一种智能模具打磨平台以及打磨方法
文献发布时间:2023-06-19 09:29:07
技术领域
本发明属于模具打磨领域,尤其涉及一种智能模具打磨平台以及打磨方法。
背景技术
目前,由于模具表面的复杂性、不规律性,使得汽车模具,尤其是汽车车身冲压模具均采用人工打磨的方式。而汽车模具打磨过程简单,操作可移植性强,可通过机器人实现,而在现阶段已出现部分自动化打磨设备,如中国发明专利申请公开了一种打磨机器人及位置补偿方法,其通过控制装置对打磨工具的受力信息的补偿来实现工件的法向贴合和恒力打磨,其采用不对待打磨工件进行测量和建模的方式进行作业,其补偿装置、补偿精度和路径规划智能化水平仍有较大提升空间。
发明内容
为解决上述技术问题,本发明提供一种智能模具打磨平台以及打磨方法。
为实现上述目的,本发明采用如下的技术方案:
一种智能模具打磨平台,包括:机械臂、打磨装置、补偿装置,所述机械臂和补偿装置分别连接所述打磨装置;其中,
所述机械臂,用于绕着预定的设计线路运动;
所述打磨装置,用于根据所述机械臂的实际运动路线对待加工模具进行打磨,实时输出打磨过程中刀具的位置信息和接触力信息;
所述补偿装置,用于根据所述位置信息和接触力信息,生成补偿信号输出至所述机械臂各个关节,以补偿所述机械臂运动。
作为优选,所述打磨装置包括:依次连接的磨头夹具、电磁比例阀、电磁减压阀、气缸、刀具;其中,所述磨头夹具安装在所述机械臂的末端关节上,所述刀具用于打磨所述待加工模具,所述气缸连接用于检测打磨过程中所述刀具位置信息的位移传感器和用于检测打磨过程中所述刀具接触力信息的重力传感器。
作为优选,所述补偿装置包括:
获取模块,用于获取所述刀具的位置信息和接触力信息;
分析模块,用于根据所述位置信息和接触力信息,生成实时型面数据;
处理模块,用于对比所述实时型面数据生成的路径数据与设计路径数据之间的关系,生成补偿信号以输出至机械臂各个关节。
作为优选,所述分析模块包括:
降噪单元,用于将所述位置信息和接触力信息进行降噪处理;
第一生成单元,用于将降噪后的所述型面数据发送至预设的设计样条曲线模型,生成所述实时型面数据。
作为优选,所述处理模块包括:
判断单元,用于判断所述实时型面数据与预设的设计型面数据之间差值是否大于阈值;
第二生成单元,用于如果所述差值大于阈值,则对比实时型面生成的路径数据与设计路径数据之间的关系,生成补偿信号;
转化单元,用于将所述补偿信号转化为机械臂各个关节的补偿信号,以补偿机械臂运动。
作为优选,所述机械臂为六关节工业机械臂。
本发明还提供一种智能模具打磨方法,包括以下步骤:
获取模具打磨过程中刀具的位置信息和接触力信息;
根据所述位置信息和接触力信息,生成实时型面数据;
对比所述实时型面数据生成的路径数据与设计路径数据之间的关系,生成补偿信号输出至机械臂各个关节,以补偿所述机械臂运动。
作为优选,所述根据所述位置信息和接触力信息,生成实时型面数据,包括:
将所述位置信息和接触力信息进行降噪处理;
将降噪后的所述位置信息和接触力信息发送至预设的设计样条曲线模型,生成所述实时型面数据。
作为优选,所述对比所述实时型面数据生成的路径数据与设计路径数据之间的关系,生成补偿信号以输出至机械臂各个关节,包括:
判断所述实时型面数据与预设的设计型面数据之间差值是否大于阈值;
如果所述差值大于阈值,则对比实时型面生成的路径数据与设计路径数据之间的关系,生成补偿信号;
所述补偿信号转化为机械臂各个关节的补偿信号,以补偿机械臂运动。
作为优选,所述机械臂为六关节工业机械臂。
本发明根据采集使用机械臂打磨过程中刀具的位置信息和接触力信息,通过内置深度神经网络模型,得到实时型面数据,并通过处理模块生成补偿信号输出至所述机械臂各个关节,以补偿所述机械臂运动,形成智能化的机械臂的路径规划,提升了模具打磨加工效率、补偿精度和路径规划智能化水平,进而实现了打磨过程的自动化和智能化。
附图说明
附图中:
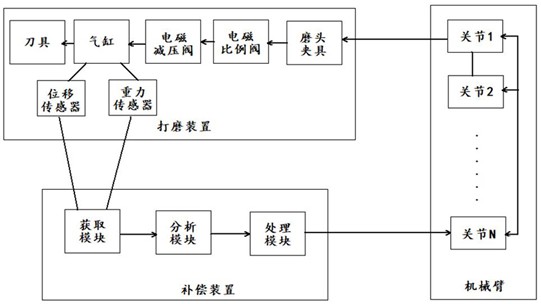
图1为本发明智能模具打磨平台的结构示意图;
图2为本发明智能模具打磨方法的流程示意图。
具体实施方式
为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
需要说明的是,本申请的说明书和权利要求书及附图中的术语 “包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
在本申请中,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接、可拆卸连接或整体式构造;可以是机械连接或电连接;可以是直接相连或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。根据下文结合附图对本申请的具体实施例的详细描述,本领域技术人员将会更加明了本申请的上述以及其他目的、优点和特征。
实施例1:
如图1所示,本发明提供一种智能模具打磨平台,包括:机械臂、打磨装置、补偿装置,所述机械臂和补偿装置分别连接所述打磨装置;其中,
所述机械臂,用于绕着预定的设计线路运动;所述机械臂具有N个关节,N大于2,且为正整数;作为优选,所述机械臂为六关节工业机械臂,各关节底层数据均可查询及控制;
所述打磨装置,用于根据所述机械臂的实际运动路线对待加工模具进行打磨,实时输出打磨过程中刀具的位置信息和接触力信息;
所述补偿装置,用于根据所述位置信息和接触力信息,生成补偿信号输出至所述机械臂各个关节,以补偿所述机械臂运动。
本发明根据采集使用机械臂打磨过程中刀具的位置信息和接触力信息,生成补偿信号输出至所述机械臂各个关节,以补偿所述机械臂运动,形成智能化的机械臂的路径规划,提升了模具打磨加工效率,实现了打磨过程的自动化和智能化。
进一步,所述打磨装置包括:依次连接的磨头夹具、电磁比例阀、电磁减压阀、气缸、刀具。所述磨头夹具安装在所述机械臂的末端关节上,所述刀具用于打磨所述待加工模具;所述气缸连接用于检测打磨过程中所述刀具位置信息的位移传感器和用于检测打磨过程中所述刀具接触力信息的重力传感器。通过所述电磁比例阀的开关来实现打磨的开停功能,通过所述电磁减压阀控制所述刀具前端接触力大小;所述电磁比例阀与电磁减压阀均采用阶跃信号进行控制。
进一步,所述补偿装置包括:
获取模块,用于获取所述刀具的位置信息和接触力信息;
利用传感器装置获取气动阀活塞缸的活塞杆运动轨迹,活塞杆与刀具为刚性连接,活塞杆的运动轨迹即为刀具的活动轨迹,结合角度传感器即能确定磨头接触工作点加工过程中的实时位置、转角、速度及加速度信息;
分析模块,用于根据所述位置信息和接触力信息,通过内置深度神经网络模型,导出实时加工型面的点云位置数据,进而生成实时型面数据;
处理模块,用于对比所述实时型面数据生成的路径数据与设计路径数据之间的关系;将生成型面数据导入机械臂的离线编程模块,生成机械臂的运动轨迹,对比预设的运动轨迹,生成机械臂运动补偿信号以输出至机械臂各个关节。
进一步,所述分析模块包括:
降噪单元,用于将所述位置信息和接触力信息进行降噪处理;
第一生成单元,用于将降噪后的所述位置信息和接触力信息发送至预设的设计样条曲线模型,生成所述实时型面数据。
进一步,所述处理模块包括:
判断单元,用于判断所述实时型面数据与预设的设计型面数据之间差值是否大于阈值,所述阈值为5%;
第二生成单元,用于如果所述差值大于阈值,则将生成型面数据导入机械臂的离线编程模块,生成机械臂的运动轨迹,对比预设的运动轨迹,生成机械臂运动补偿信号;其中,所述设计路径为利用三维数模导入机械臂自带的路径规划模块,生成机械臂设计路径数据。所述实时型面数据和所述设计型面数据对比采用将两个型面路径自动转换为机械臂路径,并计算补偿量:
转化单元,用于将所述补偿信号转化为机械臂各个关节的补偿信号,以补偿机械臂运动。
实施例2:
如图2所示,本发明还提供一种智能模具打磨方法,包括以下步骤:
获取模具打磨过程中刀具的位置信息和接触力信息;
根据所述位置信息和接触力信息,生成实时型面数据;
对比所述实时型面数据生成的路径数据与设计路径数据之间的关系,生成补偿信号输出至机械臂各个关节,以补偿所述机械臂运动。
作为优选,所述机械臂为六关节工业机械臂,各关节底层数据均可查询及控制。
本发明根据采集使用机械臂打磨过程中刀具的位置信息和接触力信息,生成补偿信号输出至所述机械臂各个关节,以补偿所述机械臂运动,形成智能化的机械臂的路径规划,提升了模具打磨加工效率,实现了打磨过程的自动化和智能化。
进一步,所述根据所述位置信息和接触力信息,生成实时型面数据,包括:
将所述位置信息和接触力信息进行降噪处理;
将降噪后的所述位置信息和接触力信息发送至内置深度神经网络模型,导出实时加工型面的点云位置数据,生成所述实时型面数据。
进一步,所述对比所述实时型面数据生成的路径数据与设计路径数据之间的关系,生成补偿信号以输出至机械臂各个关节,包括:
判断所述实时型面数据与预设的设计型面数据之间差值是否大于阈值,所述阈值为5%;
如果所述差值大于阈值,则对比实时型面生成的路径数据与设计路径数据之间的关系,生成补偿信号;其中,所述设计路径为利用三维数模导入机械臂自带的路径规划模块,生成机械臂设计路径数据;所述实时型面数据和所述设计型面数据对比采用将两个型面路径自动转换为机械臂路径,并计算补偿量:
所述补偿信号转化为机械臂各个关节的补偿信号,以补偿机械臂运动。
在上述实施例中,可以全部或部分地通过软件、硬件、固件或者其任意组合来实现。当使用软件实现时,可以全部或部分地以计算机程序产品的形式实现。所述计算机程序产品包括一个或多个计算机指令。在计算机加载和执行所述计算机程序指令时,全部或部分地产生按照本申请实施例所述的流程或功能。所述计算机可以是通用计算机、专用计算机、计算机网络、获取其他可编程装置。所述计算机指令可以存储在计算机可读存储介质中,或者从一个计算机可读存储介质向另一个计算机可读存储介质传输,例如,所述计算机指令可以从一个网站站点、计算机、服务器或数据中心通过有线(例如同轴电缆、光纤、数字用户线(DSL))或无线(例如红外、无线、微波等)方式向另一个网站站点、计算机、服务器或数据中心进行传输。所述计算机可读存储介质可以是计算机能够存取的任何可用介质或者是包含一个或多个可用介质集成的服务器、数据中心等数据存储设备。所述可用介质可以是磁性介质,(例如,软盘、硬盘、磁带)、光介质(例如,DVD)、或者半导体介质(例如固态硬盘Solid State Disk(SSD))等。
专业人员应该还可以进一步意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,能够以电子硬件、计算机软件或者二者的结合来实现,为了清楚地说明硬件和软件的可互换性,在上述说明中已经按照功能一般性地描述了各示例的组成及步骤。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本申请的范围。
本领域普通技术人员可以理解实现上述实施例方法中的全部或部分步骤是可以通过程序来指令处理器完成,所述的程序可以存储于计算机可读存储介质中,所述存储介质是非短暂性(英文:non-transitory)介质,例如随机存取存储器,只读存储器,快闪存储器,硬盘,固态硬盘,磁带(英文:magnetic tape),软盘(英文:floppy disk),光盘(英文:optical disc)及其任意组合。
以上所述,仅为本申请较佳的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应该以权利要求的保护范围为准。