一种激光加工CFRP材料的方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及碳纤维增强热塑性复合材料激光加工领域,特别涉及一种激光加工CFRP材料的方法。
背景技术
碳纤维增强热塑性复合材料(CFRP)具有比强度和比刚度高,可设计性强,抗疲劳断裂性能好,耐腐蚀及特殊的电磁性能等独特的优点,在很多应用领域内都具有很强的竞争力。在实际应用中,大多数航天器械、各类桥梁建筑加固中都运用CFRP材料部分代替金属材料。以飞机制造业为例,航空公司已经成功将其应用到飞机垂尾、水平尾翼、整流罩、客舱地板梁、升降舵等部件上,并且对CFRP的使用逐渐从只应用于次承力构件转变为应用于主承力构件,在保证机体结构强度的同时大幅降低了机身重量。CFRP部件在装配过程中需要进行钻孔、切割、铣削等加工;在服役过程中,其遭受撞击或雷击破坏后需要去除受损材料,进行修补以保证结构强度。在CFRP材料表面制备金属涂层还可以有效的提高其力学性能和使用寿命,满足CFRP结构件的功能和防护要求。比如,在碳纤维表面金属化可以显著提高无机增强纤维的导电性能和导磁性能,用表面金属化的碳纤维做为导电填料制备的复合材料具有良好的电磁屏蔽性能,可用作飞机的吸波材料以及军事飞机的骨架和蒙皮,使其具有隐身能力。此外,除了军事和航天的用途外,表面金属化的碳纤维在小型大容量电容器、磁性薄膜、电子设备以及各种功能性元器件等方面也具有较好的用途。
目前,对CFRP的加工方式大概有传统机械加工与非接触式特种加工两种,而非接触式特种加工技术包括:磨粒水射流加工、电火花加工、激光加工。与传统机械加工相比,非接触式特种加工技术具有切口小、效率高、无工具磨损等优点,在碳纤维复合材料加工中得到了大量的关注。然而磨粒水射流加工存在材料吸湿老化问题,尤其在型腔铣削中,水束不稳定的冲击与反射降低了加工精度。电火花加工同样存在材料吸湿老化问题,加工精度差。而激光加工,激光能量可控性好、无需借助液态介质,相对于磨粒水射流或电火花加工,激光加工具有更强的加工适应性。本发明提出的利用短脉冲激光对CFRP板材进行铣削刻蚀,聚焦光斑直径远小于碳纤维复合材料加工结构特征尺寸,可调节加工深径比,避免激光光陷效应并创造良好的排屑条件,实现中厚碳纤维复合材料构件加工。例如在航空航天领域,飞机或航天器可在微孔微槽中安置微型传感器;飞机或航天器的相邻部件之间的紧固件(螺栓螺母),都可安置在碳纤维复合材料的微孔微槽中。可见激光对CFRP板材进行铣削刻蚀可实现并满足我国航空航天领域对高性能碳纤维复合材料加工的迫切需求。
目前CFRP表面制备金属涂层的主要工艺手段包括真空沉积和喷涂。真空沉积技术是利用热蒸发或辉光放电、弧光放电等物理过程,在基材表面沉积所需涂层的技术,其主要包括真空蒸发镀膜、溅射和离子镀膜。真空沉积技术在CFRP材料表面制备的金属薄膜缺陷较少,应力较低,理论上利用该技术能够实现复杂CFRP材料结构件表面金属化处理,但是由于受厚度和成本的限制,该技术在CFRP材料表面金属化领域不能广泛应用。而喷涂法是通过金属颗粒以熔化或者半熔化的形式嵌入或粘附在相对较软的CFRP或者树脂基体上来完成的,根据用于金属粉末加速和加热源的不同,目前CFRP或者树脂材料的热喷涂金属化过程可分为四类:1.等离子喷涂;2.火焰喷涂;3.电弧喷涂;4.冷喷涂。从现阶段研究情况看,传统制备金属涂层的方法,如等离子喷涂、溅射镀膜等方法,主要存在如下问题:
1.现有涂层沉积速率较低,成本高,并且难以实现复杂结构表面的熔覆;
2.涂层的附着力较低,除等离子喷涂外其他方法金属涂层只是在CFRP材料表面固化、贴合,以机械结合为主,并没有发生化学反应,实现其原子间的结合。
发明内容
针对现有技术中存在的不足,本发明提供了一种激光加工CFRP材料的方法,提出激光熔覆技术,此技术的出现克服了这些不足,与其它表面加工技术相比,激光熔覆金属化技术具有应用面广、更易实现自动化,并且可以快速的在碳纤维复合材料表面制备连续的、均匀的合金涂层,粉末与CFRP材料中树脂和碳纤维发生充分的化学冶金反应,在工程上得到越来越多的应用。本发明操作简单,成本较低,污染较小,铣削后的凹槽加工精度高、热影响区小,所制备的镀层与碳纤维形成冶金结合,镀膜均匀致密。
本发明是通过以下技术手段实现上述技术目的的。
一种激光加工CFRP材料的方法,包括如下步骤:
用激光除胶法预处理CFRP材料的板材表面,使表层碳纤维裸露,且增大金属镀层与碳纤维的浸润性;
通过激光逐层去除CFRP板材表面加工区域的材料,并形成微孔或微槽,实现CFRP板材表面的图案化处理;
通过激光熔覆使CFRP板材表面加工区域内相邻微孔或微槽之间间隙处镀层。
进一步,所述激光除胶法中激光的脉冲宽度为10fs-500ns,激光的重复频率为10-100KHz,激光的功率为10-100w,激光的扫描速度为10-5000mm/s。
进一步,通过短脉冲激光逐层铣刻去除CFRP板材表面;所述CFRP板材表面加工区域形成的微孔或微槽的深度为0.1-5mm,所述微孔或微槽的直径或宽度为0.1-5mm;相邻两个微孔或微槽的间隔为1-3mm;所述短脉冲激光加工扫描速度约为5-1500mm/s,所述短脉冲激光的功率为5-50W,所述短脉冲激光的重复频率为10-100KHz,所述短脉冲激光的脉冲宽度为10fs-500ns。
进一步,通过激光铺粉熔覆方法使CFRP板材表面加工区域内相邻微孔或微槽之间间隙处镀层;将金属粉末与酒精混合为粘稠状后平铺于CFRP板材表面间隙处,使得金属粉末与CFRP板材表面贴合度增加,待酒精挥发后通过铺粉式激光熔覆镀层。
进一步,所述铺粉式激光熔覆使用脉冲激光或连续激光进行激光熔覆,所述脉冲激光的脉冲宽度为0.5ms-200ms,脉冲激光的激光功率为200-1000W,脉冲激光的脉冲频率为10-100Khz;所述连续激光的激光功率为200-1000W,所述连续激光的扫描速度为0.1-10m/s;所述铺粉式激光熔覆的铺粉厚度为0.1-2mm。
进一步,通过激光喷粉熔覆方法使CFRP板材表面加工区域内相邻微孔或微槽之间间隙处镀层;将金属粉末加热烘干后放入送粉器内,送粉气体为氩气,通过喷粉式激光熔覆镀层。
进一步,所述喷粉式激光熔覆使用脉冲激光或连续激光进行激光熔覆,所述脉冲激光的脉冲宽度为0.5ms-200ms,脉冲激光的激光功率为500-3000W,脉冲激光的脉冲频率为20-100Khz,脉冲激光的扫描速度为0.02-5m/s;所述连续激光的激光功率为1000-3000W,所述连续激光的扫描速度为0.02-5m/s;送粉器的送粉气流量为1-20L/min。
进一步,所述金属粉末置于烘干箱中烘干10-30min,加热温度为40-50℃。
进一步,所述金属粉末为钛或铜或铝或镍合金粉末。
本发明的有益效果在于:
本发明所述的激光加工CFRP材料的方法,利用激光加工完全完成CFRP表面除胶、铣刻和金属化。相对于其他CFRP表面除胶方法,激光除胶法可以通过烧蚀增加CFRP复合材料表面的粗糙度,另一方面可以通过光热效应改变CFRP复合材料表面树脂基团活性和表面润湿性,对于表面的金属化难易程度有所改善,且对环境几乎没有污染。激光能量可控性好、无需借助液态介质,相对于机械铣刻加工、磨粒水射流加工、电火花加工,激光加工的聚焦光斑直径远小于碳纤维复合材料加工结构特征尺寸,可调节加工深径比,避免激光光陷效应并创造良好的排屑条件,具有更强的加工适应性。传统的CFRP表面金属化方法如真空沉积与喷涂,对于CFRP基材的要求较高:真空沉积法需要CFRP基体厚度较薄、喷涂法需要CFRP基体较软,而且镀层与基体的结合大多都是材料表面的固化、贴合,以简单的机械结合为主。而激光熔覆法对CFRP基体材料的要求很广泛,利用机械手臂与激光头的配合就可以完成复杂结构表面的熔覆;激光辐照熔覆材料使其熔化,可在基材表面快速成型,镀层成型效率较高;镀层与基体大多数是以冶金结合为主,机械结合为辅,结合强度较高;激光器功率、扫描速度稳定,成型的镀层均匀且致密。
附图说明
图1为本发明实施例的一种利用预铺式激光熔覆技术加工CFRP材料的流程示意图。
图2为为图1中B区域的局部放大图;
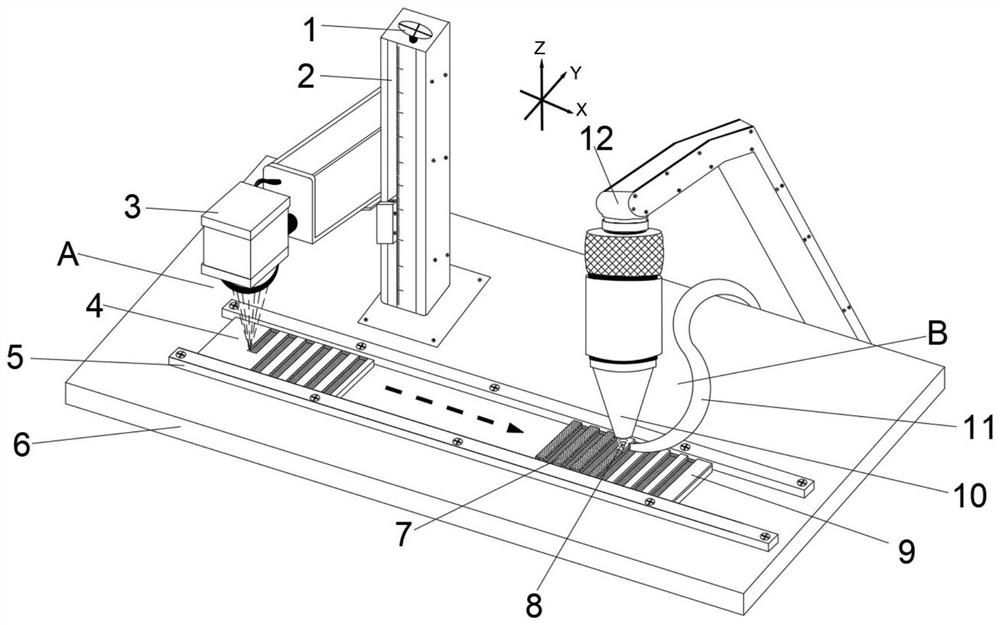
图3为本发明实施例的一种利用喷粉式激光熔覆技术加工CFRP材料的流程示意图;
图4为图1和图3中A区域的局部放大图;
图5为图3中B区域的局部放大图;
图6为本发明所述的激光加工CFRP材料方法的结果示意图。
图中:
1-升降轴;2-刻度尺;3-振镜;4-CFRP板材;5-工作台面;6-固定桌面;7-金属粉末;8-激光束;9-成型镀层;10-激光头;11-保护气体氩气;12-机械臂;13-金属粉末流包裹的激光束;14-激光铣削后的凹槽
具体实施方式
下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“轴向”、“径向”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
实施例1如图1、图2和图4所示,本发明所述的激光加工CFRP材料的方法,具体步骤如下:
A、利用线切割将以聚苯硫醚(PPS)为基体的厚度为3mm,纤维含量为50%,纤维排布方式为单向排列的碳纤维板切隔成3mm×30mm×50mm的方块。
B、用激光除胶法预处理CFRP板材4表面,激光除胶的脉冲宽度为200ns,重复频率为80KHz,功率为100w,扫描速度为2500mm/s,使表层碳纤维裸露,同时增大金属镀层与碳纤维的浸润性;
C、将除胶完毕的CFRP板材4放置于固定桌面5上,并且用工作台面6固定,放置于激光器下进行激光铣削刻蚀。其中,激光器的升降轴1可以调节激光头的上下移动距离,可在刻度尺2上把握上下移动的距离,从而调控铣削时的离焦量来调节作用在CFRP板材4表面的激光能量密度,保证聚平面位于加工平面,从而控制加工深度;用电脑端软件设定激光铣削刻蚀的区域为4mm×30mm,振镜3可以调控激光的出射方向,每两个铣削区域的间距设定大约为1-3mm;通过激光逐层去除CFRP板材表面加工区域的材料,并形成微孔或微槽,实现CFRP板材表面的图案化处理;通过图1中的激光器升降轴1调控离焦量为0,扫描速度为100mm/s,扫描功率为100w,复频率为10KHz,脉冲宽度为200ns,当一个区域的扫描次数达到5次时,调控离焦量来调节作用在CFRP复合材料表面的激光能量密度,向下微调1mm保证聚平面位于加工平面,再次扫描5次,加工深度即可控制在2mm。激光铣削加工时的示意图如图4所示。
D、经过激光铣削刻蚀后的CFRP板材4按照行进方向移动至铺粉式激光熔覆设备下方,准备进行铺粉式激光熔覆。做好铺粉式激光熔覆前的准备工作:金属粉末为Ni60与ZrO
实施例2如图3、图4和图5所示,本发明所述的激光加工CFRP材料的方法,具体步骤如下:
A、利用线切割将以环氧树脂为基体的厚度为4mm,纤维含量为50%,纤维排布方式为单向排列的碳纤维板切隔成4mm×30mm×50mm的方块;
B、用激光除胶法预处理碳纤维复合材料板表面,激光除胶的脉冲宽度为200ns,重复频率为80KHz,功率为100w,扫描速度为2500mm/s,使表层碳纤维裸露,同时增大金属镀层与碳纤维的浸润性;
C、将除胶完毕的碳纤维板块4放置于固定桌面5上,并且用工作台面6固定,放置于激光器下进行激光铣削刻蚀。其中,激光器升降轴1可以调节激光头的上下移动距离,可在刻度尺2上把握上下移动的距离,从而调控铣削时的离焦量来调节作用在CFRP复合材料表面的激光能量密度,保证聚平面位于加工平面,从而控制加工深度;用电脑端软件设定激光铣削的区域为4mm×30mm,振镜3便可以调控激光的出射方向,每两个铣削区域的间距设定大约为1-3mm;通过图3中的激光器升降轴1调控离焦量为0,扫描速度为80mm/s,扫描功率为90w,复频率为10KHz,脉冲宽度为200ns,当一个区域的扫描次数达到5次时,调控离焦量来调节作用在CFRP复合材料表面的激光能量密度,向下微调1mm保证聚平面位于加工平面,再次扫描5次,加工深度即可控制在2mm。激光铣削加工时的示意图如图4所示。
D、经过激光铣削后的CFRP板4按照行进方向移动至喷粉式激光熔覆设备下方,准备进行喷粉式激光熔覆。做好喷粉式激光熔覆前的准备工作:金属粉末为TC4与AlSi10Mg混合粉末,混合比例为TC4:AlSi10Mg=4:1,TC4粉末形状是球状,粒度分布范围在45um~75um之间;AlSi10Mg粉末粒度分布范围在15~35μm之间,将金属粉末置于烘干箱中烘干10-30min,温度为40-50℃,再放入送粉器内,送粉气体为氩气。调节好各个参数,机械手臂12可以控制激光头在未经铣削的位置进行熔覆,粉末流13跟随并包裹着激光光束从激光头10中射出,在板材上形成镀层9,保护气体为氩气11。采用IPG公司生产的光纤激光器YLR-10000,激光功率为1000W、扫描速度为0.02m/s、送粉盘转速为1.4r/min、送粉气流量为5L/min,光斑大小为3mm,在两道铣削凹槽的中间即未铣削的部分进行熔覆图层。激光熔覆加工时的示意图如图5所示。熔覆后CFRP板材侧面效果如图6所示,其中9为喷粉熔覆后的图层,14为铣削凹槽,4为CFRP板材。
应当理解,虽然本说明书是按照各个实施例描述的,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施例的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施例或变更均应包含在本发明的保护范围之内。
- 一种激光加工CFRP材料的方法
- 一种提高碳纤维复合材料(cfrp)镜面光学加工性能的方法