一种光固化固结磨料研抛垫自动制备装置及制备方法
文献发布时间:2023-06-19 10:30:40
技术领域
本发明涉及超精密加工技术领域,特别是涉及一种光固化固结磨料研抛垫自动制备装置及制备方法。
背景技术
固结磨料加工作为超精密加工的一个新的发展趋势,因此其研抛垫的制备是一个一直以来备受关注的问题。此外,因加工工艺复杂,无法对其在企业实现自动化生产,并且表面平整度不能保证,难以满足市场需求。传统的固结磨料研磨垫的制作过程是:磨料和高聚物混合→机械搅拌→超声分散→树脂基体→注入模具光/热固成型→后固化处理→成品。根据传统的制作过程可知,传统的制备方法,生产效率低,污染环境。因此,现有的固结磨料研抛垫制备工艺复杂、制备成本高、制备出来的固结磨料研抛垫性能不能满足加工的需要。
发明内容
本发明的目的是提供一种光固化固结磨料研抛垫自动制备装置及制备方法,以解决上述现有技术存在的问题,简化了固结磨料研抛垫的制备过程,利用光固化,降低成本、提高效率并且实现自动化生产。
为实现上述目的,本发明提供了如下方案:
本发明提供了一种光固化固结磨料研抛垫自动制备装置,包括运动机构、加工机构、光控系统和工作台,所述运动机构带动所述加工机构实现运动,所述加工机构用于加工研抛垫,所述工作台用于放置模具,所述模具与待加工的研抛垫相匹配,所述光控系统用于固化固结磨料。
优选的,所述运动机构包括自下而上设置的Z轴运动结构、Y轴运动结构和XY轴运动结构;
所述Z轴运动结构包括电机五,所述电机五的动力输出端通过联轴器与Z轴丝杠传动连接,所述Z轴丝杠与所述工作台上的滑块螺纹连接,所述Z轴运动结构驱动所述工作台沿Z向实现往返运动;
所述XY轴运动结构驱动所述加工机构的雾化喷头和喷头一实现X向和Y向的往返运动,所述Y轴运动结构驱动所述加工机构的刮板实现Y向的往返运动。
优选的,所述XY轴运动结构包括两个相对设置的光杆一和两个相对设置的光杆六,两个所述光杆一和两个所述光杆六形成矩形结构,两个所述光杆六的两端均设置有皮带轮一,各侧的两个所述皮带轮一均通过皮带一传动连接,其中一个所述光杆六上设置有皮带轮二,所述皮带轮二与电机二的动力输出端的皮带轮三通过皮带二传动连接,各所述光杆一上设置有一滑块一,两个所述滑块一之间设置有两个平行的光杆五,各所述光杆五上设置有一滑块三,两个所述滑块一上均设置有一皮带轮四,两个所述皮带轮四通过皮带三传动连接,其中一个所述皮带轮四与电机三的动力输出端传动连接,各所述滑块三均与所述皮带三固定连接,两个所述滑块三分别与所述加工机构的所述雾化喷头和所述喷头一固定连接,所述喷头一和所述雾化喷头朝向所述模具设置。
优选的,所述Y轴运动结构包括两个相对设置的光杆二和两个相对设置的光杆四,两个所述光杆二和两个所述光杆四形成矩形结构,两个所述光杆四的两端均设置有皮带轮五,各侧的两个所述皮带轮五均通过皮带四传动连接,其中一个所述光杆四上设置有皮带轮六,所述皮带轮六与电机一的动力输出端的皮带轮七通过皮带五传动连接,各所述光杆二上设置有一滑块二,两所述滑块二分别与同侧的所述皮带四固定连接,两个所述滑块二之间设置有两个平行的光杆三,电机四固定在一个所述光杆三上,所述刮板固定在另一个所述光杆三上,所述刮板与所述电机四的动力输出端传动连接,所述电机四驱动所述刮板沿水平面旋转,所述刮板用于刮平所述模具中的固结磨料。
优选的,所述光控系统包括固定灯架、紫外线灯和伸缩气缸一,所述伸缩气缸一与所述固定灯架固定连接,所述紫外线灯与所述伸缩气缸一的伸缩端固定连接。
优选的,所述光固化固结磨料研抛垫自动制备装置还包括供料机构,所述供料机构包括第一料箱和第二料箱,所述第一料箱通过输料管一与所述雾化喷头连通,所述第二料箱通过输料管二与所述喷头一连通,所述输料管一和所述输料管二上均设置有泵。
优选的,所述光固化固结磨料研抛垫自动制备装置还包括收集机构,所述收集机构包括伸缩气缸二、推板、收集通道和收集箱,所述伸缩气缸二和所述推板设置在所述工作台的一侧,所述收集通道和所述收集箱设置在所述工作台的另一侧,所述推板设置在所述伸缩气缸二的伸缩端,所述收集通道向下倾斜设置,所述收集通道的上端与所述工作台连接,所述收集箱位于所述收集通道的下方。
优选的,所述光固化固结磨料研抛垫自动制备装置还包括脱模机构,所述脱模机构设置在所述工作台的下方,所述脱模机构包括旋转气缸,所述旋转气缸通过支架与两个伸缩气缸三连接,一个所述伸缩气缸三的伸缩端与所述模具固定连接,另一个所述伸缩气缸三的伸缩端与顶出板固定连接。
优选的,所述光固化固结磨料研抛垫自动制备装置还包括回收机构,所述回收机构包括回收管和回收箱,所述回收管的上端与所述工作台上的回收通道连通,所述回收管的下端与所述回收箱连通。
本发明还提供了一种采用所述的光固化固结磨料研抛垫自动制备装置制备研抛垫的方法,包括以下步骤:
S1:根据加工需要设计出所需生产的固结磨料研磨垫的模具;
S2:选择制备固结磨料研抛垫所需的磨料种类、粒度和浓度、基体材料的种类和浓度及相关加速剂和固化剂所需的种类及浓度;
S3:喷脱模剂;
S4:将混有磨料的树脂注入模具中;
S5:用刮板进行刮平;
S6:用紫外线灯照射3-6min;
S7:脱模机构进行脱模及顶出固结磨料研抛垫;
S8:收集机构将顶出的固结磨料研抛垫推入收集通道。
本发明相对于现有技术取得了以下技术效果:
本发明利用运动机构实现研磨垫的快速加工;利用光控系统固化研磨垫,清洁环保;本发明简化了固结磨料研抛垫的制备过程,提高了固结磨料研抛垫的性能,降低了成本,提高了效率并且实现了自动化生产。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
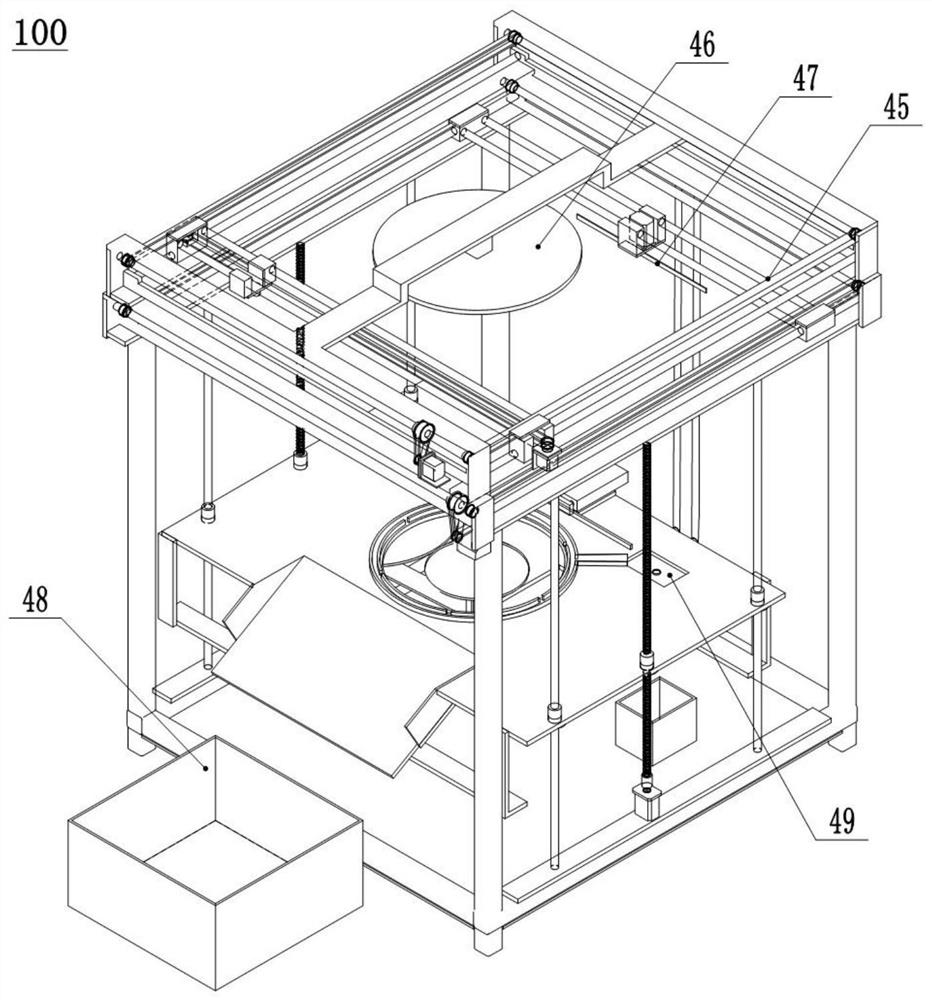
图1为本发明的光固化固结磨料研抛垫自动制备装置轴侧示意图;
图2为本发明的光固化固结磨料研抛垫自动制备装置主视图;
图3为本发明的光固化固结磨料研抛垫自动制备装置侧视图;
图4为本发明中的Y轴运动结构示意图;
图5本发明中的XY轴运动结构示意图
图6为本发明中的脱模机构结构示意图;
图7为本发明中的工作台示意图;
其中:100、光固化固结磨料研抛垫自动制备装置;1、固定架;2、旋转气缸;3、工作台;4、电机一;5、皮带轮一;6、皮带轮二;7、皮带轮三;8、电机二;9、挡板一;10灯架;11、箱盖;12、滑块一;13、电机三;14、伸缩气缸一;15、紫外线灯;16、光杆一;17、滑块二;18、电机四;19、光杆二;20、刮板;21、Z轴光杆;22、Z轴丝杠;23、推板;24、伸缩气缸二;25、模具;26回收箱;27、联轴器;28、电机五;29、收集箱;30、伸缩气缸三;31、套筒;32、光杆三;33、光杆四;34、挡板二;35、光杆五;36、光杆六;37、喷头一;38、雾化喷头;39、滑块三;40、支撑板一;41、支撑板二;42、顶出板;43、输料管一;44、输料管二;45、运动机构;46、光控系统;47、加工机构;48、收集机构;49、回收机构;50、脱模机构;51、皮带轮四;52、皮带轮五;53、皮带轮六;54、皮带轮七;55、收集通道;56、回收通道。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种光固化固结磨料研抛垫自动制备装置及制备方法,以解决上述现有技术存在的问题,简化了固结磨料研抛垫的制备过程,利用光固化,降低成本、提高效率并且实现自动化生产。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
实施例一
如图1-图7所示:本实施例提供了一种光固化固结磨料研抛垫自动制备装置100,包括箱体和设置在箱体内的加工机构47、光控系统46和工作台3,运动机构45设置在箱体上方,通过箱盖11盖合,运动机构45带动加工机构47实现运动,加工机构47用于加工研抛垫,工作台3用于放置模具25,模具25设置在工作台3的通孔处,模具25与工作台3的通孔直径相同,模具25与待加工的研抛垫相匹配,光控系统46用于固化固结磨料。
具体地,本实施例中,运动机构45包括自下而上设置的Z轴运动结构、Y轴运动结构和XY轴运动结构;
本实施例中,Z轴运动结构为两个,两个Z轴运动结构分别设置在工作台3的两侧,每个Z轴运动结构包括电机五28,电机五28的动力输出端通过联轴器27与Z轴丝杠22的下端传动连接,Z轴丝杠22的上端与Y轴运动结构转动连接,Z轴丝杠22与工作台3上的滑块螺纹连接,Z轴运动结构驱动工作台3沿Z向实现往返运动,还包括四个Z轴光杆21,四个Z轴光杆21位于工作台3的四角处,Z轴光杆21穿过工作台3并与工作台3上的套筒31滑动连接,通过电机五28的旋转带动Z轴丝杠22旋转使得工作台3沿Z轴向上上升或向下下降一定距离;
XY轴运动结构驱动加工机构47的雾化喷头38和喷头一37实现向和Y向的往返运动,Y轴运动结构驱动加工机构47的刮板20实现Y向的往返运动。
本实施例中,X轴为以图2中结构的摆放为准的水平方向;Y轴为以图2中结构的摆放为准、垂直纸面的方向;Z轴为以图2或图3中结构的摆放为准的竖直方向。
本实施例中,XY轴运动结构包括两个相对设置的光杆一16和两个相对设置的光杆六36,两个光杆一16和两个光杆六36形成矩形结构,两光杆一16通过支撑板二41固定在箱体上方左右两侧,两光杆六36通过挡板二34固定在箱体上方前后两侧,两个光杆六36的两端均设置有皮带轮一5,各侧的两个皮带轮一5均通过皮带一传动连接,其中一个光杆六36上设置有皮带轮二6,皮带轮二6与电机二8的动力输出端的皮带轮三7通过皮带二传动连接,各光杆一16上设置有一滑块一12,滑块一12与光杆一16滑动连接,两个滑块一12之间设置有两个平行的光杆五35,各光杆五35上设置有一滑块三39,滑块三39与光杆五35滑动连接,两个滑块一12上均设置有一皮带轮四51,两个皮带轮四51通过皮带三传动连接,其中一个皮带轮四51与电机三13的动力输出端传动连接,各滑块三39均与皮带三固定连接,两个滑块三39分别与加工机构47的雾化喷头38和喷头一37固定连接,喷头一37和雾化喷头38朝向模具25设置。电机二8带动皮带轮三7转动,进而带动皮带轮二6和光杆六36转动,皮带轮一5带动皮带一运动,实现雾化喷头38和喷头一37沿Y向运动;电机三13带动皮带轮四51运动,进而带动皮带三运动,实现雾化喷头38和喷头一37沿X向运动。
本实施例中,Y轴运动结构包括两个相对设置的光杆二19和两个相对设置的光杆四33,两个光杆二19和两个光杆四33形成矩形结构,两光杆二19通过支撑板一40固定在箱体上方左右两侧,两光杆四33通过挡板一9固定在箱体上方前后两侧,两个光杆四33的两端均设置有皮带轮五52,各侧的两个皮带轮五52均通过皮带四传动连接,其中一个光杆四33上设置有皮带轮六53,皮带轮六53与电机一4的动力输出端的皮带轮七54通过皮带五传动连接,各光杆二19上设置有一滑块二17,滑块二17与光杆二19滑动连接,两滑块二17分别与同侧的皮带四固定连接,两个滑块二17之间设置有两个平行的光杆三32,电机四18固定在一个光杆三32上,刮板20固定在另一个光杆三32上,刮板20与电机四18的动力输出端传动连接,电机四18驱动刮板20沿水平面旋转,刮板20用于刮平模具25中的固结磨料。电机一4带动皮带轮七54转动,进而带动皮带轮六53和光杆四33转动,皮带轮五52带动皮带四运动,实现刮板20沿Y向运动。
本实施例中,光固化固结磨料研抛垫自动制备装置100还包括供料机构,供料机构包括第一料箱和第二料箱,第一料箱用于盛放脱模剂,第二料箱用于盛放混有磨料的树脂,第一料箱通过输料管一43与雾化喷头38连通,第二料箱通过输料管二44与喷头一37连通,输料管一43和输料管二44上均设置有泵,制备固结磨料研抛垫时,通过雾化喷头38向模具25中喷入脱模剂,然后通过喷头一37向模具25中喷入磨料。
本实施例中,光控系统46包括固定灯架10、紫外线灯15和伸缩气缸一14,紫外线灯15位于模具25的正上方,固定灯架10设置在运动机构45的上方,伸缩气缸一14与固定灯架10固定连接,紫外线灯15与伸缩气缸一14的伸缩端固定连接,喷入磨料后,伸缩气缸一14带动紫外线灯15伸缩,实现不同距离的光源照射,实现光固化。
本实施例中,光固化固结磨料研抛垫自动制备装置100还包括脱模机构50,脱模机构50设置在工作台3的下方,脱模机构50包括旋转气缸2,旋转气缸2通过支架与两个伸缩气缸三30连接,一个伸缩气缸三30的伸缩端与模具25固定连接,另一个伸缩气缸三30的伸缩端与顶出板42固定连接,顶出板42的圆心、模具25的圆心及工作台3通孔的圆心位于同一圆周上,顶出板42的尺寸小于工作台3通孔的尺寸,通过调整模具25进入工作台3通孔的指定深度来调节固结磨料研磨垫的厚度,固结磨料研抛垫光固化后,伸缩气缸三30带动模具25向下运动,旋转气缸2工作,将顶出板42旋转至工作台3通孔处,另一个伸缩气缸三30带动顶出板42向上运动,将光固化后的固结磨料研抛垫顶出。
本实施例中,光固化固结磨料研抛垫自动制备装置100还包括收集机构48,收集机构48包括伸缩气缸二24、推板23、收集通道55和收集箱29,伸缩气缸二24和推板23设置在工作台3的一侧,收集通道55和收集箱29设置在工作台3的另一侧,推板23设置在伸缩气缸二24的伸缩端,收集通道55向下倾斜45°设置,收集通道55的宽度大于固结磨料研抛垫的尺寸,收集通道55的上端与工作台3连接,收集箱29位于收集通道55的下方,光固化完成后,脱模机构50进行脱模,伸缩气缸二24推动推板23,推板23推动顶出的固结磨料研抛垫至收集通道55,固结磨料研抛垫沿收集通道55滑入收集箱29中。
本实施例中,光固化固结磨料研抛垫自动制备装置100还包括回收机构49,回收机构49包括回收管和回收箱26,回收管的上端与工作台3上的回收通道56连通,回收管的下端与回收箱26连通。在刮板20刮平模具25中的固结磨料的过程中,多余的固结磨料通过回收通道56和回收管进入回收箱26,实现固结磨料的回收。
本实施例还包括控制系统,控制系统由电脑和特定的软件程序组成。运动机构45、供料机构、加工机构47、光控系统46、脱模机构50、收集机构48经连接器总成后与电脑相连,经软件程序的控制,从而实现各个系统的有序、稳定配合,完成固结磨料研磨垫的制备功能。本实施例旨在结构的改进,控制系统的控制过程为现有技术。
本实施例中,为了保证固结磨料研抛垫的底面的平整度,箱体内部装有调平器,能够使工作台3始终保持水平。
本实施例中,为了保证制作过程的安全,箱体内部装有感应器。
本实施例使用时,将脱模剂和树脂分别放入到第一料箱和第二料箱中,经泵使其从输料管一43和输料管二44送至雾化喷头38和喷头一37中;XY轴运动结构带动雾化喷头38运动,雾化喷头38向模具25表面均匀喷入脱模剂;XY轴运动结构带动喷头一37运动,喷头一37向模具25中均匀喷入混有磨料的树脂;工作台3上升,刮板20在Y轴运动结构的带动下运动到模具25正上方,刮板20与模具25中的混有磨料的树脂接触,刮板20旋转刮平树脂并回到原位,紫外线灯15与模具25中的树脂保持一定距离照射3-6min;固化完成后,模具25由伸缩气缸三30向下移动实现模具25与固结磨料研抛垫的分离,固定架1上面的旋转气缸2旋转180°,顶出板42由另一个伸缩气缸三30向上移动顶出固结磨料研抛垫;推板23由伸缩气缸二24向前运动将顶出的固结磨料研抛垫推入收集通道55,固结磨料研抛垫沿收集通道55划入收集箱29中;多余的树脂通过回收通道56流入回收槽,通过回收管流入回收箱26中,从而实现固结磨料研抛垫的自动化生产。
本实施例利用运动机构45,可以实现研磨垫的快速加工;使用本实施例的光固化固结磨料研抛垫自动制备装置100可以提高固结磨料研抛垫的性能;利用紫外光固化研磨垫,清洁环保;本实施例能够实现不同类型、大小的研抛垫的制备,脱模机构50、收集机构48、回收机构49,提高了研磨垫的制作效率;能够实现自动化生产。
实施例二
本实施例提供了一种采用实施例一制备研抛垫的方法,包括以下步骤:
S1:根据加工需要设计出所需生产的固结磨料研磨垫的模具25;
S2:选择制备固结磨料研抛垫所需的磨料种类、粒度和浓度、基体材料的种类和浓度及相关加速剂和固化剂所需的种类及浓度;
S3:喷脱模剂;
S4:将混有磨料的树脂注入模具25中;
S5:用刮板20进行刮平;
S6:用紫外线灯15照射3-6min;
S7:脱模机构50进行脱模及顶出固结磨料研抛垫;
S8:收集机构48将顶出的固结磨料研抛垫推入收集通道55。
本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种光固化固结磨料研抛垫自动制备装置及制备方法
- 一种具有复杂流道结构的固结研抛垫制备装置及制备方法