一种基于激光雷达的自动化铁路集装箱堆场火车定位方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及火车定位的技术领域,特别涉及一种基于激光雷达的自动化铁路集装箱堆场火车定位方法。
背景技术
在铁路货物运输的堆场中,火车进入堆场后的车皮装卸作业通常是在轨道式下进行的。在进行集装箱装卸作业前,首先需要对火车首节车皮进行定位,进而完成对所有车皮的定位,定位完成后将吊具移动至目标车皮的正上方,进行集装箱的装卸。
传统的火车定位是依靠人眼识别的方式,该方法过于依赖工作人员,导致装卸效率低,且容易出现定位误差、工作人员的安全也难以保证。鉴于传统方法存在的缺点。
发明内容
针对现有技术中存在的不足之处,本发明的目的是提供一种基于激光雷达的自动化铁路集装箱堆场火车定位方法,具有精度高、可长时间工作,模型较为简单,兼顾到各种设备。为了实现根据本发明的上述目的和其他优点,提供了一种基于激光雷达的自动化铁路集装箱堆场火车定位方法,包括:
S1、通过激光雷达扫描火车侧面;
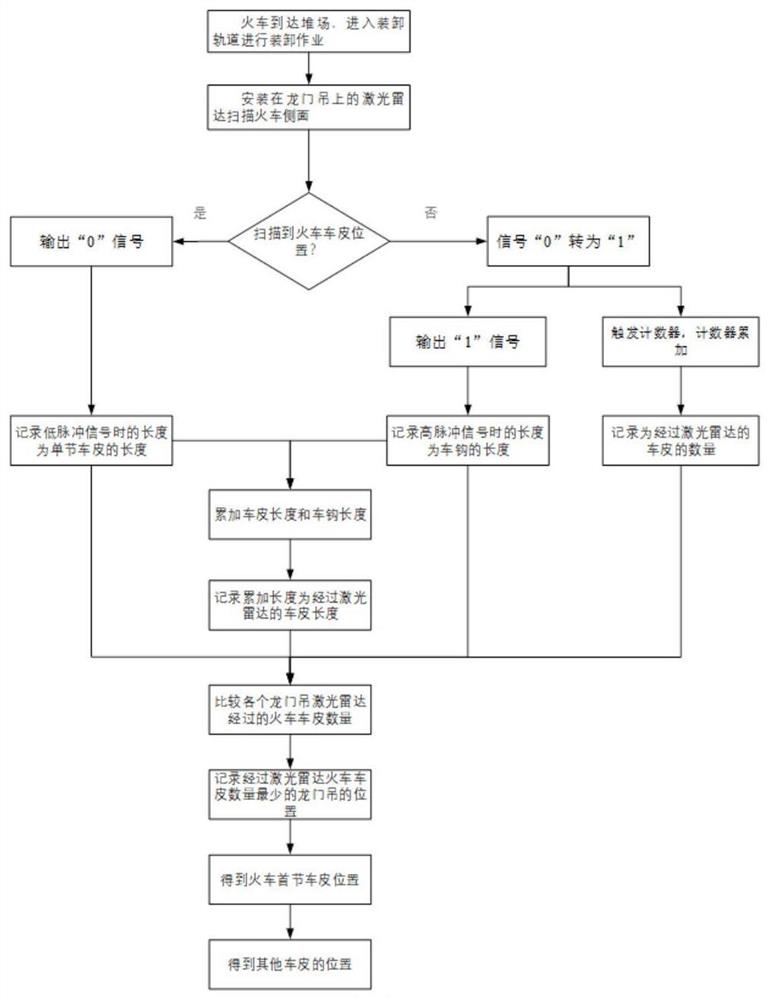
S2、通过判断是否扫描到火车车皮位置,当判断扫描到火车车皮位置时输出“0”信号,记录低脉冲信号时的长度为单节车皮的长度;当判断没有扫描到火车车皮位置时,信号“0”转为“1”,进行记录高脉冲信号时的长度为车钩的长度以及经过激光雷达的车皮的数量;
S3、进行累加车皮长度与车钩长度;
S4、通过比较各个龙门吊激光雷达经过的火车车皮的数量;
S5、记录经过激光雷达火车车皮数量最少的龙门吊的位置;
S6、得到火车首节车皮的位置及其他车皮的位置,实现火车定位。
优选的,步骤S2中,以激光雷达垂直于火车行驶方向的扫描为基准线,基准线扫描到两节车皮之间的车钩输出“1”信号,基准线扫描到火车车皮输出“0”信号,当信号“0”转为“1”信号触发计数器,为经过激光雷达的火车车皮的数量。
优选的,在火车行驶过程中,当输出信号由“0”转为“1”时,记录此时激光雷达扫描到的单节火车车皮长度。
优选的,当输出信号由“1”转为“0”时,记录此时激光雷达扫描到的两节车皮之间的车钩长度。
优选的,经过每个激光雷达的火车车皮长度包括经过激光雷达的每节车皮的长度、每个经过激光雷达的两节车皮之间的车钩长度和火车停止后位于龙门吊前方的部分车皮或车钩长度。
本发明与现有技术相比,其有益效果是:
(1)结构简单,通过激光雷达实现火车首车定位,相比人眼识别,具有精度高、可长时间工作等优点。
(2)模型较为简单,兼顾到各种设备,利用激光雷达获取每个龙门吊经过每个激光雷达的火车车皮的数量、经过每个激光雷达的火车车皮的长度、经过每个激光雷达的每节车皮的长度和每两节车皮之间的车钩长度从而得到火车每节车皮位置实现对火车定位的目的。
附图说明
图1为根据本发明的基于激光雷达的自动化铁路集装箱堆场火车定位方法的主视图;
图2为根据本发明的基于激光雷达的自动化铁路集装箱堆场火车定位方法的俯视图;
图3为根据本发明的基于激光雷达的自动化铁路集装箱堆场火车定位方法的原理示意图;
图4为根据本发明的基于激光雷达的自动化铁路集装箱堆场火车定位方法的流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参照图1-4,一种基于激光雷达的自动化铁路集装箱堆场火车定位方法,包括:S1、通过激光雷达扫描火车侧面;
S2、通过判断是否扫描到火车车皮位置,当判断扫描到火车车皮位置时输出“0”信号,记录低脉冲信号时的长度为单节车皮的长度;当判断没有扫描到火车车皮位置时,信号“0”转为“1”,进行记录高脉冲信号时的长度为车钩的长度以及经过激光雷达的车皮的数量;
S3、进行累加车皮长度与车钩长度;
S4、通过比较各个龙门吊激光雷达经过的火车车皮的数量;
S5、记录经过激光雷达火车车皮数量最少的龙门吊的位置;
S6、得到火车首节车皮的位置及其他车皮的位置,实现火车定位。
集装箱堆场火车定位的装置包括数据采集模块与数据处理模块,其中数据采集模块为激光雷达,激光雷达安装于龙门吊一侧的横梁,数据处理模块位于龙门吊的电气房或电气柜内,数据采集模块保证火车车皮侧面均处于激光雷达的采集范围之内,用于采集火车每节车皮以及两节车皮之间的车钩数据,数据处理模块用于对数据采集模块采集的数据进行处理,根据检测到每节车皮的长度、经过每个龙门吊的车皮数量和长度以及两节车皮之间的车钩的长度实现火车定位,数据处理模块从采集到的火车实时点云中获取经过激光雷达的火车车皮的数量、经过激光雷达的火车车皮的长度、经过激光雷达的每节车皮的长度和每两节车皮之间的车钩长度,通过火车与经过的龙门吊的相对位置计算得到火车首节车皮的车头及车尾位置和剩余车皮的车头及车皮位置。
进一步的,步骤S2中,以激光雷达垂直于火车行驶方向的扫描为基准线,基准线扫描到两节车皮之间的车钩输出“1”信号,基准线扫描到火车车皮输出“0”信号,当信号“0”转为“1”信号触发计数器,为经过激光雷达的火车车皮的数量。
进一步的,在火车行驶过程中,当输出信号由“0”转为“1”时,记录此时激光雷达扫描到的单节火车车皮长度。
进一步的,当输出信号由“1”转为“0”时,记录此时激光雷达扫描到的两节车皮之间的车钩长度。
进一步的,经过每个激光雷达的火车车皮长度包括经过激光雷达的每节车皮的长度、每个经过激光雷达的两节车皮之间的车钩长度和火车停止后位于龙门吊前方的部分车皮或车钩长度。
通过火车与经过的龙门吊的相对位置计算得到火车首节车皮的车头及车尾位置和剩余车皮的车头及车皮位置包括:火车行驶轨道上的每个龙门吊经过上述方法得到经过激光雷达的火车车皮的数量、经过激光雷达的火车车皮的长度、经过激光雷达的每节车皮的长度和每两节车皮之间的车钩长度,其中以经过激光雷达的火车车皮的数量最少的龙门吊采集的数据为准,通过此龙门吊的绝对位置和经过此龙门吊上激光雷达的车皮长度以及经过此龙门吊上激光雷达的每节车皮的长度计算得到火车首节车皮的绝对位置,通过每节车皮与首节车皮的相对位置得到每节车皮的绝对位置。
实施例1
如图3所示,在具体实施例中,火车行驶过程中会经过多个龙门吊,每个龙门吊安装的激光雷达对火车侧面扫描,采集每个龙门吊每个激光雷达的火车实时点云,得到经过每个激光雷达的火车车皮的数量、经过每个激光雷达的火车车皮的长度、经过每个激光雷达的每节车皮的长度和每两节车皮之间的车钩长度,具体实施步骤如下:
S1、以火车经过的第一个龙门吊为圆心,火车行驶方向为X方向建立一维坐标系O-X;
可选的,步骤S1包含:
S11、火车行驶途中共经过i个龙门吊,按照火车经过龙门吊的顺序给路径中的龙门吊编号,分别为G
S2、以激光雷达垂直与火车行驶方向的扫描线为基准线,基准线扫描到火车两节车皮之间的车钩输出信号“0”,扫描到火车车皮时输出信号“1”;
S2、输出信号由“1”转为“0”触发计数器,火车行驶过程中,龙门吊G
可选的,步骤S2包含:
S21、在火车停止后,火车车皮相对于龙门吊的状态分为:火车车皮在激光雷达正前方和火车两节车皮之间的车钩在激光雷达正前方;
S22、当火车车皮在激光雷达正前方,则经过龙门吊G
S23、当火车两节车皮之间的车钩在激光雷达正前方,则经过龙门吊G
S3、在火车行驶过程中,当输出信号由“0”转为“1”时,记录此时激光雷达扫描到的单节火车车皮长度,单个火车车皮的长度为l
S4、在火车行驶过程中,当输出信号由“1”转为“0”时,记录此时激光雷达扫描到的两节车皮之间的车钩长度d
S5、获取经过龙门吊G
S6、比较经过每个龙门吊的每个激光雷达的火车车皮的数量,记录minC
S7、第j节车皮车头位置为:
综上所述,本发明一种基于激光雷达自动化铁路集装箱堆场火车定位装置及方法,利用激光雷达获取每个龙门吊经过每个激光雷达的火车车皮的数量、经过每个激光雷达的火车车皮的长度、经过每个激光雷达的每节车皮的长度和每两节车皮之间的车钩长度从而得到火车每节车皮位置实现对火车定位的目的。
这里说明的设备数量和处理规模是用来简化本发明的说明的,对本发明的应用、修改和变化对本领域的技术人员来说是显而易见的。
尽管本发明的实施方案已公开如上,但其并不仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。