一种多种液体原料的自动化配置设备
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及PVC硬质结构泡沫生产工艺技术领域,特别是涉及一种多种液体原料的自动化配置设备。
背景技术
PVC泡沫塑料是以聚氯乙烯树脂为主体,加入发泡剂及其它添加剂制成,分硬质和软质两类。专利CN214394896U介绍了一种软质PVC发泡板生产工艺用多种原料自动称重混合设备,物料经单一下料口进行熔融处理实现自动化称重。但是对于硬质PVC结构泡沫的生产过程其工艺较为复杂,生产过程中需要使用的助剂以及助剂的成分较为复杂,且气味较大;硬质PVC结构泡沫主要是由聚氯乙烯糊树脂、异氰酸酯、酸酐、环氧树脂、发泡剂等经搅拌机混合后制成糊状物质注到模具上经模压、膨胀、养护制得。目前行业中主要以人工入料为主,人员劳动强度大,自动化程度低,配料环境较差。
发明内容
本发明的目的是提供一种多种液体原料的自动化配置设备,以解决上述现有技术存在的问题,应用于风电叶片的PVC硬质结构泡沫生产中,通过实现多种原料的精准自动化加料,减小加料偏差,降低人员的劳动强度,减轻气味对工人身体的影响,并实现生产效率的提高。
为实现上述目的,本发明提供了如下方案:本发明提供一种多种液体原料的自动化配置设备,包括
多个上料系统,多个所述上料系统并联设置,所述上料系统包括原料桶;上料管路和上料泵,所述原料桶的出料口处连接有所述上料管路,所述上料管路上安装有所述上料泵;以及
多个储料系统,多个所述储料系统并联设置,各所述上料系统的上料管路末端均对应连接有一个所述储料系统,所述储料系统包括储料罐和第一气动球阀调节组,所述第一气动球阀调节组包括气动球阀一;气动球阀二和气动球阀三,所述气动球阀一和气动球阀二分别设置在所述储料罐的进出口管路上,所述气动球阀三设置于所述储料罐的顶部;以及
多个计量系统,多个所述计量系统并联设置,各所述储料系统的出料末端均对应连接有一个所述计量系统,所述计量系统包括计量罐;称重模块一和第二气动球阀调节组,所述第二气动球阀调节组包括气动球阀四和气动球阀五,所述气动球阀四设置于所述计量罐的顶部,所述气动球阀五设置在所述计量罐的出口端;所述称重模块一用于对计量罐中的原料进行称重;以及
搅拌系统,所述搅拌系统包括搅拌缸和称重模块二,多个所述计量系统的出料口汇集连接到所述搅拌缸处,所述搅拌缸的下方设置有所述称重模块二,所述称重模块二用于实时监控流入所述搅拌缸内部液体原料的重量;以及
控制系统,所述控制系统包括控制柜,所述上料系统;储料系统;计量系统和搅拌系统均与所述控制柜电信号连接。
优选地,所述上料管路包括塑料软管和上料钢管,所述原料桶放置于地面固定区域,所述原料桶的上方出料口处连接有所述塑料软管,所述塑料软管的另一端与所述上料泵连通,所述上料泵的出口端与所述上料钢管相连。
优选地,所述储料罐的内部设置有搅拌桨,所述储料罐的外壁上套设有恒温夹套;所述储料罐通过钢结构支架固定于所述上料泵的右上方。
优选地,通过控制所述气动球阀一和气动球阀三的开关闭合来调节所述储料罐进料过程中罐内的压力平衡,进而实现储料系统定量上料;通过控制所述气动球阀二与气动球阀三的开关闭合来调节所述储料罐出料过程中罐内压力平衡,进而实现储料系统定量下料。
优选地,所述计量罐位于所述储料罐的下方,所述计量罐通过所述称重模块一悬空连接于钢结构支架上,所述计量罐的进料口处设置有金属软管,所述金属软管的一端与所述储料罐的出口相连,所述气动球阀二安装在所述金属软管上。
优选地,通过控制所述气动球阀二与气动球阀四的开关闭合来调节所述计量罐进料过程中罐内压力平衡,进而实现计量系统精确计量上料;通过控制所述气动球阀四与气动球阀五的开关闭合来调节所述计量罐出料过程中罐内压力平衡,进而实现计量系统精确计量下料。
优选地,所述计量系统的出料端的金属软管末端连接有下料钢管,所述下料钢管的末端与所述搅拌缸连通;所述称重模块二内置有压力传感器,所述压力传感器与所述控制柜电信号连接。
优选地,所述上料泵为气动隔膜泵,所述储料罐和计量罐均为密封罐体。
本发明相对于现有技术取得了以下有益技术效果:
本发明中的多种液体原料的自动化配置设备,包括搅拌系统;控制系统;多个上料系统;多个储料系统和多个计量系统,各上料系统的出料端顺次对应连接有一个储料系统和计量系统,多个计量系统的出料端最终汇集于搅拌系统中进行液体原料的搅拌。原料桶中的液体原料在上料泵的抽吸作用下进入到储料罐中,储料罐既可以对多次加料的液体原料进行储存,也可以为计量罐提供液体原料,通过调节第一气动球阀调节组可以实现储料罐的储料和出料;液体原料在计量罐处通过称重模块一完成第一次称重计量后进入到搅拌缸,搅拌缸的底部还设置有称重模块二,对液体原料的总量进行二次称重,确保原料的精确性。该自动化配置设备,通过实现多种原料的一次精准自动化加料,减小加料偏差,降低人员的劳动强度,减轻气味对工人身体的影响,并实现生产效率的提高。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
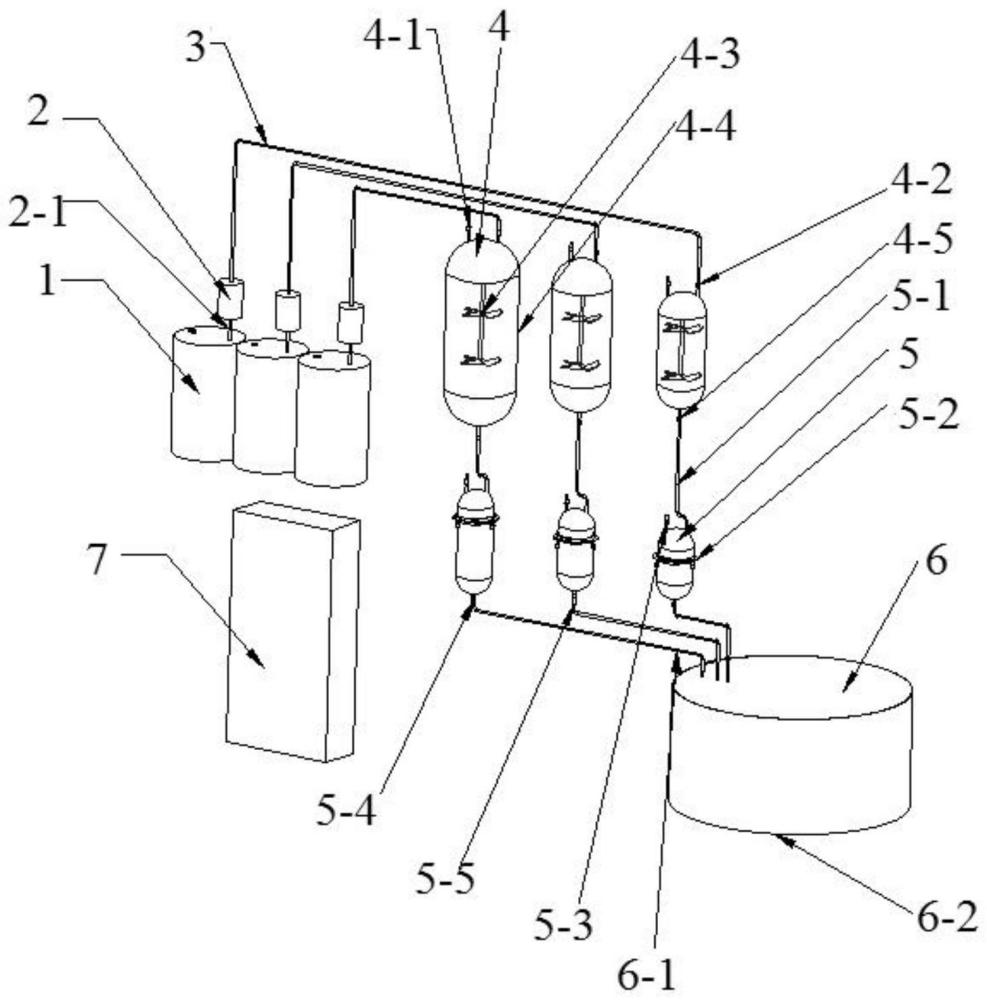
图1为本发明实施例中多种液体原料的自动化配置设备的整体结构图;
其中,1、原料桶;2、上料泵;2-1、塑料软管;3、上料钢管;4、储料罐;4-1、气动球阀三;4-2、气动球阀一;4-3、搅拌桨;4-4、恒温夹套;4-5、气动球阀二;5、计量罐;5-1、金属软管;5-2、称重模块一;5-3、气动球阀四;5-4、气动球阀五;5-5、金属软管;6-、搅拌缸;6-1、下料钢管;6-2、称重模块二;7、控制柜。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚;完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种多种液体原料的自动化配置设备,以解决上述现有技术存在的问题,应用于风电叶片的PVC硬质结构泡沫生产中,通过实现多种原料的精准自动化加料,减小加料偏差,降低人员的劳动强度,减轻气味对工人身体的影响,并实现生产效率的提高。
为使本发明的上述目的;特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
如图1所示,本发明提供一种多种原料的自动化配置设备,包括依次相连接的上料系统、储料系统、计量系统、搅拌系统和控制系统。
具体地,上料系统由原料桶1、上料泵2、塑料软管2-1、上料钢管3构成,多套原料桶1、上料泵2、塑料软管2-1、上料钢管3呈并联布置;原料桶1放置于地面固定区域,上料泵2位于原料桶1上方,通过塑料软管2-1从原料桶1内部抽吸上料,上料钢管3固定连接于上料泵2上方与气动球阀一4-2连接,通过控制上料泵2、气动球阀一4-2与气动球阀三4-1的开关闭合,实现上料系统定量上料。
储料系统由储料罐4、气动球阀三4-1、气动球阀一4-2、搅拌桨4-3、恒温夹套4-4、气动球阀二4-5构成,多套储料罐4、气动球阀三4-1、气动球阀一4-2、搅拌桨4-3、恒温夹套4-4、气动球阀二4-5呈并联布置;储料罐4通过钢结构支架固定于上料泵2右上方,通过气动球阀一4-2与上料钢管3连接,储料罐4左上方设置有气动球阀三4-1,通过控制气动球阀一4-2与气动球阀三4-1的开关闭合,实现储料罐4进料过程中罐内压力平衡,进而实现储料系统定量上料;储料罐4下方设置有气动球阀二4-5,通过控制气动球阀二4-5与气动球阀三4-1的开关闭合,实现储料罐4出料过程中罐内压力平衡,进而实现储料系统定量下料。
计量系统由计量罐5、金属软管5-1、称重模块一5-2、气动球阀四5-3、气动球阀五5-4、金属软管5-5构成,多套计量罐5、金属软管5-1、称重模块一5-2、气动球阀四5-3、气动球阀五5-4、金属软管5-5呈并联布置;计量罐5位于储料罐4下方,计量罐5为悬空结构,通过称重模块一5-2连接于钢结构支架上,计量罐5上方设置有金属软管5-1,金属软管5-1与气动球阀二4-5连接,计量罐5左上方设置有气动球阀四5-3,通过控制气动球阀二4-5与气动球阀四5-3的开关闭合,实现计量罐5进料过程中罐内压力平衡,进而实现计量系统精确计量上料;计量罐5下方设置有气动球阀五5-4,通过金属软管5-5与下料钢管6-1连接,通过控制气动球阀五5-4与气动球阀四5-3的开关闭合,实现计量罐5出料过程中罐内压力平衡,进而实现计量系统精确计量下料。
搅拌系统由搅拌缸6、下料钢管6-1、称重模块二6-2构成;下料钢管6-1末端位于搅拌缸6上方;搅拌缸6下发设置有称重模块二6-2,便于实时监控流入搅拌缸6内部液体料重量,称重模块二6-2内置压力传感器,将搅拌缸6重量变化转化为压力信号,通过控制柜7中的PLC程序控制气动球阀五5-4与气动球阀四5-3的开关闭合关联,实现搅拌系统的精确计量进料及计量系统的二次校准。
控制柜7为总体控制,通过预设PLC总体控制程序:
控制上料泵2、气动球阀一4-2与气动球阀三4-1的开关闭合,实现上料系统定量上料;
控制气动球阀一4-2与气动球阀三4-1的开关闭合,实现储料系统定量上料;
控制气动球阀二4-5与气动球阀三4-1的开关闭合,实现储料系统定量下料;
控制气动球阀二4-5与气动球阀四5-3的开关闭合,实现计量系统精确计量上料;
控制气动球阀五5-4与气动球阀四5-3的开关闭合,实现计量系统精确计量下料及搅拌系统的二次计量校准;
进而实现多种原料自动配料循环。
在其中一个实施例中,上料泵2为气动隔膜泵,可有效防止上料后液体料反流,通过控制柜7中的PLC程序控制自动抽吸上料。上料泵2数量为多个,数量与生产中多种原料数量相同。
在其中一个实施例中,储料罐4为密封罐体,内部设置有搅拌桨4-3,搅拌桨4-3为气动结构,通过控制柜7中的PLC程序控制,持续转动搅拌,保证储料罐4内部液体料成分均匀无沉淀物。储料罐4外部设置有恒温夹套4-4,恒温夹套4-4为夹层结构,夹层内部持续流动恒温水流,保证储料罐4整体持续恒温。储料罐4数量为多个,数量与生产中多种原料数量相同。储料罐4内部容积为定制设计,可满足多次计量罐5自动配料生产循环。
在其中一个实施例中,计量罐5为密封罐体,计量罐5为悬空结构,仅通过称重模块一5-2连接于钢结构支架上,便于实时监控流入计量罐5内部液体料重量,称重模块一5-2内置压力传感器,当液体进入计量罐5时,在重力作用下会使得计量罐5向下运动,从而使得称重模块二中的压力传感器感应到计量罐5重量的变化,将计量罐5重量变化转化为压力信号,通过控制柜7中的PLC程序控制气动球阀二4-5与气动球阀四5-3的开与关,实现自动定量配料。
计量罐5数量为多个,数量与生产中多种原料数量相同。
该设备通过实现多种原料的一次精准自动化加料,减小加料偏差,降低人员的劳动强度,减轻气味对工人身体的影响,并实现生产效率的提高。
本发明中的多种液体原料的自动化配置系统的工作流程如下:
生产开始,控制柜7通过预先设置PLC总体控制程序,控制上料泵2、气动球阀一4-2与气动球阀三4-1打开,按比例将多种原料分别由原料桶1上料至储料罐4内,达到程序设定值后,控制上料泵2、气动球阀一4-2与气动球阀三4-1关闭,实现上料系统定量上料;
储料罐4上料完成后,控制气动球阀二4-5、气动球阀三4-1打开,液体料通过储料罐4内部压力向下流入计量罐5,实现储料系统定量下料,同时通过称重模块一5-2压力信号变化实时监控液体料流入重量,达到程序设定值后,控制气动球阀二4-5、气动球阀三4-1关闭,实现计量系统精确计量上料;
计量罐5计量上料完成后,控制气动球阀五5-4、气动球阀四5-3打开,液体料通过计量罐5内部压力向下流入搅拌缸6,同时通过称重模块一5-2压力信号变化实时监控液体料流出重量,达到程序设定值后,控制气动球阀五5-4、气动球阀四5-3关闭,实现计量系统精确计量下料;
同时通过称重模块二6-2压力信号变化实时监控液体料流入重量,达到程序设定值后,通过控制柜7PLC程序控制与气动球阀五5-4、气动球阀四5-3的开关闭合关联,实现搅拌系统的精确计量进料及计量系统的二次校准;
至此一次多种原料自动配料完成。
需要说明的是,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种少儿游戏配置文件自动化应用方法及电子设备
- 一种化妆品生产用多种原料定量配置设备
- 一种化妆品生产用多种原料定量配置设备