一种机上冷喷涂原位修复的表面预处理方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及飞机结构修理技术领域,具体是一种机上冷喷涂原位修复的表面预处理方法。
背景技术
飞机为实现减重,在机体框、梁等承力部位大量使用高强铝合金材料,为提升构件表面耐磨、耐蚀性能,该类构件在制造过程中往往在表面采用硫酸阳极氧化工艺,该工艺可使铝合金发生电化学反应,在材料表面生成一种致密、耐蚀、硬度较高的氧化物保护膜,微观硬度可达Hv400以上,能显著提升构件的服役性能。但随着使用时间增长,该类构件会发生腐蚀、划伤、磨损甚至是裂纹等损伤,部分损伤部位因位置特殊,修复过程中不宜受热且必须将修复温度控制在150℃以下,传统焊接、热喷涂等修复工艺无法实施,需采用冷喷涂方法进行修理。
冷喷涂是一种典型的材料低温固态成型方法,其主要成型原理是使金属粉末颗粒在基体表面发生强烈地塑性变形,逐层堆积并形成涂层,该工艺与零件的结合方式主要以机械结合为主,工艺实施前需对铝合金阳极化层进行退除并对基体进行喷砂毛化,以保证修复层必要的结合性能。传统铝合金阳极化退除主要以电化学方法开展,该方法的优点是退除效率高但需槽液中进行,由于高强铝合金构件多位于飞机机体部位,修理时无法拆卸,阳极化层难以退除,后续喷砂预处理无法进行,影响涂层结合性能。
发明内容
为了解决上述问题,本发明提出一种机上冷喷涂原位修复的表面预处理方法。
一种机上冷喷涂原位修复的表面预处理方法,其具体步骤如下:
S1:区域清理:拆除待修复区域周围的各类导管和附件,并用毛刷蘸取有机溶剂去除表面的油渍和污物;
S2:打磨防护:对导管和附件拆除后的开口管路进行封堵,对打磨修理区域及周边的空隙进行遮蔽,以防止打磨粉尘类污染物进入飞机系统或隔舱内部造成污染;
S3:阳极化层打磨:对待处理部位的阳极化层进行打磨,直至构件表面无片状金黄色氧化膜层,并露出银白色基体为止,打磨处应光滑过渡,不允许对表面造成划伤、磕伤类缺陷;
S4:局部打磨:为保证阳极化层去除彻底,整体打磨后,采用砂纸对残余点状金黄色氧化层进行手工打磨,并去除表面毛刺,打磨后表面粗糙度不劣于Ra3.2μm;
S5:喷砂防护:用专用防护胶带对喷砂与非喷砂区域过渡部位进行遮蔽防护,并在保证机上最小施工空间的条件下,用双面玻璃纤维胶带对喷砂区域进行封闭隔离,以防止碎砂砾随空气流动进入飞机燃油和液压系统;
S6:喷砂:采用自循环式便携式喷砂机对待喷砂区域进行手工喷砂毛化;
S7:清理:用工业吸尘器对玻璃纤维胶带表面未粘接牢固的残留的砂砾和粉尘进行吸除,反复多次直至胶带表面无残留浮砂;
S8:喷涂:按机上冷喷涂作业方法对损伤部位进行冷喷涂修复。
所述的步骤S1的有机溶剂为丙酮或酒精。
所述的步骤S2的导管和附件拆除后的开口管路用橡胶堵帽堵住,打磨修理区域及周边的空隙用医用胶布遮蔽。
所述的步骤S3采用手持式电动打磨机夹持打磨头。
所述的步骤S4的砂纸目数为180-220。
所述的步骤S6的手工喷砂工艺参数如下:
砂砾类型:24目棕刚玉砂;
喷砂压力:0.7-0.8MPa;
喷砂距离:20-30mm;
喷砂后粗糙度:Ra8.5-10.5μm。
本发明的有益效果是:通过设置合理的工艺路线和工艺方法,在原位状态下,实现了冷喷涂修复前表面的预处理,保证了涂层的结合性能,通过对构件表面硫酸阳极化层去除以及表面毛化,提升修复涂层与基体的结合强度,强化了修复效果。
附图说明
下面结合附图和实施例对本发明进一步说明。
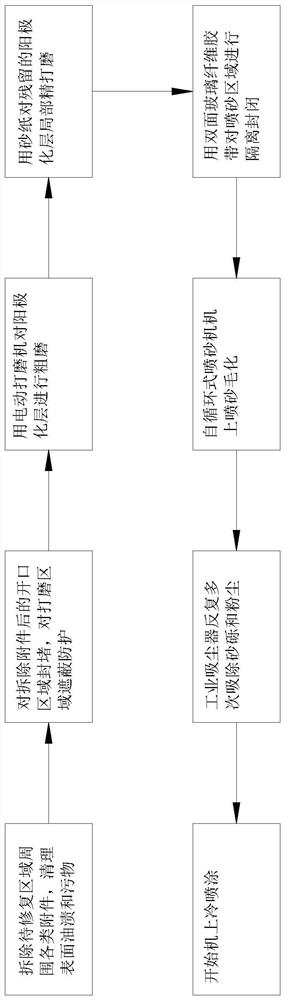
图1为本发明的流程结构示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本发明进一步阐述。
如图1所示,一种机上冷喷涂原位修复的表面预处理方法,其具体步骤如下:
S1:区域清理:拆除待修复区域周围的各类导管和附件,并用毛刷蘸取有机溶剂去除表面的油渍和污物;
S2:打磨防护:对导管和附件拆除后的开口管路进行封堵,对打磨修理区域及周边的空隙进行遮蔽,以防止打磨粉尘类污染物进入飞机系统或隔舱内部造成污染;
S3:阳极化层打磨:对待处理部位的阳极化层进行打磨,直至构件表面无片状金黄色氧化膜层,并露出银白色基体为止,打磨处应光滑过渡,不允许对表面造成划伤、磕伤类缺陷;
S4:局部打磨:为保证阳极化层去除彻底,整体打磨后,采用砂纸对残余点状金黄色氧化层进行手工打磨,并去除表面毛刺,打磨后表面粗糙度不劣于Ra3.2μm;
S5:喷砂防护:用专用防护胶带对喷砂与非喷砂区域过渡部位进行遮蔽防护,并在保证机上最小施工空间的条件下,用双面玻璃纤维胶带对喷砂区域进行封闭隔离,以防止碎砂砾随空气流动进入飞机燃油和液压系统;
S6:喷砂:采用自循环式便携式喷砂机对待喷砂区域进行手工喷砂毛化;
S7:清理:用工业吸尘器对玻璃纤维胶带表面未粘接牢固的残留的砂砾和粉尘进行吸除,反复多次直至胶带表面无残留浮砂;
S8:喷涂:按机上冷喷涂作业方法对损伤部位进行冷喷涂修复。
通过设置合理的工艺路线和工艺方法,在原位状态下,实现了冷喷涂修复前表面的预处理,保证了涂层的结合性能,通过对构件表面硫酸阳极化层去除以及表面毛化,提升修复涂层与基体的结合强度,强化了修复效果。
所述的步骤S1的有机溶剂为丙酮或酒精。
所述的步骤S2的导管和附件拆除后的开口管路用橡胶堵帽堵住,打磨修理区域及周边的空隙用医用胶布遮蔽。
所述的步骤S3采用手持式电动打磨机夹持打磨头。
所述的步骤S4的砂纸目数为180-220。
所述的步骤S6的手工喷砂工艺参数如下:
砂砾类型:24目棕刚玉砂;
喷砂压力:0.7-0.8MPa;
喷砂距离:20-30mm;
喷砂后粗糙度:Ra8.5-10.5μm。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。