一种开关手柄自动组装设备
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及开关手柄领域,特别是关于一种开关手柄自动组装设备。
背景技术
开关作为市场上的常用配件,它的需求量非常大,开关手柄是开关的重要组成部分,开关手柄由滚轮、手柄和转轴构成。现有的开关手柄组装工作主要是由工人手工操作,但是开关手柄尺寸较小,且组装步骤多,操作较为繁琐,人工组装的效率较低,且容易漏装或者装错而导致组装效果较差,产品合格率降低,亟待改善。
发明内容
有鉴于此,本发明提供一种开关手柄自动组装设备,通过专用安装治具来固定滚轮,然后将手柄放在滚轮上,并插入转轴使得滚轮与手柄锁紧并转动连接,从而实现开关手柄的自动化组装。
本发明的目的通过以下技术方案实现:
一种开关手柄自动组装设备,开关手柄由滚轮、手柄和转轴构成,包括机台、转盘、滚轮安装装置、手柄安装装置、转轴安装装置、以及产品下料组件,所述转盘上设置有若干个安装治具,所述安装治具的上表面挖设有长条状并用于放置手柄的安装槽,所述安装槽中部设置有用于放置滚轮的凹陷孔,所述凹陷孔两侧均为敞开口,所述凹陷孔的形状、尺寸与转轴的形状、尺寸相匹配,所述安装治具的底部与转盘可拆连接。
优选的,所述转轴安装装置包括转轴振动盘、转轴逐项进料组件、转轴安装组件、以及转轴焊接器。
优选的,所述转轴逐项进料组件包括与转轴振动盘相接的第一软管、与第一软管相接的转轴逐项过料通道、与转轴逐项过料通道相接的中转错位构件、与中转错位构件相接的第二软管。
优选的,所述中转错位构件包括连通转轴逐项过料通道与第二软管的中转错位腔室、设置在中转错位腔室内并用于推动转轴的推料杆、驱使推料杆移动的推料气缸,所述推料杆用于将由转轴逐项过料通道进入到中转错位腔室内的转轴送到第二软管。
优选的,所述转轴逐项过料通道的中轴线与第二软管的中轴线不在同一直线上。
优选的,所述转轴安装组件包括对位座、设置在对位座并与第二软管相接的打轴枪、驱使打轴枪作动的打轴气缸、设置在对位座的对位针、以及设置在对位座的CCD装置,所述对位针与打轴枪位于安装治具的两对侧。
优选的,所述打轴枪包括供转轴通行的斜进料道和平出料道。
优选的,所述滚轮安装装置包括滚轮振动盘、滚轮安装组件,所述滚轮安装组件包括与滚轮振动盘相接的滚轮逐项过料通道、位于滚轮逐项过料通道旁的滚轮拾取器、驱使滚轮拾取器移动的滚轮横移气缸和滚轮纵移气缸。
优选的,所述手柄安装装置包括手柄振动盘、手柄安装组件,所述手柄安装组件包括与手柄振动盘相接的手柄逐项过料通道、位于手柄逐项过料通道旁的手柄拾取器、驱使手柄拾取器移动的手柄横移气缸和手柄纵移气缸。
优选的,还包括用于检测NG的产品检测装置。
本发明相较于现有技术的有益效果是:
本发明的开关手柄自动组装设备,通过专用安装治具来固定滚轮,然后将手柄放在滚轮上,并插入转轴使得滚轮与手柄锁紧并转动连接,从而实现开关手柄的自动化组装。具体的,滚轮安装装置首先将滚轮逐个分离并逐个送至安装治具中的凹陷孔处,然后手柄安装装置将手柄逐个分离并逐个送至安装治具中的安装槽处,此时手柄覆盖在滚轮上,且手柄上的孔洞与滚轮中心孔洞对齐,接着转轴安装装置将转轴逐个分离并逐个插入到前述孔洞中,再对转轴进行焊接,使转轴与手柄锁紧,最后产品下料组件实现产品的下料作业。
附图说明
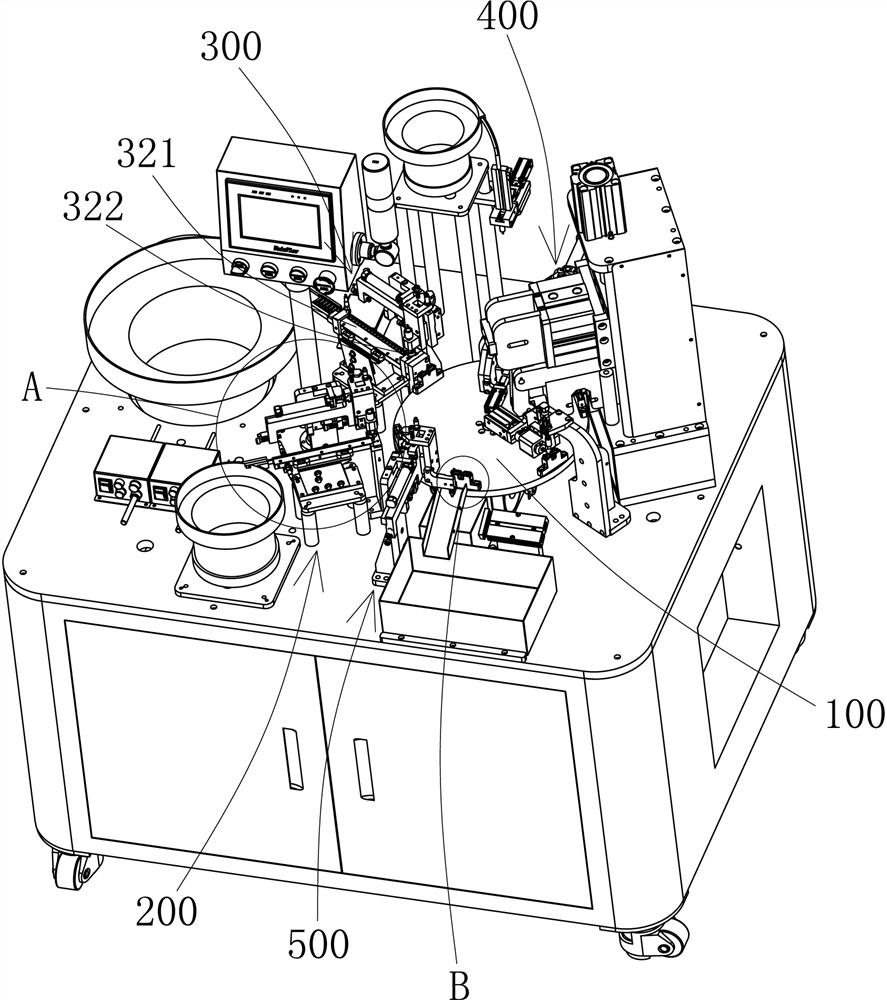
图1为本发明一实施例中开关手柄自动组装设备的结构图。
图2为图1中A区域的放大图。
图3为图1中B区域的放大图。
图4为本发明一实施例中开关手柄自动组装设备的结构图。
图5为图4中C区域的放大图。
图6为本发明一实施例中开关手柄自动组装设备的结构图。
图7为图6中D区域的放大图。
具体实施方式
为了便于本领域技术人员理解,下面将结合具体实施例及附图对本发明作进一步详细描述。
请参考图1-7,本发明实施例包括:
一种开关手柄自动组装设备,开关手柄由滚轮、手柄和转轴构成,包括机台、转盘100、滚轮安装装置200、手柄安装装置300、转轴安装装置400、产品下料组件500、以及用于检测NG的产品检测装置600。转盘100上设置有若干个安装治具110,安装治具110的上表面挖设有长条状并用于放置手柄的安装槽111,安装槽111中部设置有用于放置滚轮的凹陷孔112,凹陷孔112两侧均为敞开口,凹陷孔112的形状、尺寸与转轴的形状、尺寸相匹配,安装治具110的底部与转盘100可拆连接。通过专用安装治具来固定滚轮,然后将手柄放在滚轮上,并插入转轴使得滚轮与手柄锁紧并转动连接,从而实现开关手柄的自动化组装。
转轴安装装置400包括转轴振动盘410、转轴逐项进料组件420、转轴安装组件430、以及转轴焊接器440。转轴安装装置将转轴逐个分离并逐个插入到转轴孔洞和手柄孔洞中,再对转轴进行焊接,使转轴与手柄锁紧。
转轴逐项进料组件420包括与转轴振动盘410相接的第一软管421、与第一软管421相接的转轴逐项过料通道422、与转轴逐项过料通道422相接的中转错位构件423、与中转错位构件423相接的第二软管424。转轴从转轴振动盘进入到第一软管,然后到达转轴逐项过料通道,转轴逐项过料通道竖直放置,转轴逐项过料通道最底部的转轴在中转错位构件中进行横向移动,然后进入到第二软管。
中转错位构件423包括连通转轴逐项过料通道422与第二软管424的中转错位腔室423a、设置在中转错位腔室423a内并用于推动转轴的推料杆423b、驱使推料杆423b移动的推料气缸423c,推料杆423b用于将由转轴逐项过料通道422进入到中转错位腔室423a内的转轴送到第二软管424。转轴逐项过料通道最底部的转轴被推料杆推动而达到第二软管上方,然后顺着软管下行。
转轴逐项过料通道422的中轴线与第二软管424的中轴线不在同一直线上。
转轴安装组件430包括对位座431、设置在对位座431并与第二软管424相接的打轴枪432、驱使打轴枪432作动的打轴气缸433、设置在对位座431的对位针434、以及设置在对位座431的CCD装置435,对位针434与打轴枪432位于安装治具110的两对侧。对侧的对位针穿过转轴孔洞和手柄孔洞,并顶着该转轴,打轴枪将转轴插入到转轴孔洞和手柄孔洞中,从而实现转轴的插入。
打轴枪432包括供转轴通行的斜进料道432a和平出料道432b。转轴自上而下进入到斜进料道,并在斜进料道倾斜下行,到达平出料道后,在打轴气缸433的推动下,逐步靠近安装治具并插入到转轴孔洞和手柄孔洞中。
滚轮安装装置200包括滚轮振动盘210、滚轮安装组件220,滚轮安装组件220包括与滚轮振动盘210相接的滚轮逐项过料通道221、位于滚轮逐项过料通道221旁的滚轮拾取器222、驱使滚轮拾取器222移动的滚轮横移气缸223和滚轮纵移气缸224。滚轮安装装置将滚轮逐个分离并逐个送至安装治具中的凹陷孔处。
手柄安装装置300包括手柄振动盘310、手柄安装组件320,手柄安装组件320包括与手柄振动盘310相接的手柄逐项过料通道321、位于手柄逐项过料通道321旁的手柄拾取器322、驱使手柄拾取器322移动的手柄横移气缸323和手柄纵移气缸324。手柄安装装置将手柄逐个分离并逐个送至安装治具中的安装槽处,此时手柄覆盖在滚轮上,且手柄上的孔洞与滚轮中心孔洞对齐。
本实施例的开关手柄自动组装设备,通过专用安装治具来固定滚轮,然后将手柄放在滚轮上,并插入转轴使得滚轮与手柄锁紧并转动连接,从而实现开关手柄的自动化组装。具体的,滚轮安装装置首先将滚轮逐个分离并逐个送至安装治具中的凹陷孔处,然后手柄安装装置将手柄逐个分离并逐个送至安装治具中的安装槽处,此时手柄覆盖在滚轮上,且手柄上的孔洞与滚轮中心孔洞对齐,接着转轴安装装置将转轴逐个分离并逐个插入到前述孔洞中,再对转轴进行焊接,使转轴与手柄锁紧,最后产品下料组件实现产品的下料作业。
在本发明的描述中,需要理解的是,术语“同轴”、“底部”、“一端”、“顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“中央”、“两端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”、“第三”、“第四”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量,由此,限定有“第一”、“第二”、“第三”、“第四”的特征可以明示或者隐含地包括至少一个该特征。
在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种开关手柄自动组装设备
- 一种微动开关手柄自动组装机