一种多点压合设备及方法
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及一种多点压合设备及方法;具体的说,是涉及一种对电路板的多个待压合区域进行压合的设备和方法。
背景技术
在电路板产品的生产过程中,通常需要在其表面的多个局部区域贴合例如补强片、导电片、粘结片等部件,这些部件可以先预贴在电路板上,再通过压合机进行压合,使其粘结牢固。
现有技术中,针对多个局部区域的压合一般是通过在压合模具上设置多个压合头同步进行多点压合,但在一些情形下,同一电路板上的不同区域经常需要压合多个不同部件,多个部件之间的压合压力值和加热温度值通常存在差异,这种同步多点压合设备难以满足此种要求。在针对同一电路板压合不同的部件时,现有技术中也有采用不同的单点压合机分别进行多次压合的公开,但这种加工方式不仅存在模具成本高的缺陷,还存在压合效率低的不足。
发明内容
针对现有技术的缺陷,本发明的主要目的是提供一种精度高且压合效率高的多点压合设备及方法。
为了实现上述主要目的,本发明第一方面提供了一种用于对电路板的多个待压合区域进行压合的多点压合设备;其中,多点压合设备包括:
输送机构,用于输送电路板;
多个压合模组,沿输送机构的输送方向设置;压合模组包括上模和下模;上模可在上压合驱动机构的驱动下作升降运动;下模可在下压合驱动机构的驱动下作升降运动;其中,上模和下模中的至少一个设有加热机构;压合过程中,下压合驱动机构驱动下模上升以承载电路板,上压合驱动机构驱动上模以第一速度下压至靠近但不接触电路板的设定高度位置和以小于第一速度的第二速度继续下压直至接触并以设定压力值压合在电路板上;
控制模块,分别与多个压合模组中的上压合驱动机构和加热机构之间控制连接,以独立控制多个压合模组压合过程中的压力值和温度值。
在本发明的上述技术方案中,本发明的多点压合设备通过控制模块与多个压合模组中的上压合机构和加热机构之间控制连接,分别独立的控制多个压合模组压合过程中的压力值和温度值;每个压合模组单独执行压合作业,压合压力值和温度值单点可控,保证产品质量;无需如现有技术采用多个压合机进行多次压合,具有压合效率高的优点。
进一步地,本发明中每个压合模组中的上模先以第一速度下压至靠近但不接触电路板的设定高度位置,然后以小于第一速度的第二速度继续下压直至接触并以设定压力值压合在电路板上;这种分阶段下压的方式,在提高压合位置精度方面是特别有利的,也有利于保证上模压合压力值的准确度,这在大尺寸柔性电路板压合时体现得尤为明显。
根据本发明第一方面的一种具体实施方式,第一速度是第二速度的三倍及以上。
根据本发明第一方面的一种具体实施方式,上模和下模中的至少一个设有压力传感器;控制模块与压力传感器之间信号连接;在压合过程中,控制模块根据压力传感器的反馈压力值控制上压合驱动机构驱动上模作升降运动或保持不动,以动态保持施加在电路板的压力值与设定压力值相同。
根据本发明第一方面的一种具体实施方式,多点压合设备还包括机架,机架上设有位于输送机构相对两侧的两个第一方向导轨;多个压合模组均安装在两个第一方向导轨上,且多个压合模组之间的间距可调。
进一步地,第一方向导轨上设有与多个压合模组一一对应的滑动座以及用于将滑动座锁定在第一方向导轨上的锁紧机构;压合模组还包括压合支架,压合支架安装在滑动座上。
根据本发明第一方面的一种具体实施方式,上压合驱动机构为丝杆式驱动机构;下压合驱动机构为气动式或液压式驱动机构。
根据本发明第一方面的一种具体实施方式,设定高度位置与电路板的距离为0.5mm及以上,且第二速度设置为不超过5mm/s。
本发明第二方面提供了一种多点压合方法,包括如下步骤:
1)将电路板输送至预定压合位置;
2)多个压合模组中的下模上升以分别承载电路板的多个待压合区域;
3)控制多个压合模组中的上模相对独立的以第一速度下压至靠近但不接触电路板的位置;
4)控制多个压合模组中的上模相对独立的以小于第一速度的第二速度下压直至接触并以设定压力值压合在电路板的多个待压合区域上。
由上述技术方案可见,本发明的多点压合方法中独立的控制多个压合模组中的上模朝向下模下压,并以设定压力值进行压合;可以理解的,不同的压合模组中的设定压力值根据具体需求进行确定,即不同的压合模组中的压合压力值可以相同,也可以不同;每个压合模组单独执行压合作业,压合压力值单点可控,保证产品质量。
进一步地,本发明中的多点压合方法中每个压合模组中的上模先以第一速度下压至靠近但不接触电路板的位置,然后以小于第一速度的第二速度继续下压直至接触并以设定压力值压合在电路板上;这种分阶段下压的方式,在提高压合位置精度方面是特别有利的,也有利于保证上模压合压力值的准确度,这在柔性电路板压合时体现得尤为明显。
根据本发明第二方面的一种具体实施方式,上模和下模的压合过程中,通过压力传感器实时检测压合的实际压力值,将实际压力值与设定压力值比较以控制对应的上模作升降运动或保持不动,以动态保持施加在电路板上的压力值与设定压力值相同。
根据本发明第二方面的一种具体实施方式,在电路板输送至预定压合位置,对多个压合模组之间的间距进行调节,使得多个压合模组对应于电路板的多个待压合区域。
为了更清楚地说明本发明的目的、技术方案和优点,下面结合附图和具体实施方式对本发明作进一步的详细说明。
附图说明
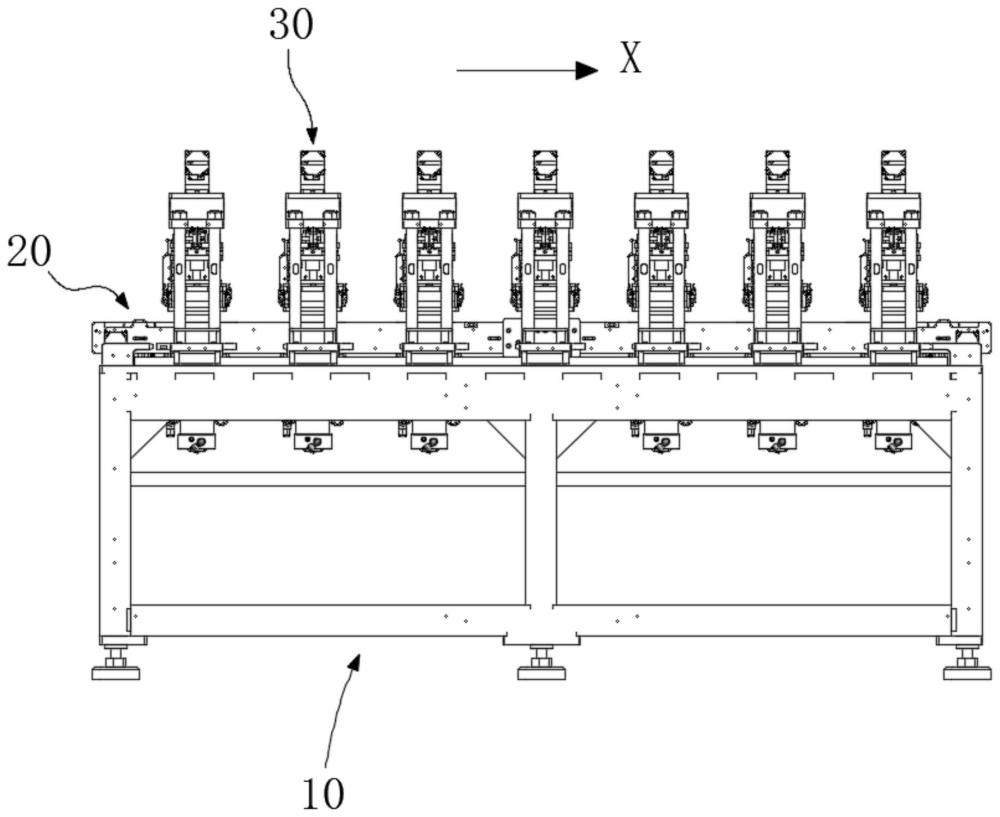
图1是本发明多点压合设备实施例的主视图;
图2是本发明多点压合设备实施例的俯视图;
图3是贴合模组的立体图;
图4是贴合模组的主视图;
图5是贴合模组的侧视图。
具体实施方式
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但本发明还可以采用在此基础上作出的其他变化或替换方式来实施。因此,本领域技术人员基于本申请所描述的实施例而可以获知的其他可实施方式,都属于本发明的保护范围。
如图1-2所示,本发明实施例的用于对电路板的多个待压合区域进行压合的多点压合设备包括机架10、输送机构20、控制模块和多个压合模组30;输送机构20用于沿X方向将电路板输送到对应于多个压合模组30的预设位置处;其中电路板具体是柔性电路板,在电路板的多个待压合区域预贴有例如补强片等,可直接进行压合操作。
多个压合模组30沿输送机构20的输送方向设置,且多个压合模组30之间的间距可自由调整,以适应不同类型电路板的压合需要;请参阅图2,机架10上位于输送机构20沿Y方向的相对两侧设置有两个第一方向导轨11,第一方向导轨11沿X方向设置,多个压合模组30均安装在两个第一方向导轨11上;具体的,第一方向导轨11上设有与多个压合模组30一一对应的滑动座12以及用于将滑动座12锁定在第一方向导轨11上的锁紧机构13;锁紧机构13具体包括锁紧用的一个或多个螺栓,通过旋紧或放松螺栓,对滑动座12进行锁定或解锁。其中,压合模组30包括压合支架31,压合支架31安装在滑动座12上,从而将压合模组30整体滑动装配在两个第一方向导轨11上。
进一步地,压合模组30的数量根据电路板的具体类型需要进行确定,在本实施例中具有七个压合模组30,最多可同时对应于电路板上的七个待压合区域进行压合;同时,七个压合模组30的至少两个可以进行任意组合,从而适用于更多类型的电路板。
如图3-5所示,压合模组30包括上模32和下模33;上模32可在上压合驱动机构34的驱动下作升降运动;下模33可在下压合驱动机构35的驱动下作升降运动。
请继续参阅图5,上压合驱动机构34具体为丝杆式驱动机构,包括驱动电机341、由驱动电机341驱动的丝杆342以及与丝杆342形成转动配合的上模安装架343;其中,压合支架31包括上载座311,驱动电机341设置在上载座311上;优选的,在驱动电机341的驱动端设有减速器344,减速器344的输出端与丝杆342形成传动连接;具体的,上载座311设有多个第一导向杆312,上模安装架343可滑动地装配在多个第一导向杆312上,丝杆342转动时,在第一导向杆312的限制下,上模安装架343相对于丝杆342进行滑动升降。
下压合驱动机构35具体为气动式驱动机构,包括驱动气缸351和由驱动气缸351驱动的下模安装架352;其中,压合支架31还包括下载座313,驱动气缸351设置在下载座313上;具体的,下载座313设有多个第二导向杆314,下模安装架352可滑动地装配在多个第二导向杆314上,以对下模安装架352的升降进行导向;当下模安装架352具有一定宽度时,可以采用两个甚至更多的驱动气缸351协同驱动下模安装架352,以保持下模33对电路板承载的稳定性和有效性。在其他实施例中,下压合驱动机构35还可以是电动式驱动机构或者液压式驱动机构,这里不再展开介绍。
可以理解的,需要使用多个压合模组30进行压合的电路板通常具有较大的尺寸,例如本实施例中七个压合模组30对应可压合的电路板的长度(X方向)尺寸可达2米左右、宽度(Y方向)尺寸可达0.4米左右;当对柔性电路板(包括具有较大尺寸的单张柔性电路板和卷料形式的柔性电路板)在进行压合时,上模32的下压过程很容易对柔性电路板处的气体环境产生影响,导致柔性电路板产生变形;当上模32以较高速度下压至与柔性电路板接触并压合时,会形成作用于柔性电路板的气流,该气流在上模32压合至与柔性电路板接触之前不会消失,则柔性电路板受到这部分气流的影响会产生一定的位姿变化,特别是在柔性电路板没有进行完全定位的情况下,电路板的位姿变化尤为明显;在这种情况下进行压合,很容易出现压合偏差而影响压合质量的缺陷。
针对上述问题,本实施例中创造性的采用上模32分阶段下压的技术方案,电路板压合过程中,下压合驱动机构35驱动下模33上升以承载电路板,上压合驱动机构34驱动上模32以第一速度下压至靠近但不接触电路板的设定高度位置和以小于第一速度的第二速度继续下压直至接触并以设定压力值压合在电路板上。
具体的,上模32以第一速度下压至靠近但不接触电路板的预定高度位置时切换为以小于第一速度的第二速度继续下压,此时上模32以第一速度下压的气流对电路板的影响因上模32下压速度的降低而削弱;当第二速度较小时,上模32以第二速度下压时所产生的气流对电路板的影响可以忽略;在上模32以第二速度下压至与电路板接触之前,电路板可以依靠自身特性自动且快速地恢复至原有位姿,从而避免出现压合偏差,最终提高电路板压合的质量。本实施例中所采用的上模32分阶段下压的方案,在提高压合位置精度方面是特别有利的,也有利于保证上模32压合压力值的准确度,从而提高压合精度,这在柔性电路板压合时体现得尤为明显。
进一步地,第一速度是第二速度的三倍及以上;其中,第二速度优选不超过5mm/s,以在与电路板接触压合时保持压合压力值的准确度;较佳地,上模32以第一速度下压至靠近但不接触电路板的设定高度位置优选与电路板的距离为0.5mm及以上,从而为上模32以第二速度下压留有足够的高度空间。具体的,本实施例中的压合速度具体为:第一速度为15mm/s,第二速度为5mm/s,在其他实施例中,可以根据压合需要进行适应性调整。
本实施例中的上模32和下模33中的均设有加热机构;在其他实施例中,可以根据压合需要,选择上模32或下模33中的一个设置加热机构。上模32和下模33的结构相同,下面以上模32为例介绍具体结构;请继续参阅图3,上模32包括压头321、加热板322和隔热板323;加热板322用于对压头321进行加热,其位于压头321背对于其压合面的一侧;隔热板323用于对加热板322进行隔热处理,其设置在加热板322背对压头321的一侧。其中,压头321以可拆卸方式安装,例如通过快拆卡扣结构安装在上模安装架343上,以在必要时更换压头321而无需更换整个压合模具。
本实施例中的控制模块分别与多个压合模组30中的上压合驱动机构34和加热机构之间控制连接,以独立控制多个压合模组30压合过程中的压力值和温度值;即每个压合模组30单独执行压合作业,压合过程的压力值和温度值单点可控,有效保证产品质量。相应的,控制模块还可以与下压合驱动机构35之间控制连接,以通过下压合驱动机构35控制下模33作升降运动。具体的,控制模块可采用PC上位机。
进一步地,在上模安装架343上设有压力传感器36,压力传感器36用来检测压合模组30压合过程中的压力值;控制模块与压力传感器36之间信号连接,当压力传感器36的压力值达到设定压力值时,控制模块控制上压合驱动机构34停止下压并进行保压。其中,在压合的保压阶段中,压合的压力值会出现较小波动,此阶段中控制模块根据压力传感器36的反馈压力值控制上压合驱动机构34驱动上模32作升降运动,以动态调节施加在电路板的压力值,使其稳定在与设定压力值相同。
这里需要说明的是,因电路板的各个待压合区域的压合压力值和加热温度值存在差异,在保压阶段中,不同的压合模组30压合的压力值所出现的波动情况也会存在差异;如果对多个压合模组30采用相同的补偿值,则会持续出现实际压力值与设定压力值不同的情况。针对上述问题,本实施例中多个压合模组30在控制模块的控制下执行独立压合作业,可以针对性的对出现压力值波动的压合模组30进行补偿,最终实现动态调节施加在电路板的各个待压合区域上的压力值始终与设定压力值相同。
具体的,在压合的保压过程中,上模32所进行的升降运动的步长是极小的,步长例如为0.0005mm,从而实现压合压力值的连续微调,直至达到预定压力值;较佳地,设定步长可以通过控制模块进行自由设定,以适应不同类型电路板的压合需求。
继续参阅图5,上模安装架343具有第一安装板3431和第二安装板3432,第一安装板3431和第二安装板3432之间通过多个竖向连接柱3433进行连接,以使得第一安装板3431和第二安装板3432之间存在一定间距;压力传感器36安装在位于上方的第一安装板3431上,上模32安装在位于下方的第二安装板3432上,从而上模32中加热机构的热量不会对压力传感器36造成影响,从而保证压力传感器36的检测精度,同时也有利于延长压力传感器36的使用寿命。
本实施例中的输送机构20具体轨道式输送机构,其包括两个传送轨道21,电路板通过载具形式承载在传送轨道21上并进行输送;具体的,请再次参阅图2,在机架10上成对的两个第二方向导轨14,第二方向导轨14与第一方向导轨11相垂直;其中,两个传送轨道21均可滑动-锁紧地设置在两个第二方向导轨14上,以调节两个传送轨道21的间距。在其他实施例中,输送机构20也可以卷料式输送机构,利用例如上下料飞达对电路板卷料进行输送。
下面,以利用七个压合模组30同时对电路板的七个待压合区域进行压合为例,说明利用上述多点压合设备对电路板的七个待压合区域进行多点压合的方法:
输送机构20将电路板输送至预定压合位置;
调节多个压合模组30之间的间距,使得多个压合模组30对应于电路板的多个待压合区域;
通过控制模块控制多个压合模组30中的下模33上升,以分别承载电路板的多个待压合区域;
通过控制模块控制多个压合模组30中的上模32相对独立的以第一速度下压至靠近但不接触电路板的位置;
通过控制模块控制多个压合模组30中的上模32相对独立的以小于第一速度的第二速度下压直至接触并以设定压力值压合在电路板的多个待压合区域上,此时进入保压阶段;
在压合的保压阶段,通过多个压合模组30中的压力传感器36实时检测压合的实际压力值;将实际压力值与设定压力值比较,当实际压力值于设定压力值不同时,通过控制模块控制对应的上模32进行上升或下降,以动态调节施加在电路板上的压力值。
虽然本发明以具体实施例揭露如上,但这些具体实施例并非用以限定本发明实施的范围。任何本领域的普通技术人员,在不脱离本发明的发明范围内,当可作些许的变化/修改,即凡是依照本发明所做的同等变化/修改,应为本发明的保护范围所涵盖。
- 一种轮毂检测报警方法及轮毂压合检测设备
- 一种无模多点旋压三维曲面成形方法
- 一种用于手机装配的在线通用压合设备
- 一种具有粉碎压合功能的合成木板生产设备
- 一种用于压合复合板的设备
- 一种压合平面自适应压合设备、一种液晶屏的压合方法
- 一种BTB多点压合设备