一种采用低功率激光搅拌辅助的高速TIG焊接方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及高速焊接领域,具体涉及一种采用低功率激光搅拌辅助的高速TIG焊接方法。
背景技术
钨极惰性气体保护焊(Tungsten inert gas,TIG)具有电弧稳定、成本低、焊缝平整美观、焊接质量高等特点,从而在工业生产中被广泛应用。但是传统TIG焊的钨极对电流的承载能力有限,在大电流焊接时易造成钨极的烧损和焊缝夹钨等焊接缺陷,严重影响了焊缝成形以及生产效率。另外,在高速焊接时,会出现驼峰和咬边等成形缺陷,严重恶化焊缝成形和焊接接头性能。
对于高速TIG焊接时缺陷的产生,究其原因,主要是大电流时的电弧压力过大,导致熔池产生严重的下凹变形,此时等离子流剪切力成为驱动熔池流动的主导因素,在这个力的作用下,熔池金属从熔池中心向外部流动,同时由于电弧的高速运动,导致熔融金属向熔池尾部强烈流动,在熔池后边缘,受到已凝固焊缝的阻碍作用而聚集和积累,并在熔池快速冷却过程中迅速凝固,最终形成咬边和驼峰等缺陷,使得焊缝成形和性能严重恶化。因此,在钨极氩弧焊的高速焊接中,如何在保证焊接质量的条件下,实现消除咬边、驼峰等缺陷成为一个亟待解决的问题,对于推动我国的制造业的发展具有重要意义。
发明内容
有鉴于此,本发明的目的在于提供一种采用低功率激光搅拌辅助的高速TIG焊接方法,利用快速的激光搅拌作用于熔池尾部,可以明显抑制高速TIG焊接时熔池金属在尾部的聚集和积累,消除咬边和驼峰等缺陷。该方法不仅可以实现不锈钢、铝合金、钛合金或镁合金的薄板的高速优质焊接,还可以用于厚板的打底焊接和薄壁管的焊接。
本发明通过以下技术方案实现:
一种采用低功率激光搅拌辅助的高速TIG焊接方法,所述的方法采用TIG电弧在前低功率激光束在后的联合焊接方式对工件不开坡口进行对接,焊接时工件做匀速运动,TIG电弧固定不动,低功率激光束相对于TIG电弧快速搅拌;具体步骤如下:
1)符合要求的两个工件装夹在高速移动平台上;
2)布置焊枪和低功率激光束:沿所述高速移动平台的移动方向,所述TIG电弧在前,所述低功率激光束在后;所述TIG电弧利用电弧提供熔化工件所需要的主要能量;所述低功率激光束快速搅拌作用于熔池尾部区域;
3)焊接开始时的启动顺序:所述TIG电弧比所述低功率激光束启动滞后1~3s;所述TIG电弧启动时,启动所述低功率激光束快速搅拌;同时启动所述高速移动平台进行匀速运动;
4)焊接结束时的关闭顺序:所述低功率激光束比所述TIG电弧的关闭滞后2~3s;关闭所述TIG电弧,并停止所述高速移动平台的移动;关闭所述低功率激光束,并停止所述低功率激光束的搅拌。
进一步,步骤2)中,所述低功率激光束在工件表面的照射点与所述TIG电弧的钨极的尖端在工件表面的垂直投影点之间的距离为0~15mm;所述TIG电弧位于两个工件的对接平面内,且与两个工件的表面的对接线成50~90°夹角,所述激光束位于两个工件的对接平面内,且与两个工件的表面的对接线成90~130°夹角,所述TIG电弧的钨极的尖端到工件的表面的垂直距离为0.5~8mm。
进一步,步骤3)中,所述低功率激光束的搅拌频率为10~1000Hz、搅拌幅度为0~5mm。
进一步,所述低功率激光束的功率为300~1000W,所述TIG电弧的焊接电流为30~400A。
进一步,步骤3)中,所述高速移动平台的移动速度为0~3.5m/min。
进一步,步骤3)中,所述低功率激光束以圆形、椭圆形或往复直线等轨迹搅拌。
进一步,所述工件的厚度为0.2~6mm,所述工件的材质为不锈钢、铝合金、钛合金或镁合金。
本发明的有益效果在于:
1、本发明针对高速焊接产生缺陷的本质原因,采用低功率快速激光搅拌作用于熔池尾部,阻止熔池内部的向后流动,抑制熔融金属在尾部堆积,将缺陷的形成消灭在萌芽状态,从根本上抑制咬边及驼峰等缺陷的产生,在显著提高焊接效率的同时,细化焊缝组织和消除气孔,进一步提高焊接质量。
2、本发明采用低功率激光,更加节能,能耗更低。
3、本发明可用于不锈钢、铝合金、钛合金或镁合金的高速焊接中。
附图说明
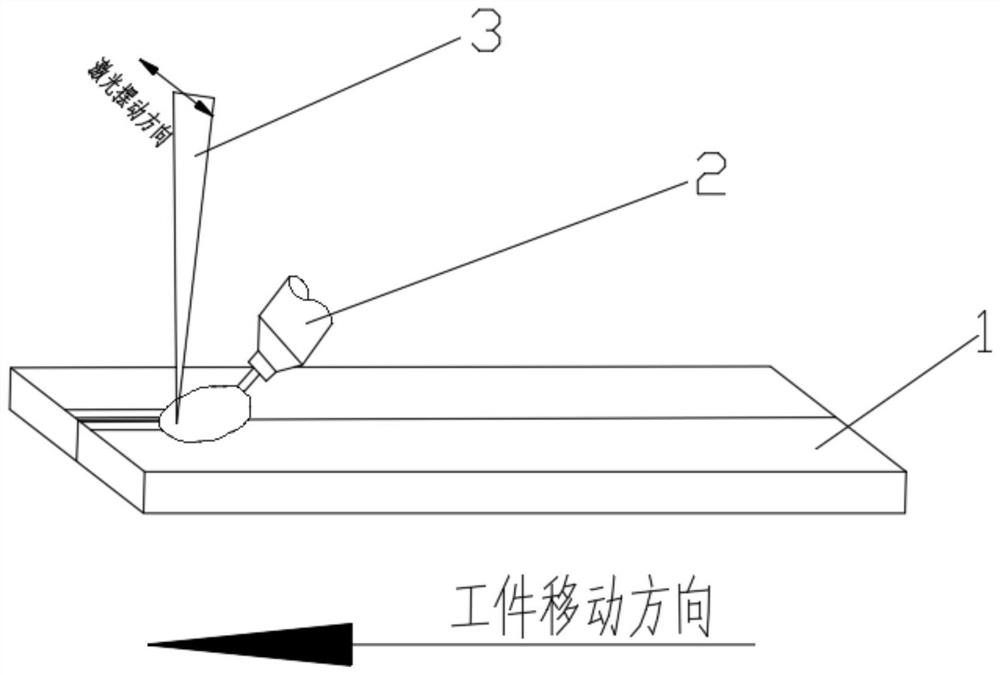
图1是本发明的工作原理结构示意图;
图2是传统TIG焊接的焊缝表面成形图;
图3是施加激光搅拌后TIG焊接的焊缝表面成形图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的上述描述中,需要说明的是,术语“一侧”、“另一侧”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
此外,术语“相同”等术语并不表示要求部件绝对相同,而是可以存在微小的差异。术语“垂直”仅仅是指部件之间的位置关系相对“平行”而言更加垂直,并不是表示该结构一定要完全垂直,而是可以稍微倾斜。
如图1所示,一种采用低功率激光搅拌辅助的高速TIG焊接方法,所述的方法采用TIG电弧2在前低功率激光束3在后的联合焊接方式对工件1不开坡口进行对接,焊接时工件做匀速运动,TIG电弧固定不动,低功率激光束相对于TIG电弧快速搅拌;低功率激光束的功率为300~1000W,TIG电弧的焊接电流为30~400A;保护气体为纯度99.99%的氩气;工件的厚度为0.2~6mm;工件的材质为不锈钢、铝合金、钛合金或镁合金;具体步骤如下:
1)符合要求的两个工件装夹在高速移动平台上;装夹前对工件待焊区域的油污进行清理,清理宽度不小于20mm;将两个工件装夹在高速移动平台上,两个工件之间不留间隙;
2)布置焊枪和低功率激光束:沿高速移动平台的移动方向,TIG电弧在前,低功率激光束在后;TIG电弧利用电弧提供熔化工件所需要的主要能量;低功率激光束快速搅拌作用于熔池尾部区域;低功率激光束在工件表面的照射点与TIG电弧的钨极的尖端在工件表面的垂直投影点之间的距离为0~15mm;TIG电弧位于两个工件的对接平面内,且与两个工件的表面的对接线成50~90°夹角,激光束位于两个工件的对接平面内,且与两个工件的表面的对接线成90~130°夹角,TIG电弧的钨极的尖端到工件的表面的垂直距离为0.5~8mm;
3)焊接开始时的启动顺序:TIG电弧比低功率激光束启动滞后1~3s;TIG电弧启动时,启动低功率激光束快速搅拌;同时启动高速移动平台进行匀速运动;低功率激光束的搅拌频率为10~1000Hz、搅拌幅度为0~5mm;高速移动平台的移动速度为0~3.5m/min;低功率激光束以圆形、椭圆形或往复直线等轨迹搅拌;
4)焊接结束时的关闭顺序:低功率激光束比TIG电弧的关闭滞后2~3s;关闭TIG电弧,并停止高速移动平台的移动;关闭低功率激光束,并停止低功率激光束的搅拌。
本发明提供一个优选的实施例:
如图3所示,本实施例中的具体参数如下:低功率激光束的功率为800W,TIG电弧的焊接电流为150A;TIG电弧的钨极的尖端到工件的表面的距离为4mm;低功率激光束在工件表面的照射点与TIG电弧的钨极的尖端在工件表面的垂直投影点之间的距离为6mm;TIG电弧位于两个工件的对接平面内,且与两个工件的表面的对接线成75°夹角,高速移动平台的移动速度为1.8m/min;气体流量为10L/min保护气体为纯度99.99%的氩气;低功率激光束的搅拌频率为400Hz、摆幅为1mm;对工件为3mm厚的304不锈钢进行焊接;
不施加搅拌激光束的普通焊接的焊缝外形图如图2;
根据图2和3的对比可知:不加搅拌激光束的焊缝出现了驼峰(图2),添加激光搅拌后,驼峰缺陷消失,焊缝表面成形均匀美观(图3)。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
- 一种采用低功率激光搅拌辅助的高速TIG焊接方法
- 一种应用脉冲TIG电弧辅助MIG焊接的装置及采用该装置实现的焊接方法