不锈钢液压管焊接充气定位装置
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及定位装置技术领域,具体为不锈钢液压管焊接充气定位装置。
背景技术
钢管按生产工艺不同分为无缝钢管和焊接钢管两类。无缝钢管是由钢锭、管坯或钢棒穿孔制成的无缝的钢管。
其中不锈钢液压管在实施加工焊接时,按技术规范要求,焊前对管外侧坡口面进行胶带密封,安装充气工装提前充保护气,氩气的纯度不得低于99.99%,等管子内空气排尽氩气充满后,方可开始焊接,设定背面充气流量为10L/min,封堵工装形成的气室容积约为1L,10秒钟后保护气体纯度可满足要求,在整个焊接过程中,必须始终对管子内充氩气保护。焊接时,先撕开坡口面上的胶带,撕开长度根据管径大小,焊接完成后,再持续充气30秒后再停止充气。
而在建造化学品船不锈钢管的制作过程中,焊接充气过程中需要通过定位装置对管体实施定位,而现有技术中的定位装置在实际应用时还存在以下不足:
现有技术中的定位装置由于其结构上的缺陷,存在高压法兰短管焊接目测定位不正的情况,从而严重导致了焊接后外观质量差的问题,故而满足不了现有技术所需。
发明内容
本发明的目的在于提供不锈钢液压管焊接充气定位装置,以解决由于其结构上的缺陷,存在高压法兰短管焊接目测定位不正的情况,从而严重导致了焊接后外观质量差的问题。
为实现上述目的,本发明提供如下技术方案:不锈钢液压管焊接充气定位装置,包括管体和定位机构,所述管体一端设置有定位机构,所述定位机构一端固定连接有端盖,所述定位机构内部插接有膨胀套,所述端盖中部活动插接有收紧螺杆,所述收紧螺杆位于膨胀套内部,所述收紧螺杆外围靠近一端处贯穿端盖活动套接有蝶形压紧螺母,所述管体外围活动套接有微距紧固机构,所述微距紧固机构外围中部固定套接有安装环,所述安装环外围四周均螺纹插接有丝杆,所述丝杆一端固定连接有转盘,所述丝杆另一端贯穿微距紧固机构固定连接有定位机构,相邻的多个定位机构外围固定套接有固定套,所述固定套外围的微距紧固机构内壁中部开设有限位槽,所述固定套外围中部开设有泄压槽,所述泄压槽与限位槽活动插接。
优选的,所述管体内径尺寸与所述定位机构内径尺寸相同。
优选的,所述定位机构呈中空型结构,所述定位机构外围呈T型结构,所述定位机构外围一侧的直径尺寸不大于所述端盖直径尺寸。
优选的,所述端盖呈凸字型结构,所述端盖外围一端与膨胀套固定插接,所述端盖外围一侧的直径尺寸与定位机构内径尺寸相同。
优选的,所述膨胀套一端开设有卡槽,卡槽用于作为膨胀套在端盖上的安装定位机构,所述膨胀套外围一端与管体插接。
优选的,所述收紧螺杆一端呈圆台型结构,所述收紧螺杆外围一端直径尺寸不大于所述管体内径尺寸,所述收紧螺杆外围一端直径尺寸不小于膨胀套内径尺寸。
优选的,所述蝶形压紧螺母外围两侧均固定连接有柄体,所述柄体呈圆柱形结构,柄体一端开设有圆角。
优选的,所述定位机构外围两侧设置有凸块,所述管体外围固定套接有卡环,卡环通过丝杆与凸块固定连接,凸块和卡环用于作为管体和定位机构的连接定位机构。
优选的,所述定位机构一端边缘处缠绕有胶带,所述定位机构与管体相邻端通过胶带密封连接。
优选的,所述端盖外围一侧中部四周均开设有定位槽,定位槽呈间隔式环形排布,所述蝶形压紧螺母一侧中部四周设置有半圆块,半圆块与定位槽滑动插接。
与现有技术相比,本发明的有益效果是:
本发明通过在管体的一端设有定位机构,能够有效的对管体实施焊接加工时提供定位效果,借助定位机构内的收紧螺杆调整与膨胀套的连接位置,使得膨胀套能够有效的调整与管体之间的贴合度,进而使得通过端盖连接的定位机构能够实施同步定位效果,进而使得管体在实施焊接时,达到了确保定位质量,兼有充氩气束接,定位机构使气体用量节约,有提高施工质量、提高交验合格率和降本增效的效果,该定位装置构思巧妙、结构合理、制作方便、成本低廉,有效提高管子对接定位质量,焊接后管子内侧焊缝成型好,提高交验合格率,在应用过程中得到了施工人员的肯定和好评,取得了提质增效的效果,具有很好推广价值,进而有效的解决了存在高压法兰短管焊接目测定位不正导致焊接后外观质量差的问题,通过微距紧固机构使得管体在借助定位机构实施辅助定位焊接充气时,能够进一步提升管体与定位机构的连接稳固平稳性,且通过微调定位机构在管体上实施安装应用能够进行辅助紧固泄压调整,使得管体在安置焊接时,通过温度的变换传递至固定套中,通过固定套上的泄压槽与限位槽的微距配合,能够抵消管体在焊接时出现的偏位情况,进而有效的提升了管体在实施定位焊接充气时的定位精度。
附图说明
图1为本发明局部半剖结构示意图;
图2为本发明收紧螺杆局部半剖结构示意图;
图3为本发明膨胀套局部半剖结构示意图;
图4为本发明膨胀套侧视结构示意图;
图5为本发明端盖侧视结构示意图;
图6为本发明端盖局部半剖结构示意图;
图7为本发明蝶形压紧螺母局部半剖结构示意图;
图8为本发明柄体结构示意图;
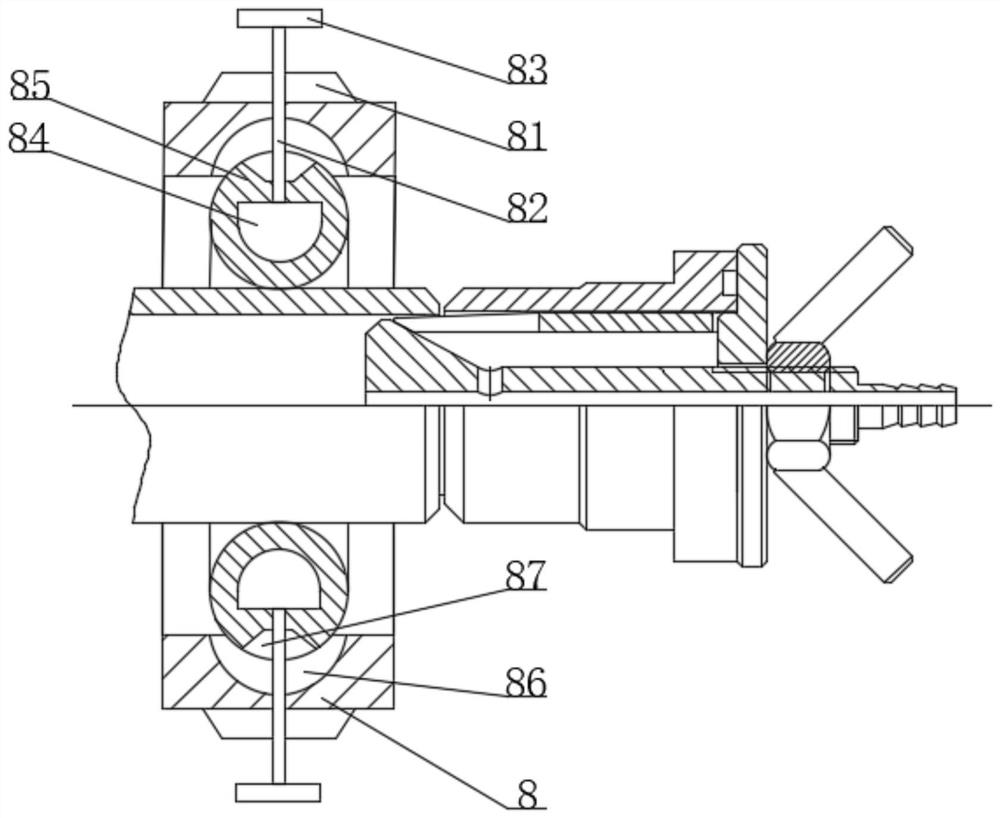
图9为本发明微距紧固机构半剖结构示意图。
图中:1-管体;2-定位机构;3-端盖;4-膨胀套;5-收紧螺杆;6-蝶形压紧螺母;7-柄体;8-微距紧固机构;81-安装环;82-丝杆;83-转盘;84-定位机构;85-固定套;86-限位槽;87-泄压槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-9,本发明提供一种技术方案:不锈钢液压管焊接充气定位装置,包括管体1和定位机构2,管体1一端设置有定位机构2;
管体1的直径尺寸范围在34mm到48mm之间,管体1具体由不锈钢材质构成,管体1通过定位机构2实施液压管的焊接加工,通过定位机构2能够有效的对管体1实施对接背面充气定位;
定位机构2一端通过螺栓固定连接有端盖3,定位机构2内部插接有膨胀套4,端盖3中部螺纹插接有收紧螺杆5,收紧螺杆5位于膨胀套4内部;
通过端盖3能够将收紧螺杆5实施定位,同时配合膨胀套4使得膨胀套4在管体1内借助收紧螺杆5的驱动作用,使得膨胀套4在管体1内实施膨胀定位;
收紧螺杆5外围靠近一端处贯穿端盖3螺纹套接有蝶形压紧螺母6,通过蝶形压紧螺母6能够有效的对收紧螺杆5在端盖3上实施转动位置角度的定位,从而实现紧固效果,使得膨胀套4在将定位机构2与管体1之间实施定位时,实施有效的紧固限位效果;
管体1外围活动套接有微距紧固机构8,微距紧固机构8外围中部固定套接有安装环81,安装环81外围四周均螺纹插接有丝杆82,丝杆82一端固定连接有转盘83,丝杆82另一端贯穿微距紧固机构8固定连接有定位机构84,相邻的多个定位机构84外围固定套接有固定套85,固定套85外围的微距紧固机构8内壁中部开设有限位槽86,固定套85外围中部开设有泄压槽87,泄压槽87与限位槽86活动插接;
通过微距紧固机构8使得管体1在借助定位机构2实施辅助定位焊接充气时,能够进一步提升管体1与定位机构2的连接稳固平稳性,且通过微调定位机构2在管体1上实施安装应用能够进行辅助紧固泄压调整,使得管体1在安置焊接时,通过温度的变换传递至固定套85中,通过固定套85上的泄压槽87与限位槽86的微距配合,能够抵消管体1在焊接时出现的偏位情况,进而有效的提升了管体1在实施定位焊接充气时的定位精度。
在一些实施例中,管体1内径尺寸与定位机构2内径尺寸相同,从而使得管体1与定位机构2实施连接时,能够使得膨胀套4在管体1与定位机构2内实施安装前的灵活位移。
在一些实施例中,定位机构2呈中空型结构,定位机构2外围呈T型结构,定位机构2外围一侧的直径尺寸不大于端盖3直径尺寸,从而使得定位机构2能够与端盖3实施稳固连接,并方便安装膨胀套4和收紧螺杆5。
在一些实施例中,端盖3呈凸字型结构,通过凸字型的结构设计,能够使得端盖3外围一端与膨胀套4固定插接,端盖3外围一侧的直径尺寸与定位机构2内径尺寸相同,进而方便将端盖3安插至定位机构2内侧。
在一些实施例中,膨胀套4一端开设有卡槽,卡槽用于作为膨胀套4在端盖3上的安装定位机构,膨胀套4外围一端与管体1插接;
通过卡槽使得膨胀套4在安装时避免出现转动的情况,从而使得收紧螺杆5在扩张膨胀套4时能够提升收紧螺杆5与膨胀套4的紧固贴合度,进一步提升膨胀套4的膨胀端呈放射型展开的效果。
在一些实施例中,收紧螺杆5一端呈圆台型结构,收紧螺杆5外围一端直径尺寸不大于管体1内径尺寸,收紧螺杆5外围一端直径尺寸不小于膨胀套4内径尺寸;
通过一端设计成圆台型能够对膨胀套4实施扩张膨胀时,实现逐步扩张膨胀的效果,从而有效的避免应力差过大而导致的膨胀套4发生崩裂的情况,保证了膨胀套4的安全应用。
在一些实施例中,蝶形压紧螺母6外围两侧均通过焊接的方式固定连接有柄体7,柄体7呈圆柱形结构,柄体7一端开设有圆角,通过设有的柄体7能够方便用户手动调整蝶形压紧螺母6在收紧螺杆5上的位置,从而方便对收紧螺杆5在端盖3上实施定位。
在一些实施例中,定位机构2外围两侧通过螺丝固定连接有凸块,管体1外围通过螺丝固定套接有卡环,卡环通过丝杆与凸块螺纹固定连接,凸块和卡环用于作为管体1和定位机构2的连接定位机构;
通过凸块与卡件的连接作用,使得管体1在通过定位机构2实施定位施焊时,能够先行起到位置调整紧固的作用,从而实现预处理定位排布效果,实现进一步辅助定位。
在一些实施例中,定位机构2一端边缘处缠绕有胶带,定位机构2与管体1相邻端通过胶带密封连接;
通过胶带能够提升管体1与定位机构2之间的密封性,从而使得填充的气体得以获取密封处理的效果。
在一些实施例中,端盖3外围一侧中部四周均开设有定位槽,定位槽呈间隔式环形排布,蝶形压紧螺母6一侧中部四周焊接有半圆块,半圆块与定位槽滑动插接;
通过半圆块与定位槽之间的配合,使得蝶形压紧螺母6与端盖3贴合后能够有效的起到定位效果。
工作原理:在使用时通过在管体1的一端设有定位机构2,能够有效的对管体实施焊接加工时提供定位效果,借助定位机构2内的收紧螺杆5调整与膨胀套4的连接位置,使得膨胀套4能够有效的调整与管体1之间的贴合度,进而使得通过端盖3连接的定位机构2能够实施同步定位效果,进而使得管体1在实施焊接时,达到了确保定位质量,兼有充氩气束接,定位机构2使气体用量节约,有提高施工质量、提高交验合格率和降本增效的效果,该定位装置构思巧妙、结构合理、制作方便、成本低廉,有效提高管子对接定位质量,焊接后管子内侧焊缝成型好,提高交验合格率,在应用过程中得到了施工人员的肯定和好评,取得了提质增效的效果,具有很好推广价值。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 不锈钢液压管焊接充气定位装置
- 一种不锈钢钢筋焊接网的焊接定位装置