气囊产品爆破自动锁紧系统及其方法
文献发布时间:2023-06-19 09:35:27
技术领域
本发明涉及气囊产品爆破领域,尤其涉及气囊产品爆破自动锁紧系统及其方法。
背景技术
爆破仪是避孕套等气囊类产品质量检测的常用设备。在检测避孕套等产品时需要在产品中以一定的流量充入气体使产品膨胀直至极限后爆破,在这个过程中计量充入气体的体积和充气时产品的内部气压。用于确定产品是否达到了产品标准的相关要求。
在进行爆破实验时(以避孕套爆破为例)需要先将避孕套展开,套在有充气口的特殊模具上,其后将避孕套固定在模具上并将其套口锁紧防止充入的气体在充气过程中从避孕套及模具之间的缝隙中漏出去。目前封闭锁紧避孕套的办法主要有两种:1.气囊锁紧法:在充气模具下端固定一个环形气囊,开始避孕套爆破实验前在模具外侧添加一个金属环,给环形气囊充气后气囊鼓起将避孕套套口锁紧。2.胶圈锁紧法:在充气模具下端固定一个硅胶圈,开始避孕套爆破实验前,将充气模具下降使硅胶圈与下方的台面压紧来锁紧避孕套套口。
采用以上两种方法各有弊病,气囊锁紧法因为气囊压力不稳定,压力太大时对气囊寿命影响较大,气囊更换频繁且不方便;压力太小时避孕套不能锁紧,在实验过程中容易出现“放飞”情况。胶圈锁紧法是采用硅胶圈来锁紧避孕套的,在加工过程对模具的精度要求非常高,且对硅胶圈的精度要求也很高,在具体运行中常出现硅胶圈压得过紧压破避孕套或者太松时实验过程中出现“放飞”的情况,因此,如何解决现有的气囊产品锁紧装置由于锁紧力度不当在爆破过程中造成的气囊产品“放飞”已成为本领域技术人员亟待解决的技术问题。
发明内容
本发明提供了气囊产品爆破自动锁紧系统及其方法,用以解决现有的气囊产品锁紧装置由于锁紧力度不当在爆破过程中造成的气囊产品“放飞”的技术问题。
为解决上述技术问题,本发明提出的技术方案为:
一种气囊产品爆破自动锁紧系统,包括:控制组件、采集组件以及锁紧组件,控制组件分别与采集组件、锁紧组件连接;
锁紧组件用于在气囊产品爆破时锁紧气囊产品的套口;
采集组件用于在气囊产品爆破过程中采集气囊产品内的内压数据,并将内压数据发送给控制组件;
控制组件接收并根据内压数据控制锁紧组件调节气囊产品套口的锁紧程度。
优选的,采集组件包括采集卡和内压传感器;采集卡分别与控制组件和内压传感器连接,内压传感器用导管接入爆破模具内的上端,用于实施测量爆破过程中气囊产品的内压数据,并将测量到的内压数据转化为模拟内压信号输送给采集卡;
采集卡用于接收并将模拟内压信号转化为控制组件可以识别解析的数字内压信号,并将数字内压信号输送给控制组件;
控制组件还用于从数字内压信号中解析出内压传感器测量的内压数据。
优选的,锁紧组件包括:
与控制组件连接的步进电机,与步进电机连接的执行模块,以及与执行模块连接的,且环口大小可调节的锁紧套;
锁紧套的环口用于套在气囊产品的套口处,勒紧气囊产品的套口;
执行模块用于调节锁紧套的环口大小,进而实现调节气囊产品的锁紧程度;
步进电机用于根据控制组件的控制为执行模块调节锁紧套的环口大小提供动力。
优选的,锁紧套由多个的锁紧条组成,锁紧条由弹性材质制成,多个锁紧条的一端设置有用于套在气囊产品的套口处的锁紧环,多个锁紧条的另一端与执行模块连接;锁紧套的环口为套在气囊产品的套口处的多个锁紧环重合部分;
执行模块通过分别从不同方向拉伸或放松锁紧条,来缩小或扩大锁紧套的环口,进而实现锁紧或松开气囊产品;
优选的,执行模块包括与步进电机的电机轴连接的传动件以及与传动件连接的多个拉伸件;拉伸件包括与传动件连接的导轨以及安装在导轨上的锁紧条安装座,锁紧条安装座能相对于导轨移动;锁紧条安装座与锁紧条连接;
步进电机用于分别驱动多个导轨上的多个锁紧安装座朝远离或接近气囊产品的不同方向移动,以从不同方向拉伸或放松与多个锁紧安装座连接的多个锁紧条。
优选的,气囊产品爆破自动锁紧系统还包括一安装在锁紧套和爆破模具之间的锁紧保护套,锁紧保护套使用柔软且有弹性的材质构成,用于隔离锁紧套和气囊产品,防止锁紧套和气囊产品摩擦造成磨损。
优选的,内压数据为实时的内压变化量;控制组件用于控制锁紧安装座移动到预设的第一锁紧位置,并根据以下公式计算锁紧条的实时目标锁紧位移/实时目标锁紧拉力:
控制组件还用于根据实时目标锁紧位移/实时目标锁紧拉力和实时锁紧位移/实时锁紧拉力确定步进电机的实时目标转速,并控制步进电机执行目标转速,以使锁紧条执行实时目标锁紧位移/实时目标锁紧拉力。
一种气囊产品爆破自动锁紧方法,应用于上述的气囊产品爆破自动锁紧系统中,包括以下步骤:
采集气囊产品爆破过程中气囊产品内的内压数据,并将内压数据发送给控制组件;
根据内压数据控制锁紧组件调节气囊产品的锁紧程度。
优选的,内压数据为实时的内压变化量;根据内压数据控制锁紧组件调节气囊产品的锁紧程度,具体包括以下步骤:
控制锁紧安装座移动到预设的第一锁紧位置,并根据以下公式计算锁紧条的实时目标锁紧位移/实时目标锁紧拉力:
根据实时目标锁紧位移/实时目标锁紧拉力和实时锁紧位移/实时锁紧拉力确定步进电机的实时目标转速,并控制步进电机执行目标转速,以使锁紧条执行实时目标锁紧位移/实时目标锁紧拉力。
本发明具有以下有益效果:
1.本发明的气囊产品爆破自动锁紧系统及其方法,可以更精确的控制爆破过程中的锁紧力度,彻底杜绝锁因紧力度过大破坏爆破实验中的各种气囊的囊体破损,及因锁紧力度过小造成气囊锁紧端漏气甚至飞走的现象,从根本上保证了爆破实验数据的准确性和有效性,提高了爆破实验效率。
2.本发明中的气囊产品爆破自动锁紧系统的锁紧套在耐用性和安装方便程度上比老方法有了极大的提高,现有的锁紧方法在安装或更换锁紧件时,对安装人员的操作经验要求较高,如安装不到位往往会对实验结果造成不利影响,而本发明中的锁紧套安装几乎不存在技术难度,安装操作更加简单。
3.本发明中的气囊产品爆破自动锁紧系统及其方法,相比起现有的锁紧方法适应范围更广,本锁紧法不但可以用于避孕套爆破仪还可以用于气球爆破仪等其他气囊爆破设备,极大的提高了爆破仪等设备的通用性。
除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照附图,对本发明作进一步详细的说明。
附图说明
构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
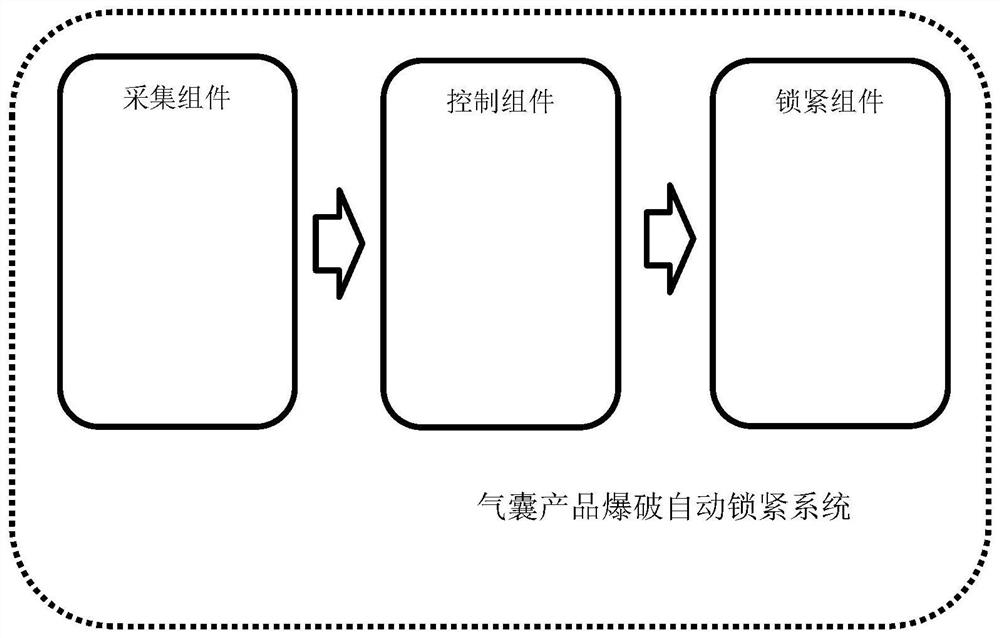
图1是本发明的气囊产品爆破自动锁紧系统的结构简图;
图2是本发明优选实施例的锁紧组件的结构图;
图3是本发明优选实施例的锁紧套结构图;
图4是本发明优选实施例的锁紧条结构图;
图5是本发明优选实施例的爆破仪未爆破前的结构图;
图6是本发明优选实施例的爆破仪爆破后的结构图;
图中标注:
1、气囊产品;2、爆破模具;3、锁紧条;4、锁紧条安装座;5、步进电机;6、导轨;
7、锁紧保护套;8、保护套安装座。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
实施例一:
如图1所示,本发明公开了一种气囊产品爆破自动锁紧系统,包括:控制组件、采集组件以及锁紧组件,控制组件分别与采集组件、锁紧组件连接;
锁紧组件用于在气囊产品1爆破时锁紧气囊产品1的套口;
采集组件用于在气囊产品1爆破过程中的采集气囊产品1内的内压数据,并将内压数据发送给控制组件;
控制组件接收并根据内压数据控制锁紧组件调节气囊产品1的锁紧程度。
此外,在本实施例中,还公开了一种气囊产品爆破自动锁紧方法,应用于上述的气囊产品爆破自动锁紧系统中,包括以下步骤:
采集气囊产品1爆破过程中气囊产品1内的内压数据,并将内压数据发送给控制组件;
根据内压数据控制锁紧组件调节气囊产品1的锁紧程度。
本发明的气囊产品爆破自动锁紧系统及其方法,可以更精确的控制爆破过程中的锁紧力度,彻底杜绝锁因紧力度过大破坏爆破实验中的各种气囊的囊体破损,及因锁紧力度过小造成气囊锁紧端漏气甚至飞走的现象,从根本上保证了爆破实验数据的准确性和有效性,提高了爆破实验效率。
实施例二:
实施例二是实施例一的优选实施例,其与实施例一的不同之处对气囊产品爆破自动锁紧系统的结构和功能进行了拓展,对方法的具体步骤进行了细化。
如图2所示,本发明中的气囊产品爆破自动锁紧系统包括:包括采集组件、控制组件以及锁紧组件,采集组件包括采集卡和内压传感器;采集卡分别与控制组件和内压传感器连接,内压传感器用导管接入爆破模具2内的上端,用于实施测量爆破过程中气囊产品的内压数据,并将测量到的内压数据转化为模拟内压信号输送给采集卡;
采集卡用于接收并将模拟内压信号转化为控制组件可以识别解析的数字内压信号,并将数字内压信号输送给控制组件;
在优选方案中,内压传感器采用压差式传感器,用导气管直接接入爆破模具2取压口取压,实时比较气囊产品的内外压差。
控制组件还用于从数字内压信号中解析出内压传感器测量的内压数据。
锁紧组件包括与控制组件连接的步进电机5及控制组件,与步进电机5连接的执行模块,以及与执行模块连接的,且环口大小可调节的锁紧套;
步进电机5包括作为整套系统的动力源,为锁紧系统的锁紧和解锁动作提供动力,此外,本实施例的步进电机5自带电气控制端,所述电气控制端与所述控制组件连接。控制组件(如计算器)收到实时内压数据经公式计算后输出控制信号给步进电机5的电气控制端,进而控制电机执行控制信号。如爆破仪本来就有内压收集系统可直接取用该系统的数据,只需在气囊产品的爆破程序中增加一个模块处理数据并输出控制步进电机5的电气控制端即可。
执行模块包括与步进电机5的电机轴连接的传动件以及与传动件连接的多个拉伸件;拉伸件包括与传动件连接的导轨6以及安装在导轨6上的锁紧条3安装座,锁紧条3安装座能相对于导轨6移动;锁紧条3安装座与锁紧条3连接;
锁紧套由多个的锁紧条3组成,多个锁紧条3的一端设置有用于套在气囊产品1的套口处的锁紧环,多个锁紧条3的另一端与执行模块连接;锁紧套的环口为套在气囊产品1的套口处的多个锁紧环重合部分;
在优选方案中,本发明中的传动件是齿轮或齿轮组,拉伸件为与步进电机5轴相连的齿轮或齿轮组及与齿轮配合的两条导轨6齿条,以及分别与两条导轨6齿条一一对应连接的锁紧套安装柱。
在优选方案中,如图3所示,锁紧套采用组合结构,由两个形状相同的锁紧条3组合成一套锁紧套,其中,如图4所示,锁紧条3一端为安装环,一端为锁紧环,本发明中的锁紧套采用弹性材料制造,考虑到锁紧强度及耐磨等因素,目前采用带耐磨涂层的无机硅胶制造。安装时锁紧条3安装环一端固定在导轨6条安装柱上,另一端通过锁紧环使两条锁紧条3环模具合扣,当步进电机5转动引导轨6运行,使导轨6条上安装柱互相远离时,锁紧套逐渐收紧,当导轨6条上安装互相靠近时,锁紧套逐渐放松。两条组合结构设计使该部件制造难度和安装难度大大降低。
此外,在本实施例中,本发明中的锁紧系统(即气囊产品爆破自动锁紧系统)还包括可升降的爆破模具2,按新锁紧法重新设计爆破模具2,结合升降系统重新设计模具外形,爆破模具2锁紧位置需要像老锁紧方法需要在锁紧位置设置凸起部分。气囊产品的更易安装到位也更易清理气囊产品的爆破后剩下的碎片。爆破模设置为不等直径串列双圆柱体,上小下大,顶端为半球形,穿透爆破室底板垂直安装,上端处于爆破室中,下端处于设备室中。内有充气通道和内压采集通道,两者独立存在不相通,出气口与取压口均在爆破模具2上端。进气口和取压输出口位于爆破模具2下端,爆破模具2底部连接有气缸,可控制其升降,当模具处于高位时,模具上下两个圆柱体结合部与爆破室底面齐平。模具处于低位时该结合部低于爆破室底面30mm。气囊产品1(如避孕套)套上模具后避孕套底端与模具上半段圆柱体底部齐平。
本发明中步进电机5安装在爆破模具2侧面,电机轴安装有齿轮。带动两条齿轮导轨6,两条齿轮导轨6与爆破室底面平行与爆破模具2垂直安装。两条导轨6上分别与对应的锁紧条安装座4的安装柱连接,安装柱上采用手拧螺丝与固定螺丝孔组合来固定锁紧套。步进电机5由计算机通过步进电机5控制器进行控制,当步进电机5位于初始位,锁紧套处于松弛状态。当步进电机5位于爆破起始位时,锁紧套处于锁紧位置并保持一定压力。当步进电机5处于爆破状态中时,锁紧套处于锁紧调整状态。根据避孕套内压情况实时调整锁紧力度。
此外,如图5和图6所示,在本发明中的锁紧系统还包括锁紧保护套7:使用柔软且有一定弹性的材质制造,安装在锁紧套和爆破模具2之间的位置,使用丝扣和螺帽固定,主要目的是隔离锁紧套和避孕套,防止它们直接接触摩擦磨损。锁紧保护套7具体安装于爆破模具2升降孔的保护套安装座8中,采用弹性材料制造。用于在锁紧套收紧时隔离锁紧套和避孕套的直接接触,既增强了锁紧时的密封性又防止两者直接接触相互摩擦。同时在锁紧套放松时利用弹性结构将锁紧套挤出爆破模具2升降孔范围,以防止爆破模具2升降过程中夹坏锁紧套。
本发明中的锁紧系统运行时流程如下:将气囊产品1(如避孕套)套在爆破模具2上,按下爆破启动键,计算机控制升降电磁阀打开,升降气缸动作,带动爆破模具2下降到位,步进电机5启动带动两条导轨6齿条运动将锁紧套收紧到达爆破实验锁紧起始位。其后爆破实验开始,爆破仪开始向爆破模具2内充气,避孕套逐渐鼓起,内压传感器开始收集内压数据,该数据经过数据采集系统收集并处理后,交计算机程序运算,输出信号控制步进电机5灵活控制锁紧套松紧程度,由此形成一个闭环控制系统,直到爆破实验完成,计算机输出信号控制步进电机5将锁紧套彻底放松,爆破模具2升起,爆破流程完成。
内压数据为实时的内压变化量;根据内压数据控制锁紧组件调节气囊产品1的锁紧程度,具体包括以下步骤:
控制锁紧安装座移动到预设的第一锁紧位置,并根据以下公式计算锁紧条3的实时目标锁紧位移/实时目标锁紧拉力:
根据实时目标锁紧位移/实时目标锁紧拉力和实时锁紧位移/实时锁紧拉力确定步进电机5的实时目标转速,并控制步进电机5执行目标转速,以使锁紧条3执行实时目标锁紧位移/实时目标锁紧拉力。
具体的,预设的第一锁紧位置为锁紧安装座远离模具50mm,预设的内压变化量为100pa,当LF表示实时目标锁紧位移,lf表示预设的锁紧位移时,且为5mm时,锁紧控制方法的步骤如下:
锁紧条3一端与其他锁紧条3组成锁紧套环绕在模具上,一端连接于锁紧安装座上的挂钩上,以气囊产品1内压来决定锁紧安装座的位移距离,以避孕套爆破为例,当避孕套装入模具按下爆破启动键后,步进电机5启动使锁紧安装座远离模具50mm,使锁紧条3拉紧。此后内压每提高100pa步进电机5启动使锁紧安装座与模具间距离增大5mm,内压每降低100pa锁紧安装座与模具间距离减小5mm,直到爆破试验完成。
具体的,预设的第一锁紧位置为步进电机5启动使锁紧安装座远离模具直到拉力传感器上拉力达到2N,预设的内压变化量为100pa,当LF表示实时目标锁紧拉力,lf表示预设的锁紧拉力时,且为0.2N时,锁紧控制方法的步骤如下:
锁紧条3一端与其他锁紧条3组成锁紧套环绕在模具上,一端连接于锁紧安装座上的挂钩上,挂钩基座为一个小型拉力传感器,收集到的拉力信息通过导线传入数据采集卡,以避孕套爆破为例,当避孕套装入模具按下爆破启动键后,步进电机5启动使锁紧安装座远离模具直到拉力传感器上拉力达到2N,使锁紧条3拉紧。此后内压每提高100pa步进电机5启动使锁紧安装座与模具间距离增大直到拉力传感器上拉力提高0.2N,内压每降低100pa锁紧安装座与模具间距离减小直到拉力传感器上拉力降低0.2N,直到爆破试验完成。
综上可知,本发明的气囊产品爆破自动锁紧系统及其方法,可以更精确的控制爆破过程中的锁紧力度,彻底杜绝锁因紧力度过大破坏爆破实验中的各种气囊的囊体破损,及因锁紧力度过小造成气囊锁紧端漏气甚至飞走的现象,从根本上保证了爆破实验数据的准确性和有效性,提高了爆破实验效率。
在优选方案中,本发明中的锁紧套在耐用性和安装方便程度上比老方法有了极大的提高,现有的锁紧方法在安装或更换锁紧件时,对安装人员的操作经验要求较高,如安装不到位往往会对实验结果造成不利影响,而本发明中的锁紧套安装几乎不存在技术难度,安装操作更加简单。
在优选方案中,本发明中的锁紧法相比起现有的锁紧方法适应范围更广,本锁紧法不但可以用于避孕套爆破仪还可以用于气球爆破仪等其他气囊爆破设备,极大的提高了爆破仪等设备的通用性。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 气囊产品爆破自动锁紧系统及其方法
- 爆破帽、包括其的混合式气体发生器、安全气囊模块、车辆安全系统以及制造爆破帽的方法