激光焊接装置及激光焊接方法
文献发布时间:2023-06-19 13:46:35
本申请是申请日为2017年04月11日、申请号为201780030101.5、发明名称为“激光焊接装置及激光焊接方法”的发明专利申请的分案申请。
技术领域
本发明涉及向焊接对象物照射激光来进行焊接的激光焊接装置及激光焊接方法。
背景技术
在通过激光的照射对焊接对象物进行焊接的激光焊接装置中,需要保护焊接头内的光学部件避免受到来自焊接对象物的烟雾及溅射物等的影响。因此,使用了具备向焊接头的正下方供给高速空气的高速空气供给喷嘴的激光焊接装置。另外,为了防止焊接对象物的氧化,使用了具备将非活性气体作为保护气体来供给的保护气体供给喷嘴的激光焊接装置。该激光焊接装置在高速空气供给喷嘴与保护气体供给喷嘴之间具备低速空气供给喷嘴,以防止高速空气使保护气体扩散。该激光焊接装置利用低速空气供给喷嘴使低速空气在保护气体上流动,由此,防止因高速空气引起的保护气体的扩散(例如参照专利文献1)。
在先技术文献
专利文献
专利文献1:日本特开2000-263276号公报
发明内容
本发明的目的在于,提供一种防止焊接点的氧化且大幅抑制保护气体的消耗量、保护焊接头内的光学系统避免受到烟雾及溅射物的影响的激光焊接装置。
本发明的激光焊接装置具备:焊接头,其向加工点照射激光;保护气体供给喷嘴,其向加工点供给保护气体;以及高速空气供给喷嘴,其在保护气体供给喷嘴与焊接头之间,将比保护气体的供给流量大的流量的高速空气在向加工点供给的保护气体的正上方朝向水平方向或者与激光的照射方向实质上正交的方向进行供给。高速空气供给喷嘴处于加工点的上方80mm以上且200mm以下或者工作距离的一半以下的范围内,将高速空气呈带状供给,其中,工作距离是焊接头的激光的照射面与加工点之间的距离。
根据本发明的激光焊接装置,利用从保护气体供给喷嘴供给的保护气体来防止焊接对象物的氧化。另外,利用在保护气体供给喷嘴的正上方流动的从高速空气供给喷嘴供给的高速空气来去除从保护气体升起的烟雾及溅射物,抑制因烟雾及溅射物引起的激光的折射或焦点位置的变动。因此,能够抑制焊接对象物的加工点的氧化。因此,能够获得良好的焊道。
在保护气体的正上方流动的高速空气将从保护气体升起的烟雾及溅射物从激光的光轴上去除。因此,能够大幅削减保护气体使用量,经济性良好。
附图说明
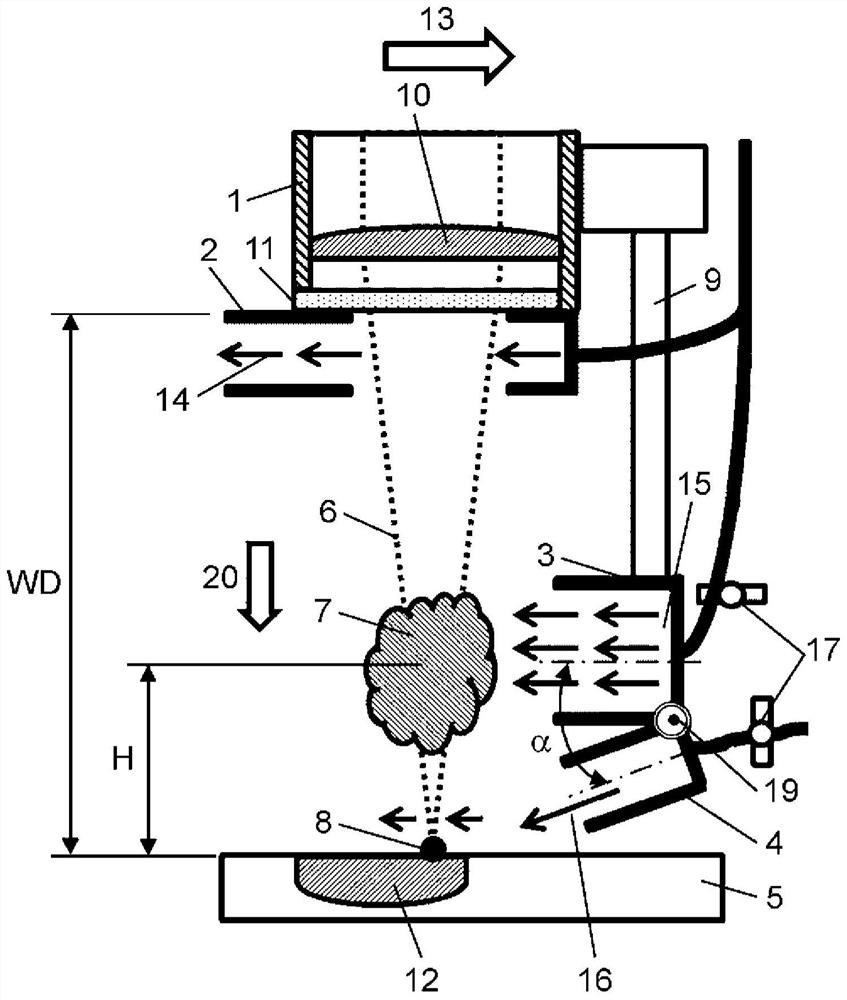
图1是示出将本发明的实施方式1中的保护气体供给喷嘴、高速空气供给喷嘴装配于焊接头的激光焊接装置的简要结构的图。
图2是示出将本发明的实施方式1中的保护气体供给喷嘴、高速空气供给喷嘴装配于焊接用夹具的激光焊接装置的简要结构的图。
图3是示出本发明的实施方式1中的保护气体供给喷嘴的保护气体流量与高速空气供给喷嘴距加工点的高度之间的关系的图。
图4A是示出本发明的实施方式1中的高速空气供给喷嘴与保护气体供给喷嘴的喷出口的形状的例子的图。
图4B是示出本发明的实施方式1中的高速空气供给喷嘴与保护气体供给喷嘴的喷出口的形状的另一例的图。
图4C是示出本发明的实施方式1中的高速空气供给喷嘴与保护气体供给喷嘴的喷出口的形状的又一例的图。
附图标记说明
1 焊接头
2 低速空气供给喷嘴
3 高速空气供给喷嘴
4 保护气体供给喷嘴
5 焊接对象物
6 激光
7 烟雾
8 加工点
9 喷嘴高度调整部
10 聚光透镜
11 保护玻璃
12 熔深
13 焊接方向
14 低速空气
15 高速空气
16 保护气体
17 开闭阀
18 焊接用夹具
19 角度调整部
20 照射方向
具体实施方式
在说明本发明的实施方式之前,对以往的激光焊接装置中的问题点简单进行说明。
专利文献1的激光焊接装置在向焊接头的正下方供给高速的空气的高速空气与保护气体之间供给低速空气。由此,防止因高速空气引起的保护气体的扩散。但是,专利文献1的激光焊接装置在进行工作距离长且焊接头远离加工点(例如约250mm以上)的远程焊接的情况下,由于从加工点升起的烟雾及溅射物等而存在激光折射、激光的焦点位置变动这样的不良影响。在专利文献1的激光焊接装置中,存在为了消除该不良影响而大量地消耗高价的保护气体这样的问题。
(实施方式1)
使用图1至图4来说明实施方式1。
图1是示出将本发明的实施方式1中的保护气体供给喷嘴、高速空气供给喷嘴装配于焊接头的激光焊接装置的简要结构的图。图2是示出将本发明的实施方式1中的保护气体供给喷嘴、高速空气供给喷嘴装配于焊接用夹具的激光焊接装置的简要结构的图。
如图1、图2所示,本实施方式的激光焊接装置具备焊接头1、保护气体供给喷嘴4以及高速空气供给喷嘴3。焊接头1向加工点8射出由配置于激光焊接装置内部的聚光透镜10聚集了的激光6。保护气体供给喷嘴4在加工点侧向加工点8供给保护气体16。高速空气供给喷嘴3在保护气体供给喷嘴4与焊接头1之间供给高速空气15。高速空气供给喷嘴3在保护气体供给喷嘴4的附近供给用于吹走从保护气体的环境气上升的来自加工点8的烟雾7及溅射物等且比保护气体16的流量(例如20L/min以上且40L/min以下)大的流量(例如100L/min以上且200L/min以下)的高速空气15。
由此,能够避免从焊接头1朝向加工点8照射的激光6在烟雾7及溅射物等的影响下发生折射且焦点距离变化等不良影响,获得焊接时的充分的熔深12。
图3是示出本发明的实施方式1中的保护气体供给喷嘴4的保护气体流量与高速空气供给喷嘴3距加工点8的高度H之间的关系的图。根据图3所示的关系可知焊接结果成为良好的适当范围。图3中以○和×表示焊接程度的结果。通过目视进行确认,○示出焊道外观良好的情况,×示出焊道外观不良且熔深少的情况。焊接条件如下所述。焊接头1的激光6的照射面与加工点8的相当于焦点距离的工作距离WD为330mm,高速空气供给喷嘴3的高速空气15的流量为90L/min,保护气体为氮气,焊接对象物5的材质为不锈钢。
在高速空气供给喷嘴3的高度H(距加工点8的距离)为80mm的情况下,当保护气体流量小于10L/min时,大量地产生溅射物,并且,焊道外观不良(×)且产生熔深不足。当保护气体流量为10L/min以上且40L/min以下时,焊道外观良好(○)。
在高速空气供给喷嘴3的高度H为120mm、160mm的情况下,当保护气体流量小于30L/min时,大量地产生溅射物,并且,焊道外观不良(×)且产生熔深不足。当保护气体流量为30L/min以上且40L/min以下时,焊道外观良好(○)。
在高速空气供给喷嘴3的高度H为200mm的情况下,当保护气体流量小于40L/min时,大量地产生溅射物,并且,焊道外观不良(×)且产生熔深不足。当保护气体流量为40L/min时,焊道外观良好(○)。
在高速空气供给喷嘴的高度H为任意高度的情况下,当保护气体流量超过40L/min时,因保护气体的供给所产生的冷却效果而导致熔深不足,焊道外观不良(×)。
在高速空气供给喷嘴3的高度H小于80mm而供给了高速空气的情况下,对保护气体的供给的保护气体环境气造成影响,可能导致加工点8的保护性下降。在高速空气供给喷嘴3的高度H超过200mm而供给了高速空气的情况下,由于远离产生溅射物的加工点8,因此,溅射物的去除效果低,可能导致烟雾及溅射物向焊接头1的附着增加。
图4A是示出本发明的实施方式1中的高速空气供给喷嘴与保护气体供给喷嘴的喷出口的形状的例子的图。图4B是示出该高速空气供给喷嘴与保护气体供给喷嘴的喷出口的形状的另一例的图。图4C是示出该高速空气供给喷嘴与保护气体供给喷嘴的喷出口的形状的又一例的图。
以高速空气15在激光6的光轴上横切的方式来决定高速空气供给喷嘴3的剖面形状及高速空气15的流量,以能够充分地去除烟雾。高速空气供给喷嘴3的喷出口的形状是在从焊接头1朝向加工点8的激光6的照射方向20上形成得长的带状(长条状)。高速空气供给喷嘴3的喷出口的形状是图4A所示的单层或者图4B及图4C所示的多层。
高速空气供给喷嘴3的喷出口可以如图4B所示那样是宽度窄的狭缝在激光6的照射方向20(带状的长边方向)上排列的形状,也可以如图4C所示那样是小孔在激光6的照射方向20上呈矩阵状排列的结构。
高速空气供给喷嘴3不局限于由单体构成。也可以通过多个喷嘴的组合而以在激光6的照射方向20上成为带状的方式构成。由此,能够以在从焊接头1朝向加工点8的激光6的照射方向20(图1、2中为上下方向)上形成得长的带状的形态向与照射方向20交叉或正交的方向、换言之与激光6的照射方向实质上正交的方向(图1、2中为水平方向)吹送高速空气。由此,能够有效地去除对焊接造成不良影响的激光6的光轴上的烟雾及溅射物等,能够抑制因烟雾7及溅射物等引起的激光6的折射或焦点位置的变动。另外,不会阻碍向加工点8喷射的保护气体16的保护效果。
由于能够在远离焊接头1的位置处去除烟雾及溅射物等,因此保护玻璃11对从焊接头1照射激光6的激光照射口的保护效果也大。
保护气体供给喷嘴4具备调整保护气体16的喷出角度α的角度调整部19。高速空气供给喷嘴3在向加工点8供给的保护气体16的正上方(照射方向20的焊接头1侧)朝向水平方向或与激光6的照射方向20实质上正交的方向喷出作为压缩空气的高速空气15。朝向加工点8喷出保护气体16的保护气体供给喷嘴4与高速空气供给喷嘴3所成的相对角度α为20度以上且70度以下。
通过角度调整部19,向加工点8喷出保护气体16的喷出角度的调整变得容易,能够进行调整使得高速空气15的吹送不会阻碍向加工点8供给保护气体16所产生的保护效果。
在角度α为20度以下的情况下,保护气体供给喷嘴4与高速空气供给喷嘴3之间的角度过小,所喷出的保护气体16与高速空气15之间的距离近。因此,保护气体16在高速空气15的作用下发生扩散,保护效果受到阻碍,加工点8容易氧化。在角度α超过70度的情况下,保护气体供给喷嘴4与高速空气供给喷嘴3之间的角度过大,保护气体16相对于加工点8的喷射接近于铅垂。因此,喷射到加工点8的保护气体16难以向与焊接头1在焊接时移动的焊接行进方向即焊接方向13相反侧的方向流动,即,保护气体16难以相对于被照射激光6的加工点8向焊接方向13的相反方向即后方流动。因此,保护气体16向照射激光6来焊接加工点8但未完成冷却固化的加工点8的后方的焊道的供给不足,保护气体16所产生的保护效果变低,加工点8容易氧化。
保护气体供给喷嘴4构成为,形状例如为圆筒状,在喷出保护气体16的喷出口具备形成网眼状的多个开口孔的网状件,且由相对于波长为900nm以上且1100nm以下的激光6而言激光反射率高于80%的铜或黄铜等原材料构成。因此,即便在从加工点8反射了激光6的情况下,也能够防止受到变形等损伤。由此,能够使保护气体供给喷嘴4更靠近加工点8。因此,能够朝向加工点8有效地供给保护气体16。
通过在保护气体供给喷嘴4的喷出保护气体的喷出口设置未图示的网状件(换言之在作为喷出口的喷嘴开口部的附近配置网状件),从而对保护气体进行整流。由此,加工点8的保护性提高。具备用于装配保护气体供给喷嘴4、高速空气供给喷嘴3且至少对保护气体供给喷嘴4及高速空气供给喷嘴3中的任一方相对于加工点8的位置进行调整的喷嘴高度调整部9。由此,即便在激光6的焦点位置以外对加工点8进行焊接的情况下,也能够在加工点8的附近配置保护气体供给喷嘴4。因此,不会使保护效果下降。
激光焊接装置可以如图1所示那样在焊接头1侧具有喷嘴高度调整部9,也可以如图2所示那样在将焊接对象物5固定于规定位置的焊接用夹具18侧具有喷嘴高度调整部9。喷嘴高度调整部9能够根据加工对象而进行选择。在作为加工对象的焊接对象物5的形状单一的情况下,通过将喷嘴高度调整部9安装于焊接头1,能够使低速空气供给喷嘴2、高速空气供给喷嘴3以及保护气体供给喷嘴4作为一组供给喷嘴而同焊接头1一起与焊接对象物5的加工点8的位置对应地移动。此时,低速空气供给喷嘴2设置于焊接头1。高速空气供给喷嘴3与保护气体供给喷嘴4设置于喷嘴高度调整部9。因此,能够抑制装置的初期费用。反之,在焊接对象物5的形状复杂的情况下,与焊接对象物5的加工点8的位置对应地,将设置于喷嘴高度调整部9的高速空气供给喷嘴3与保护气体供给喷嘴4作为一组供给喷嘴,将一组以上的喷嘴高度调整部9安装于焊接用夹具18侧。由此,相对于焊接头1的动作范围的制约变小。因此,能够以更适于焊接对象物5的形状的焊接头1的头倾斜度或工作距离等进行加工。
装配于焊接头1的至少保护气体供给喷嘴4及高速空气供给喷嘴3优选设置为能够根据作为焊接头1在焊接时移动的方向的焊接行进方向即焊接方向13而相对于激光6的光轴进行旋转,以使得保护气体16及高速空气15的喷出方向成为与焊接方向13相反的方向。
将保护气体供给喷嘴4、高速空气供给喷嘴3及低速空气供给喷嘴2称为供给喷嘴。在与焊接方向13相应的供给喷嘴的旋转中,在供给喷嘴的风向相同时,针对在加工点8产生的溅射物去除的效果高,是更为优选的。换言之,装配于焊接头1的供给喷嘴更优选配置为能够根据焊接方向13而相对于向加工点8照射的激光6的光轴进行旋转移动。
由此,即便在激光6高速地向作为焊接行进方向的焊接方向13扫描的情况下,由于配置为能够防止高速空气15等向焊接行进方向的喷射,能够始终从任意的方向供给保护气体,因此,也能够形成稳定的焊道。另外,由于供给喷嘴相对于焊接行进方向始终配置在焊接头1的前方,因此,也容易生成避免向焊接用夹具18接触的焊接程序。
激光焊接装置还与高速空气供给喷嘴3分开地具备从焊接头1的正下方朝向不扰乱保护气体16的方向供给低速空气14的低速空气供给喷嘴2。具体而言,在焊接头1的照射激光6的激光照射口的附近具备低速空气供给喷嘴2。低速空气供给喷嘴2供给低速的流量(例如50L/min以上且100L/min以下)的低速空气14,以抑制烟雾及溅射物等向设置在从焊接头1照射激光6的表面上的保护玻璃11的附着。换言之,在低速空气供给喷嘴2与保护气体供给喷嘴4之间配置有高速空气供给喷嘴3。利用低速空气14来防止烟雾7及溅射物等向保护玻璃11的附着。
低速空气供给喷嘴2的低速空气14的喷出方向也与保护气体供给喷嘴4及高速空气供给喷嘴3同样地优选设置为,能够根据作为焊接头1在焊接时移动的方向的焊接行进方向即焊接方向13而使保护气体16及高速空气15的喷出方向相对于激光6的光轴进行旋转。
设置有开闭阀17,该开闭阀17用于与向焊接对象物5的多个加工点8照射激光6的照射时机配合地供给保护气体16和高速空气15。由此,能够抑制保护气体16及高速空气15的消耗量。
如以上那样,本实施方式的激光焊接装置具备:焊接头1,其向加工点8照射激光6;保护气体供给喷嘴4,其向加工点8供给保护气体16;以及高速空气供给喷嘴3,其在保护气体供给喷嘴4与焊接头1之间,将比保护气体16的供给流量大的流量的高速空气15在向加工点8供给的保护气体16的正上方朝向水平方向或与激光6的照射方向20实质上正交的方向供给。高速空气供给喷嘴3处于加工点8的上方80mm以上且200mm以下或者工作距离WD的一半以下的范围内,将高速空气15呈带状供给,其中,工作距离WD是焊接头1的激光6的照射面与加工点8之间的距离。
由此,即便在远程焊接这样的焊接头与加工点的距离较远的情况下,也能够利用从保护气体供给喷嘴4供给的保护气体16来防止焊接对象物5的氧化。能够利用在保护气体16的正上方流动的、从高速空气供给喷嘴3供给的高速空气15来去除从加工点8经由保护气体16而升起的烟雾7及溅射物等。而且,能够抑制因烟雾7及溅射物而引起的激光6的折射或焦点位置的变动,并且,能够获得抑制了焊接对象物5的加工点8的氧化的良好的焊道。
另外,在保护气体16的正上方流动的高速空气15能够抑制烟雾及溅射物向从焊接头1照射激光6的、焊接头1的激光6的照射面的附着。在保护气体16的正上方流动的高速空气15去除从加工点8通过保护气体16而升起的烟雾7及溅射物等。因此,能够大幅削减保护气体16的使用量。因此,能够以少量的保护气体16的供给来防止焊接对象物5的氧化。因此,能够进行良好的焊接。
另外,高速空气供给喷嘴3的喷出口的形状可以是在从焊接头1向加工点8照射激光6的照射方向上长且由多层或单层构成的带状。
另外,本实施方式的激光焊接装置也可以还具备能够对高速空气供给喷嘴3与保护气体供给喷嘴4的喷出角度进行调整的角度调整部19。优选通过角度调整部19,将高速空气供给喷嘴3与保护气体供给喷嘴4所成的相对角度设为20度以上且70度以下。
另外,本实施方式的激光焊接装置也可以还具备喷嘴高度调整部9,该喷嘴高度调整部9用于装配保护气体供给喷嘴4及高速空气供给喷嘴3,且能够调整保护气体供给喷嘴4相对于加工点8的高度。
另外,保护气体供给喷嘴4优选构成为,形状为圆筒状,且在喷出保护气体16的喷出口具备形成网眼状的多个开口孔的网状件,由针对波长为900nm以上且1100nm以下的激光6的激光反射率高于80%的原材料构成。
另外,本实施方式的激光焊接装置也可以在焊接头1具有角度调整部19。
另外,本实施方式的激光焊接装置也可以在焊接头1具有喷嘴高度调整部9。
另外,本实施方式的激光焊接装置也可以在焊接用夹具18具有角度调整部19。
另外,本实施方式的激光焊接装置也可以在焊接用夹具18具有喷嘴高度调整部9。
另外,本实施方式的激光焊接装置也可以具备低速空气供给喷嘴2,该低速空气供给喷嘴2在焊接头1的正下方以不干涉来自保护气体供给喷嘴4的保护气体16的供给的方式在与高速空气供给喷嘴3的高速空气15的供给方向相同的方向上供给低速空气14。装配于焊接头1的保护气体供给喷嘴4、高速空气供给喷嘴3及低速空气供给喷嘴2优选配置为根据焊接方向13而相对于激光6的光轴进行旋转移动。
另外,本实施方式的激光焊接方法在如下的激光焊接装置中将高速空气15呈带状供给,该激光焊接装置具备:焊接头1,其向加工点8照射激光6;保护气体供给喷嘴4,其向加工点8供给保护气体16;以及高速空气供给喷嘴3,其在保护气体供给喷嘴4与焊接头1之间,将比保护气体16的供给流量大的流量的高速空气15在向加工点8供给的保护气体16的正上方朝向水平方向或与激光6的照射方向20实质上正交的方向供给,高速空气供给喷嘴3处于加工点8的上方80mm以上且200mm以下或者工作距离WD的一半以下的范围内,其中,工作距离WD是焊接头1的激光6的照射面与加工点8之间的距离。
产业实用性
根据本发明,能够以较少的保护气体来实现良好的焊接状态,作为激光焊接装置而言在产业上是有用的。
- 激光焊接压紧装置、激光焊接系统以及激光焊接方法
- 一种激光焊接辅助结构、激光焊接装置和激光焊接方法