用于精密金属件的工装夹具
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及机械领域,具体涉及一种用于精密金属件的工装夹具。
背景技术
现有部分板状产品在加工时,首先需要使用工装夹持板状产品,然后再对板状产品进行加工,然而现有的工装夹具夹持步骤繁琐,使用效率低下,且定位精度较低,不能适应不同尺寸的工件,在实际生产时,如在夹持过程中,由于板状产品面积相对较大,其中间位置容易变形,使得板状产品受力不均;在加工过程中,容易造成板状产品加工尺寸不准,同时也不易加工。对于相对较薄的板状产品,其中间变形相对更加严重,同时,在夹持的过程中,更容易造成产品的损坏。
发明内容
本发明的目的是提供一种用于精密金属件的工装夹具,本发明用于精密金属件的工装夹具实现了底部为平面的待加工工件均匀受力,既避免对产品的损坏,也避免工件的翘曲,提高了板状产品加工尺寸的准确性。
为达到上述目的,本发明采用的技术方案是:一种用于精密金属件的工装夹具,包括安装于工作台上的支撑本体、真空泵、主管道和至少二个吸嘴,所述真空泵通过主管道与一三通接头连通,所述吸嘴通过次管道连接到三通接头一端,用于放置待加工工件的所述支撑本体上表面具有一四周均由密封凹槽闭合围成的中央区域,所述密封凹槽内嵌入有O形密封条,此中央区域内均匀间隔设置有若干个间隔分布的凸台部;所述次管道嵌入位于支撑本体下表面的条形凹槽内,所述吸嘴嵌入位于支撑本体下表面的圆形凹槽内;
位于所述中央区域周边的密封凹槽的底部宽度大于凹槽的顶部开口宽度,且密封凹槽的底部与其侧壁之间的夹角为45°~70°,所述O形密封条的直径尺寸大于开口宽度并位于密封凹槽的开口宽度与底部宽度之间,所述密封凹槽的深度为O形密封条高度尺寸的3/5~4/5之间;
至少2个吸气凸台部间隔分布于若干个凸台部之间,所述吸嘴与吸气凸台部下表面的盲孔密封连接,此吸气凸台部的上表面开有若干个与盲孔贯通的微细气孔;
所述凸台部与吸气凸台部的高度比为10:6~8;
所述中央区域上开有至少2个定位盲孔,此定位盲孔周边开有一第一圆形密封凹槽,此第一圆形密封凹槽内嵌有一第一O形密封圈,一定位销嵌入所述定位盲孔内并位于第一O形密封圈内。
上述技术方案中进一步改进的方案如下:
1. 上述方案中,所述微细气孔的直径为1~2mm。
2. 上述方案中,所述主管道上安装一手动阀门。
3. 上述方案中,所述吸嘴和吸气凸台部的数目均为4个,其中2个通过一个次管道串通连接,另2个通过另一个次管道串通连接。
4. 上述方案中,2个所述次管道呈平行设置。
5. 上述方案中,所述中央区域上开有一内凹部,围绕该内凹部周边开有一第二圆形密封凹槽,此第二圆形密封凹槽内嵌有一第二O形密封圈。
6. 上述方案中,所述吸嘴与吸气凸台部下表面的盲孔密封连接。
7. 上述方案中,所述密封凹槽的底部与其侧壁的拐角处形状为圆弧形。
8. 上述方案中,所述密封凹槽的底部与其侧壁之间的夹角为60°。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
1、本发明用于精密金属件的工装夹具,其实现了底部为平面的待加工工件均匀受力,既避免对产品的损坏,也避免工件的翘曲,提高了板状产品加工尺寸的准确性;还有,其支撑本体上的密封凹槽的底部宽度大于凹槽的顶部开口宽度,密封凹槽内嵌入的O形密封条的直径尺寸大于开口宽度并位于密封凹槽的开口宽度与底部宽度之间,降低了放置待加工工件后O形密封条的位置移动量和弹性变化量,既有利于承载更重的待加工工件,也有利于确保密封效果在各个部位的一致性,也能降低密封腔体在抽气过程中密封凹槽太大太松而漏气现象发生,以及防止在移除代加工工件后O形密封条跳动,提高了稳定性。
2、本发明用于精密金属件的工装夹具,其吸嘴与吸气凸台部下表面的盲孔密封连接,此吸气凸台部的上表面开有若干个与盲孔贯通的微细气孔,有效避免了加工过程中水切屑的碎屑堵塞吸嘴,导致定位精度受到影响,从而影响加工精度,也方便清理杂物。
3、本发明用于精密金属件的工装夹具,其至少2个吸气凸台部间隔分布于若干个凸台部之间,凸台部与吸气凸台部的高度比为10:6~8,吸气凸台部间高于支撑本体平面且低于凸台部面,有利于快速排除水和切屑液等液体,也避免了水和切屑液进入吸嘴,从而提高了精密加工的可靠性。
4、本发明用于精密金属件的工装夹具,其通过嵌入定位盲孔的定位销和吸嘴形成的负压定位结合,大大提高了定位的强度,实现了多种加工下定位的精度和可靠。
附图说明
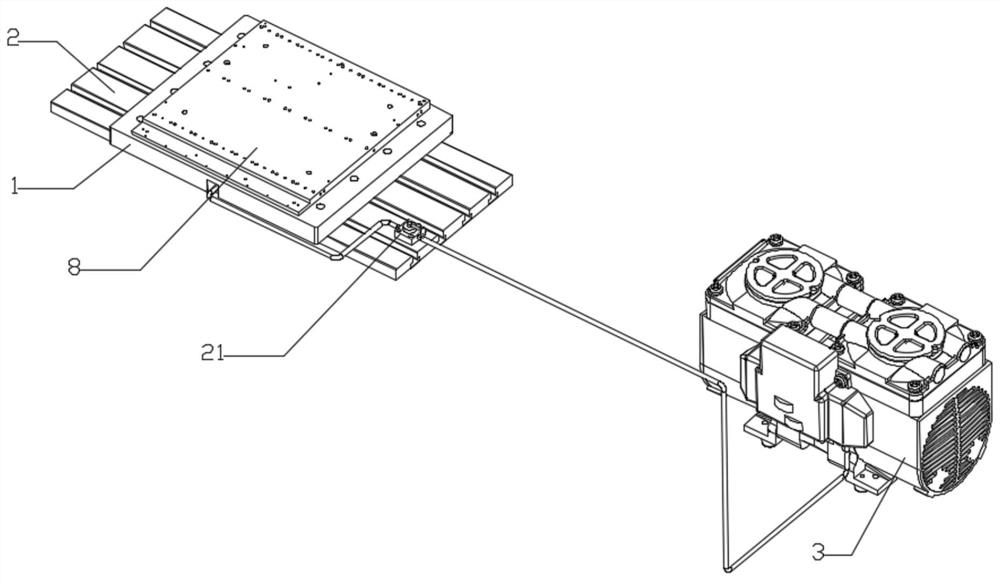
附图1为本发明用于精密金属件的工装夹具轴测结构示意图;
附图2为本发明用于精密金属件的工装夹具隐藏工作台的仰视视图;
附图3为本发明工装夹具隐藏工作台、工件和真空泵的俯视图;
附图4为本发明用于精密金属件的工装夹的局部剖面放大图;
附图5为本发明用于精密金属件的工装夹具吸嘴处的局部截面放大图;
附图6为本发明用于精密金属件的工装夹具定位盲孔处的局部截面放大图;
附图7为本发明用于精密金属件的工装夹具内凹部处的局部截面放大图;
附图8为本发明用于精密金属件的工装夹具吸气凸台部的俯视图。
以上附图中:1、支撑本体;2、工作台;3、真空泵;4、主管道;5、吸嘴;6、三通接头;7、次管道;8、工件;9、密封凹槽;10、中央区域;11、O型密封条;12、凸台部;13、条形凹槽;14、圆形凹槽;15、吸气凸台部;16、盲孔;17、细微气孔;18、定位盲孔;19、第一圆形密封凹槽;20、第一O型密封圈;21、手动阀门;22、定位销;24、内凹部;25、第二圆形密封凹槽;26、第二O型密封圈。
具体实施方式
实施例1:一种用于精密金属件的工装夹具,包括安装于工作台2上的支撑本体1、真空泵3、主管道4和至少二个吸嘴5,所述真空泵3通过主管道4与一三通接头6连通,所述吸嘴5通过次管道7连接到三通接头6一端,用于放置待加工工件8的所述支撑本体1上表面具有一四周均由密封凹槽9闭合围成的中央区域10,所述密封凹槽9内嵌入有O形密封条11,此中央区域10内均匀间隔设置有若干个间隔分布的凸台部12;所述次管道7嵌入位于支撑本体1下表面的条形凹槽13内,所述吸嘴5嵌入位于支撑本体1下表面的圆形凹槽14内;
位于所述中央区域10周边的密封凹槽9的底部宽度大于凹槽的顶部开口宽度,且密封凹槽9的底部与其侧壁之间的夹角为45°~70°,所述O形密封条11的直径尺寸大于开口宽度并位于密封凹槽9的开口宽度与底部宽度之间,所述密封凹槽9的深度为O形密封条11高度尺寸的3/5~4/5 之间;
至少2个吸气凸台部15间隔分布于若干个凸台部12之间,所述吸嘴5与吸气凸台部15下表面的盲孔16密封连接,此吸气凸台部15的上表面开有若干个与盲孔16贯通的微细气孔17;
所述凸台部12与吸气凸台部15的高度比为10:7;
所述中央区域10上开有至少2个定位盲孔18,此定位盲孔18周边开有一第一圆形密封凹槽19,此第一圆形密封凹槽19内嵌有一第一O形密封圈20,一定位销22嵌入所述定位盲孔23内并位于第一O形密封圈20内。
上述微细气孔17的直径为1.8mm。
上述主管道4上安装一手动阀门21。
上述吸嘴5和吸气凸台部15的数目均为4个,其中2个通过一个次管道7串通连接,另2个通过另一个次管道7串通连接。
2个上述次管道7呈平行设置。
上述中央区域10上开有一内凹部24,围绕该内凹部24周边开有一第二圆形密封凹槽25,此第二圆形密封凹槽25内嵌有一第二O形密封圈26。
上述密封凹槽9的底部与其侧壁之间的夹角为60°。
实施例2:一种用于精密金属件的工装夹具,包括安装于工作台2上的支撑本体1、真空泵3、主管道4和至少二个吸嘴5,所述真空泵3通过主管道4与一三通接头6连通,所述吸嘴5通过次管道7连接到三通接头6一端,用于放置待加工工件8的所述支撑本体1上表面具有一四周均由密封凹槽9闭合围成的中央区域10,所述密封凹槽9内嵌入有O形密封条11,此中央区域10内均匀间隔设置有若干个间隔分布的凸台部12;所述次管道7嵌入位于支撑本体1下表面的条形凹槽13内,所述吸嘴5嵌入位于支撑本体1下表面的圆形凹槽14内;
位于所述中央区域10周边的密封凹槽9的底部宽度大于凹槽的顶部开口宽度,且密封凹槽9的底部与其侧壁之间的夹角为45°~70°,所述O形密封条11的直径尺寸大于开口宽度并位于密封凹槽9的开口宽度与底部宽度之间,所述密封凹槽9的深度为O形密封条11高度尺寸的3/5~4/5 之间;
至少2个吸气凸台部15间隔分布于若干个凸台部12之间,所述吸嘴5与吸气凸台部15下表面的盲孔16密封连接,此吸气凸台部15的上表面开有若干个与盲孔16贯通的微细气孔17;
所述凸台部12与吸气凸台部15的高度比为10:7;
所述中央区域10上开有至少2个定位盲孔18,此定位盲孔18周边开有一第一圆形密封凹槽19,此第一圆形密封凹槽19内嵌有一第一O形密封圈20,一定位销22嵌入所述定位盲孔23内并位于第一O形密封圈20内。
上述微细气孔17的直径为1.2mm。
上述吸嘴5和吸气凸台部15的数目均为4个,其中2个通过一个次管道7串通连接,另2个通过另一个次管道7串通连接。
2个上述次管道7呈平行设置。
上述中央区域10上开有一内凹部24,围绕该内凹部24周边开有一第二圆形密封凹槽25,此第二圆形密封凹槽25内嵌有一第二O形密封圈26。
上述吸嘴5与吸气凸台部15下表面的盲孔16密封连接。
上述密封凹槽9的底部与其侧壁的拐角处形状为圆弧形。
采用上述用于精密金属件的工装夹具时,实现了底部为平面的待加工工件均匀受力,既避免对产品的损坏,也避免工件的翘曲,提高了板状产品加工尺寸的准确性;还有,其降低了放置待加工工件后O形密封条的位置移动量和弹性变化量,既有利于承载更重的待加工工件,也有利于确保密封效果在各个部位的一致性,也能降低密封腔体在抽气过程中密封凹槽太大太松而漏气现象发生,以及防止在移除代加工工件后O形密封条跳动,提高了稳定性;并且有效避免了加工过程中水切屑的碎屑堵塞吸嘴,导致定位精度受到影响,从而影响加工精度,也方便清理杂物,同时有利于快速排除水和切屑液等液体,也避免了水和切屑液进入吸嘴,从而提高了精密加工的可靠性,还通过嵌入定位盲孔的定位销和吸嘴形成的负压定位结合,大大提高了定位的强度,实现了多种加工下定位的精度和可靠。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 用于精密金属件的工装夹具
- 一种用于半导体设备金属件的工装夹具