一种基于粉末的摩擦搅拌焊增材制造的机构
文献发布时间:2023-06-19 13:30:50
技术领域
本发明属于增材制造技术领域,尤其是涉及一种基于粉末的摩擦搅拌焊增材制造的机构。
背景技术
近年来,美国、欧洲的航空设计部门发现,采用大型整体式铝合金构件替代传统的组合式铝合金构件,可减重15-20%,并且构件寿命及可靠性明显增加。明显可以感觉到,大型客机、战略运输机、战斗机的机翼主翼梁、翼身对接肋、机身承受力框等对铝合金的高性能化、构件大型化的要求越来越突出,总的来说,在航空航天领域,铝合金材料重新受到重视。
现在采用摩擦搅拌焊增材工艺,铝合金棒材在进料过程中通过与搅拌针摩擦生热,发生塑性软化,然后再通过两者的挤压,实现增材过程。在这样的过程中,材料并未经历熔化与凝固而一直保持固态,且过程中的挤压又起到“锻造”作用,最终得到的是性能良好的细晶组织。细晶组织具有良好的机械性能和疲劳性能,且能改善材料的延展性,这也是材料提高强度等性能的原因。
针对上述增材工艺本申请提供一种基于粉末的摩擦搅拌焊增材制造的机构。
发明内容
为解决现有技术的缺陷和不足问题;本发明的目的在于一种结构简单,设计合理、使用方便的基于粉末的摩擦搅拌焊增材制造的机构,它通过摩擦搅拌焊接的方式完成金属粉末逐层固态沉积,实现堆焊打印的效果,获得性能比母材更优的组织;解决了金属粉末的连续送料问题、送料速度与焊接速度的协同问题、金属粉末的搅拌成型问题。
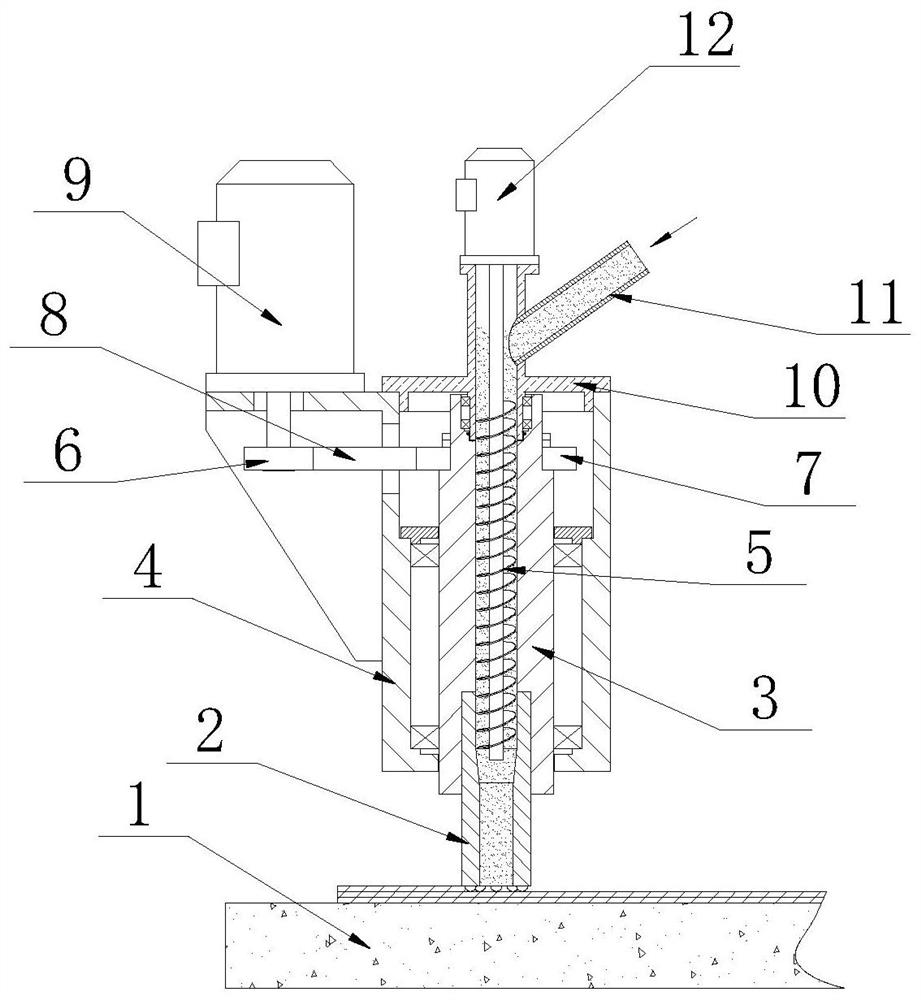
为实现上述目的,本发明采用的技术方案是:它包含工件、空心搅拌头、空心主轴、主轴基座、送粉螺旋、主动带轮、从动带轮、传动带、主轴电机、送粉电机安装座、粉料输送管、送粉电机;所述主轴基座的中间通过旋转轴承活动卡接有空心主轴,空心主轴的下端口内部镶嵌有空心搅拌头;所述的空心主轴的上端与主轴基座上端的送粉电机安装座活动连接;所述的空心主轴中间通道内部穿插有送粉螺旋,送粉螺旋上端延伸至送粉电机安装座的进料通道内与顶部的送粉电机连接;且送粉电机安装座的进料通道一侧连接有粉料输送管;所述的空心主轴的上端外侧设置有从动带轮,从动带轮通过传动带与主动带轮连接;主动带轮与固定在主轴基座左侧主轴电机的输出轴连接;所述的空心搅拌头下端与工件表面保持贴合。
作为优选,所述的空心主轴的上中下分别固定有上轴承、中轴承、下轴承;所述的上轴承与送粉电机安装座中间下表面连接座配合卡接,中轴承与主轴基座中间的阶梯嵌槽保持卡接,下轴承与主轴基座底部保持卡接。
作为优选,所述的送粉螺旋上半段的螺旋叶板上设置有渗透孔槽。
作为优选,所述的空心主轴通过主轴电机与主动带轮、从动带轮、传动带的配合进行旋转。
作为优选,所述的空心主轴与送粉螺旋之间保持差速旋转进行送料控制。
作为优选,所述的主轴电机通过主轴基座外拓展支架进行固定。
它的工作流程:金属粉料通过粉料输送管送入,并由送粉螺旋加压输送,通过空心主轴到达空心搅拌头,在空心搅拌头内部通过截面变化进一步加压后送达工件的表面,通过空心搅拌头的端面的摩擦搅拌将粉末搅拌成熔融状态,完成固态沉积。
进一步,所述的送粉螺旋的动力通过安装在送粉电机安装座上的送粉电机提供,其旋转速度伺服可调,粉料在空心主轴中通过,其送料速度取决于空心主轴和送粉螺旋的转速差,通过伺服控制可以精确控制送粉速度。
进一步,所述的主轴电机安装在主轴基座上,空心主轴通过轴承定位安装在主轴基座上;动力并通过主动带轮、传动带、从动带轮传输到空心主轴。
进一步,所述的送粉电机安装座固定在主轴基座上端,与空心主轴之间采用轴承定位不随主轴一起转动;空心搅拌头为消耗品,安装在空心主轴上随主轴旋转,完成最终的搅拌工作。
采用上述结构后,本发明有益效果为:它通过摩擦搅拌焊接的方式完成金属粉末逐层固态沉积,实现堆焊打印的效果,获得性能比母材更优的组织;解决了金属粉末的连续送料问题、送料速度与焊接速度的协同问题、金属粉末的搅拌成型问题。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,本发明由下述的具体实施及附图作以详细描述。
图1为本发明的结构示意图;
图2为本发明的空心主轴3连接示意图;
图3为本发明的送粉螺旋5结构示意图;
附图标记说明:工件1、空心搅拌头2、空心主轴3、主轴基座4、送粉螺旋5、主动带轮6、从动带轮7、传动带8、主轴电机9、送粉电机安装座10、粉料输送管11、送粉电机12、上轴承13、中轴承14、下轴承15、渗透孔槽16。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
在此,还需要说明的是,为了避免因不必要的细节而模糊了本发明,在附图中仅仅示出了与根据本发明的方案密切相关的结构和/或处理步骤,而省略了与本发明关系不大的其他细节。
参看如图1-图3所示,本具体实施方式采用以下技术方案:它包含工件1、空心搅拌头2、空心主轴3、主轴基座4、送粉螺旋5、主动带轮6、从动带轮7、传动带8、主轴电机9、送粉电机安装座10、粉料输送管11、送粉电机12;
所述主轴基座4的中间通过旋转轴承活动卡接有空心主轴3,空心主轴3的下端口内部镶嵌有空心搅拌头2;所述的空心主轴3的上端与主轴基座4上端的送粉电机安装座10活动连接;所述的空心主轴3中间通道内部穿插有送粉螺旋5,送粉螺旋5上端延伸至送粉电机安装座10的进料通道内与顶部的送粉电机12连接;且送粉电机安装座10的进料通道一侧连接有粉料输送管11;所述的空心主轴3的上端外侧设置有从动带轮7,从动带轮7通过传动带8与主动带轮6连接;主动带轮6与固定在主轴基座4左侧主轴电机9的输出轴连接;所述的空心搅拌头2下端与工件1表面保持贴合。
其中,所述的空心主轴3的上中下分别固定有上轴承13、中轴承14、下轴承15;所述的上轴承13与送粉电机安装座10中间下表面连接座配合卡接,中轴承14与主轴基座4中间的阶梯嵌槽保持卡接,下轴承15与主轴基座4底部保持卡接;所述的送粉螺旋5上半段的螺旋叶板上设置有渗透孔槽16;上半段的渗透孔槽16有利于粉料的上下流通,避免送粉螺旋5之间存在间隙;所述的空心主轴3通过主轴电机9与主动带轮6、从动带轮7、传动带8的配合在主轴基座4内部进行旋转;所述的空心主轴3与送粉螺旋5之间保持差速旋转进行送料控制;所述的主轴电机9通过主轴基座4外拓展支架进行固定。
本具体实施方式的工作流程:金属粉料通过粉料输送管11送入,并由送粉螺旋5加压输送,通过空心主轴3到达空心搅拌头2,在空心搅拌头2内部通过截面变化进一步加压后送达工件1的表面,通过空心搅拌头2的端面的摩擦搅拌将粉末搅拌成熔融状态,完成固态沉积。
所述送粉螺旋5的动力通过安装在送粉电机安装座10上的送粉电机12提供,其旋转速度伺服可调,粉料在空心主轴3中通过,其送料速度取决于空心主轴3和送粉螺旋5的转速差,通过伺服控制可以精确控制送粉速度。
所述主轴电机9安装在主轴基座4上,空心主轴3通过轴承定位安装在主轴基座4上;动力并通过主动带轮6、传动带8、从动带轮7传输到空心主轴3。
所述的送粉电机12安装座固定在主轴基座4上端,与空心主轴3之间采用轴承定位不随主轴一起转动;空心搅拌头2为消耗品,安装在空心主轴3上随主轴旋转,完成最终的搅拌工作。
本具体实施方式的工作原理:将金属粉末不间断的通过中空主轴送达工作面,通过空心搅拌头的搅拌摩擦将金属粉末搅拌摩擦发生塑性软化,最终固态沉积,逐层叠加,形成所需的形状。通过搅拌摩擦可以使金属的晶粒更加细致紧密,增材部分的材质物理特性优于母材,同时因没有高温融化金属,不产生气孔夹渣等缺陷,大幅提高的增材制造的质量;连续稳定可控的金属粉末送进,使增材可以不间断进行,大幅提高了增材的效率。
采用上述结构后,本发明有益效果为:它通过摩擦搅拌焊接的方式完成金属粉末逐层固态沉积,实现堆焊打印的效果,获得性能比母材更优的组织;解决了金属粉末的连续送料问题、送料速度与焊接速度的协同问题、金属粉末的搅拌成型问题。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种基于粉末的摩擦搅拌焊增材制造的机构
- 一种基于搅拌摩擦焊的磁性粉末材料的增材制造方法