一种平压机
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及LCM产品加工领域,尤其涉及一种平压机。
背景技术
LCM即LCD显示模组、液晶模块,是指将液晶显示器件,连接件,控制与驱动等外围电路,PCB电路板,背光源,结构件等装配在一起的组件。在LCM产品的生产过程中,需要利用平压机在LCM产品上压合保护膜,以对LCM产品起到保护作用。为了保证LCM产品后续连接的有效性,精准性,提高产品的质量,因此,在LCM产品保护膜的压合过程中,需要严格管控LCM产品上的手指尺寸。利用现有的平压机进行压合时,容易出现手指尺寸不合格的情况。
发明内容
为了克服现有技术中的缺陷,本发明实施例提供了一种平压机,通过使用该平压机,在LCM产品与保护膜压合过程中,可减少手指向外膨胀,提高手指尺寸的精度,进而提高产品的良率。
为达到上述目的,本发明采用的技术方案是:一种平压机,用于在含有手指的LCM产品上压合保护膜,包括相对设置的第一按压部与第二按压部,在所述第一按压部与所述第二按压部间形成所述LCM产品的压合空间;
所述第一按压部与所述手指相对设置,所述第一按压部包括第一托板及设置于所述第一托板朝向所述手指一侧且与所述手指相接触的玻纤布;
所述第二按压部与所述保护膜相对设置,所述第二按压部包括第二托板及设置于所述第二托板朝向所述保护膜一侧且与所述保护膜相接触的锡铝箔。
上述技术方案中,所述第二按压部沿垂直方向设置于所述第一按压部的上方。
上述技术方案中,所述第一按压部还包括设置于所述第一托板背向所述手指一侧的第一加热板。
上述技术方案中,所述第二按压部还包括设置于所述第二托板背向所述保护膜一侧的第二加热板。
上述技术方案中,所述第二按压部与驱动机构相连,从而能朝向所述第一按压部运动将所述保护膜压合于所述LCM产品上。
上述技术方案中,所述第一托板、所述第二托板为钢板。
由于上述技术方案运用,本发明与现有技术相比具有下列优点:
1.本发明中与手指相对设置的第一按压部包括第一托板及设置于第一托板朝向手指一侧与手指相接触的玻纤布,将玻纤布直接设置于第一托板上,降低了第一按压部的缓冲性、填充性能,减少产品按压过程中的涨缩性,从而使按压完成后,LCM产品上的手指尺寸满足生产要求,提高产品良率,降低生产成本。
为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
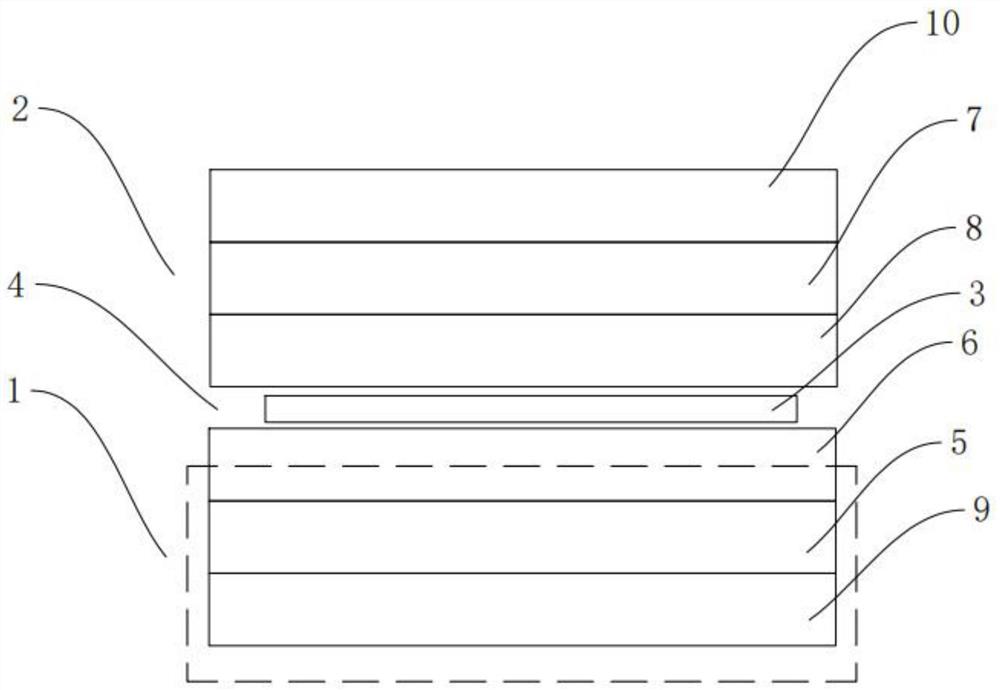
图1是本发明平压机结构示意图。
以上附图的附图标记:1、第一按压部;2、第二按压部;3、LCM产品;4、压合空间;5、第一托板;6、玻纤布;7、第二托板;8、锡铝箔;9、第一加热板;10、第二加热板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一:参见图1所示,一种平压机,用于在含有手指的LCM产品3上压合保护膜,包括相对设置的第一按压部1与第二按压部2,在所述第一按压部1与所述第二按压部2间形成所述LCM产品3的压合空间4;
所述第一按压部1与所述手指相对设置,所述第一按压部1包括第一托板5及设置于所述第一托板5朝向所述手指一侧且与所述手指相接触的玻纤布6;
所述第二按压部2与所述保护膜相对设置,所述第二按压部2包括第二托板7及设置于所述第二托板7朝向所述保护膜一侧且与所述保护膜相接触的锡铝箔8。
原有的平压机中,玻纤布6设置于烧付铁板上,烧付铁板能够增强缓冲性能、填充性能。因此,在利用原有的平压机在LCM上压合保护膜时,LCM产品3上的手指会膨胀,增大了与标准尺寸的差距。现将玻纤布6直接设置于第一托板5上,所述第一托板5、第二托板7为钢板,使第一按压部1与第二按压部2压合时,减小了手指的涨缩性,从而保证手指尺寸符合加工要求,提高产品的良率,降低生产成本。
参见图1所示,所述第二按压部2沿垂直方向设置于所述第一按压部1的上方。所述第一按压部1还包括设置于所述第一托板5背向所述手指一侧的第一加热板9。所述第二按压部2还包括设置于所述第二托板7背向所述保护膜一侧的第二加热板10。所述第二按压部2与驱动机构相连,从而能朝向所述第一按压部1运动将所述保护膜压合于所述LCM产品3上。
利用平压机在LCM产品3上压合保护膜的过程包括:
将玻纤布6铺设于第一托板5上;
将LCM产品3中手指一侧设置于玻纤布6上;
设置压合参数;
完成LCM产品3与保护膜的压合。
该操作过程及压合参数与原压合过程相同,节约了烧付铁板的使用,提高了产品的良率,降低了生产成本。
以下为改进前后使用相同的加工步骤、参数,产品加工结果的分析:
表1:玻纤布设置于烧付铁板上,LCM产品上压合保护膜后,手指尺寸分析;表2:玻纤布设置于托板上,LCM产品上压合保护膜后,手指尺寸分析。
表1玻纤布设置于烧付铁板上
表1玻纤布设置于第一托板上
由上述实验结果可知,手指的尺寸良率从96.3%提高到100%,CPK从0.199提高到0.915,最高达到2.651。
本发明中应用了具体实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
- 一种用于连续平压热压机的棒轴装置、及连续平压热压机
- 用自动平压机对纸进行加工的方法和自动平压机