一种基于集磁器的大尺寸管件电磁翻边装置及方法
文献发布时间:2023-06-19 09:58:59
技术领域
本发明属于金属成形制造领域,特别涉及一种基于集磁器的大尺寸管件电磁翻边装置及方法,主要用于金属管件的翻边工艺。
背景技术
金属管件的翻边在工业中是常见的加工工艺,其按介质力的类别主要分为接触和非接触两种翻边技术。现有接触翻边工艺多采用机械力与液压力,需要多道工序,且成形后易产生起皱、回弹等现象。而目前非接触翻边技术(即电磁翻边技术)主要依靠驱动线圈提供的电磁力,驱动管件实现翻边。相比之下虽有所改善,但也存在着不足。
目前的电磁翻边工艺灵活度低且成本较高,如专利CN104874664A——一种合金管件电磁胀形与翻边同步成形装置及方法,实现了合金管件和翻边同步成形,减小了管件回弹,提高了成形精度。但成形线圈一旦绕制,其结构以及大小无法改变,其线圈结构只能与一种型号的管件相对应,若成形其他型号的管件则需要重新绕制线圈,加工工艺复杂且成本高昂;其次,电磁翻边过程中,成形线圈对管件施加巨大电磁力的同时,自身也处于高强磁场环境中且加载着大电流,所以其自身也会受到极大电磁力的作用,大大影响了成形线圈的使用寿命。
由于电磁力随距离增大而迅速衰减,目前的电磁翻边方法要求线圈``尺寸与管件严格匹配。针对不同的管件型号,需要更换不同的线圈,灵活度较差。当对新型号管件进行加工时,必须重新绕制线圈,而电磁翻边成形线圈的绕制工艺十分复杂,不断更换线圈会产生高昂的成本。
发明内容
为了解决现有管件电磁翻边过程中,需要更换不同尺寸的成形线圈来实现不同尺寸的管件翻边装置的问题。本发明提出一种基于集磁器的大尺寸管件电磁翻边装置及方法,针对大尺寸管件的翻边工艺,采用特定的装置。在不更换成形线圈的情况下,通过调整集磁器的结构和位置,实现不同尺寸管件的成形。
本发明采用的技术方案为:
一种基于集磁器的大尺寸管件电磁翻边装置,包括:
为待翻边的大尺寸管件提供电磁力的成形线圈;
调节磁场位置与形态的集磁器;
调节待翻边的大尺寸管件翻边高度的翻边模具;
为成形线圈提供能量的电容器电源供电系统;
所述装置为轴对称结构,成形线圈置于大尺寸管件的内部,其高度大于管件的翻边高度。
所述集磁器为电磁成形中加强特定区域磁场的辅助配件,利用其独特的结构与趋肤效应相互配合来传递线圈感应涡流。
所述集磁器为螺线管胀形集磁器,其内表面长度大于外表面长度,内径略大于成形线圈的外径,其纵向存在一条断缝,置于成形线圈与大尺寸管件之间。
所述集磁器可根据大尺寸管件的型号调整位置与形状,加强管件待翻边区域的磁场,从而在不更换线圈的情况下,实现多型号管件的电磁翻边。
一种基于集磁器的大尺寸管件电磁翻边方法,包括以下步骤:
步骤1:利用绕线机绕制一组成形线圈,并进行加固处理,连接对应的电容器电源供电系统;
步骤2:将大尺寸管件进行退火预处理操作,并置于翻边模具内部,通过模具来把控管件所需要的翻边高度;
步骤3:将成形线圈置于大尺寸管件内部,线圈高度大于管件翻边高度,将集磁器置于成形线圈外部径向,与线圈中心同轴;
步骤4:利用液压设备将成形线圈、管件以及翻边模具固定,压强一般设置为1~1.5Mpa;
步骤5:通过充电系统为电容器组进行充电,将电能储存在电容器组中。闭合空气开关,储存的电能瞬间释放给成形线圈并产生一个脉冲大电流,在成形线圈周围产生一个强大的脉冲磁场,从而在管件中激发出感应涡流,线圈周围的磁场与管件中的感应涡流相互作用产生强大的电磁力,通过螺线圈胀形集磁器的调节,加强管件待翻边区域的磁场,改变电磁力的分布,驱动管件翻边。
基于集磁器的大尺寸管件电磁翻边装置及方法优点在于:
1.本发明在现有电磁翻边系统的基础上,引入了一个螺线管胀形集磁器装置。其主要功能是将成形线圈的能量传递至管件待翻边区域内,加强待翻边区域内的磁场,使电磁力更加集中地分布,从而在不改变成形线圈的情况下,实现金属管件的电磁翻边;
2.本发明给管件翻边工艺带来了极大的灵活度。电磁力随着距离的增加而迅速衰减,现有的电磁翻边方法要求线圈与管件严格匹配,一个线圈尺寸往往只能与一种管件型号相对应。当对不同型号的管件进行加工时,需要更换不同的线圈,线圈的使用率较低。本发明在不改变线圈的情况下,通过更换不同的集磁器装置,便可以实现不同型号管件的翻边成形。相比于更换线圈,集磁器的加工难度较低。
3.本发明提升了管件电磁翻边系统的经济性。现有的电磁翻边中成形线圈的绕制工艺十分繁琐,绕制过程中需要的环氧树脂、加固纤维等材料价格非常昂贵。相比于成形线圈,集磁器的制造成本较低。其次,金属管件的电磁翻边过程中,成形线圈处于高强磁场环境中且加载着大电流,大大影响了线圈的使用寿命。当引入集磁器后,集磁器承受着管件与成形线圈两部分电磁力作用,有效减少了成形线圈所受的电磁力作用,延长了线圈的使用寿命。
附图说明
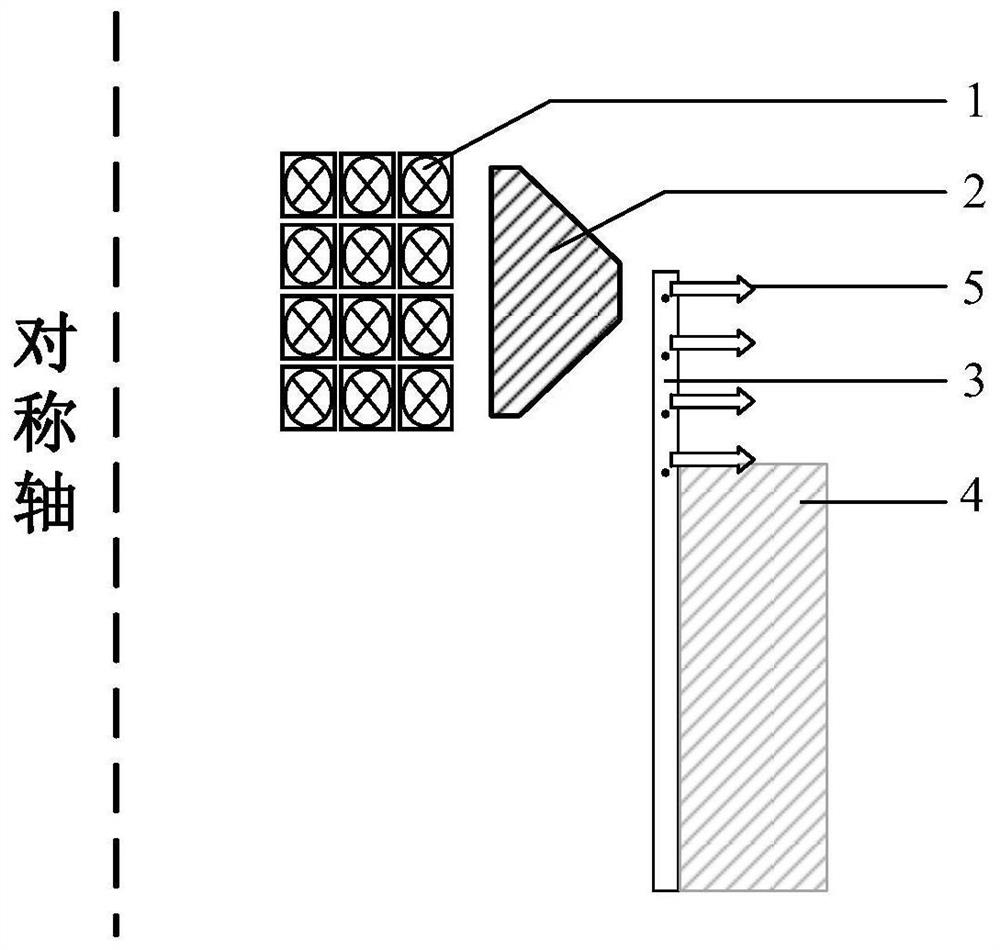
图1为基于集磁器的大尺寸管件电磁翻边组装示意图;
图2为基于集磁器的不同尺寸管件电磁翻边方案的流程示意图;
图2(a)为110mm管件的传统电磁翻边方案示意图;
图2(b)为120mm管件的传统电磁翻边方案示意图;
图2(c)为基于集磁器的120mm管件电磁翻边方案示意图;
图3为螺线管胀形集磁器结构示意图;
图4为基于集磁器的不同尺寸管件电磁翻边仿真结果示意图;
图4(a)为110mm管件的传统电磁翻边仿真结果示意图;
图4(b)为120mm管件的传统电磁翻边仿真结果示意图;
图4(c)为基于集磁器的120mm管件电磁翻边仿真结果示意图;
在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:1为成形线圈,2为螺线管胀形集磁器,3为大尺寸管件,4为翻边模具,5是电磁力。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
本发明提出了一种基于集磁器的大尺寸管件电磁翻边装置和方法,所述基于集磁器的大尺寸管件电磁翻边装置,包括:成形线圈1,为待翻边的管件提供感应涡流与背景磁场;螺线管胀形集磁器2,调节磁场的位置与形态;翻边模具4,调节大尺寸管件3的翻边高度;电容器电源供电系统,为成形线圈提供能量。翻边模具4为凹模,可用于控制待翻边管件3的型号与翻边高度,其结构随管件的形状而改变,可采用任意材料。电容器电源供电系统一般由充电系统、储能系统和放电回路构成。首先充电系统给电容器组充电,储能系统积累能量;闭合放电开关,储能系统经过放电回路将能量传递给成形线圈。如图1所示。
图2为基于集磁器的不同尺寸管件翻边方案的流程示意图。金属管件的型号为A1060-O,成形线圈的匝数为3×4,每匝线圈的截面积为2mm×4mm。图2(a)中管件的内径为110mm,成形线圈的内径为86mm。在现有的电磁翻边工艺中,若需实现更大型号管件的翻边成形,方法之一为绕制一组更大尺寸的成形线圈,如图2(b)所示,此时管件的内径为120mm,更换了一个内径为106mm的成形线圈。引入螺线管胀形集磁器装置后,如图2(c)所示,管件的内径不变,成形线圈不需更换,与图2(a)中保持一致。集磁器的内径为100mm,外径为118mm,置于成形线圈外部径向,其高度大于待翻边管件的翻边高度,并与成形线圈保持中心同轴。
一种基于集磁器的大尺寸管件电磁翻边方法,包括如下步骤:
步骤1:利用绕线机绕制一组成形线圈1,并进行加固处理,连接对应的电容器电源供电系统;
步骤2:将铝合金管件3进行退火预处理操作,并置于翻边模具4内部,通过模具来把控管件所需要的翻边高度;
步骤3:将成形线圈1置于铝合金管件3内部,线圈高度大于管件翻边高度;
步骤4:选用如图3所示的螺线管胀形集磁器2,其材料与管件3一致,截面为一个规则的六边形,将其置于成形线圈外部径向(具体位置可按需调整),与线圈中心同轴;
步骤5:利用液压设备将成形线圈1、铝合金管件3以及翻边模具4固定,压强一般设置为1~1.5Mpa;
步骤6:通过充电系统为电容器组进行充电,将电能储存在电容器组中。闭合空气开关,储存的电能瞬间释放给成形线圈1并产生一个脉冲大电流,在成形线圈周围产生一个强大的脉冲磁场,从而在管件3中激发出感应涡流,线圈周围的磁场与管件中的感应涡流相互作用产生强大的电磁力5,驱动管件翻边。
步骤7:调整螺线管胀形集磁器2的厚度,其形状会相应地发生改变。根据管件3的型号,利用数值模拟选择出合适的集磁器形状和位置,从而加强管件待翻边区域的磁场,改变电磁力的分布,实现管件的翻边成形。若要实现不同型号的管件翻边,只需利用数值模拟,计算出对应的集磁器形状和位置即可。
管件翻边过程中,电磁力的大小和方向满足:
式中,
本实施方式利用多物理场软件COMSOL进行数值分析,仿真结果如图4所示。传统电磁翻边技术中,未引入集磁器2的相关应用,管件3的翻边效果如图(a)所示。若要实现不同型号的管件翻边,则需更换新的的成形线圈1,如图(b)所示,此时管件的内径由(a)中的110mm增加至120mm,线圈的内径由(a)中的86mm增加至106mm,线圈的匝数保持不变。然而,当在现有的电磁翻边系统中引入一个螺线管胀形集磁器后,如图(c)所示,此时管件的内径由(a)中的110mm增加至120mm,成形线圈保持不变。通过数值模拟分析,调整集磁器的结构和位置,管件仍然可以达到相同的翻边效果。
本发明给管件翻边工艺带来了极大的灵活度。现有技术当对不同型号的管件进行加工时,需要更换不同的线圈,线圈的使用率较低。本发明在不改变线圈的情况下,通过更换不同的集磁器装置,便可以实现不同型号管件的翻边成形。相比于更换线圈,集磁器的加工难度较低。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种基于集磁器的大尺寸管件电磁翻边装置及方法
- 一种基于集磁器的大尺寸管件电磁翻边装置