统及必要的信号联锁保护系统。具体系统操作包括如下:
开机前氮气置换:手动打开第一氮气阀9、一级缓冲罐进口阀10,一级缓冲罐出口阀11、二级缓冲罐进口阀13,二级缓冲罐出口阀14等自动控制阀,氮气从一级冷凝器4进入一级缓冲罐1,经爪式真空泵5、二级冷凝器6、二级缓冲罐2后排出室外。
氮气置换1分钟后手动打开脱1脱2脱3出口手阀、进气总阀16、第二切换挥发气体排出路径的控制阀18,手动关闭脱3出口第一切换挥发气体排出路径的控制阀17、手动关闭一级缓冲罐的入口阀门。氮气从脱1脱2口进入挤出机3,从脱3口依次经第二切换挥发气体排出路径的控制阀18、二级冷凝器6、2级缓冲罐2,排出室外。
氮气置换1分钟后手动打开脱3出口第一切换挥发气体排出路径的控制阀17,关闭脱1脱2出口手阀,氮气从脱3口经第二切换挥发气体排出路径的控制阀18排出。氮气置换1分钟后,手动关闭自第二切换挥发气体排出路径的控制阀18、进气总阀16、来自氮气总管线的阀9、一级缓冲罐出口阀11、二级缓冲罐进口阀13、二级缓冲罐出口阀14。
开机:第二切换挥发气体排出路径的控制阀18、进气总阀16、一级缓冲罐进口阀10、一级缓冲罐出口阀11、第一补氮气阀12、二级缓冲罐进口阀13、二级缓冲罐出口阀11、第二补氮气阀15关闭状态,第一切换挥发气体排出路径的控制阀17处于开启状态。
自动状态下,按下系统启动按钮,进气总阀16、一级缓冲罐进口阀10、一级缓冲罐出口阀11、二级缓冲罐进口阀13、二级缓冲罐出口阀14自动打开,系统开始正常运行。
停机:正常停机情况:按下系统停机按钮,进气总阀16、一级缓冲罐进口阀10、一级缓冲罐出口阀11、二级缓冲罐进口阀13、二级缓冲罐出口阀14关闭,爪式真空泵5停止运行,第一补氮气阀12、第二补氮气阀15自动打开,向系统充氮气至0.05MPa后自动关闭。
冷却水流量、温度、爪式真空泵电流、温度等异常时停机情况:爪式真空泵5停止运行,第二切换挥发气体排出路径的控制阀18自动开启,挤出机脱挥气体通过脱3出口排出,同时进气总阀16、一级缓冲罐进口阀10、一级缓冲罐出口阀11、二级缓冲罐进口阀13、二级缓冲罐出口阀14自动控制阀关闭,第一补氮气阀12、第二补氮气阀15自动打开,向系统充氮气至0.05MPa后自动关闭。故障排出后,启动爪式真空泵5后,第二切换挥发气体排出路径的控制阀18关闭。
当氧含量超标或氧分析仪故障时,系统自动停止爪式真空泵5、自动关闭进气总阀16、自动关闭第一切换挥发气体排出路径的控制阀17、自动开启第二切换挥发气体排出路径的控制阀18,打开第一氮气阀9、第二氮气阀91,此时一级缓冲罐进口阀10、一级缓冲罐出口阀11、二级缓冲罐进口阀13、二级缓冲罐出口阀14自处于开启状态,一路氮气经一级冷凝器4、一级缓冲罐1、爪式真空泵5、二级缓冲罐2将可燃气体排出室外;另一路氮气去挤出机,将系统内可燃气体及挤出机出口脱挥气体吹扫至二级冷凝器6冷凝,冷凝下来的液体进入2级缓冲罐2,不凝气体通过缓冲罐2排放口排出室外。当氧气分析仪检测氧气含量合格后,第一氮气阀9、第二氮气阀91自动关闭,第二切换挥发气体排出路径的控制阀18自动关闭、第一切换挥发气体排出路径的控制阀17自动开启。
两个一级缓冲罐、两个二级缓冲罐的切换操作:当一级缓冲罐中的一个罐处于工作状态时,液位达到设定值后,系统自动切换为另一个并联的一级缓冲罐为工作状态,充氮气至0.05MPa后自动关闭,手动打开一级缓冲罐的排放阀。二级缓冲罐与之情况相同。
正常运行情况下,为减少一级缓冲罐1内的气体挥发,当二级缓冲罐2内的压力达到0.08MPa时,二级出口阀14自动开启,将气体排出室外,当二级缓冲罐2内压力低于0.05MPa时,二级出口阀14自动关闭。
本系统中集中压力检测选用压力变送器,就地压力检测选用弹簧管压力表或隔膜压力表。集中液位检测选用双法兰、磁浮子或者浮筒液位变送器,就地液位检测选用玻璃板液位计或石英玻璃管液位计。选用扩散式催化燃烧型检测器。
综上,本实施方案将挤出机脱挥出口气体直接引至二级冷凝器6入口,以便于系统出现异常状态时(如系统出现露点导致氧含量超标)切换挤出机脱挥气排出路径,并进行有效的氮气吹扫。氧含量分析仪出口先进二级冷凝器6冷凝后再排大气。二级缓冲罐2增加了氮气吹扫和保护措施。
本系统采用LAHEE爪型干式真空泵对系统进行抽真空,采用了螺旋反爪原理,复合密封技术,真空工艺流程无油,无水,对工艺介质没有污染,可实现工艺介质的清洁回收。较传统的水环真空泵和往复真空泵有更高的真空稳定性和设备安全性,而且能耗低,尾气回收清洁度高。通过本实施方案提供的系统及方法,可将挤出机出口挥发气质量回收率由现有技术中的83.3%提高到99.9%。
本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本发明的其它实施方案。本申请旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本发明的一般性原理并包括本发明未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本发明的真正范围和精神由权利要求指出。
- 一种ABS挤出机脱挥回收方法及回收系统
- 一种脱挥螺杆及脱挥挤出机