一种耐腐蚀梯度不锈钢表面涂层的制备方法及精密电子元件
文献发布时间:2023-06-19 11:13:06
技术领域
本申请涉及一种耐腐蚀梯度不锈钢表面涂层的粉末、一种耐腐蚀梯度不锈钢表面涂层的粉末的制备方法、一种耐腐蚀梯度不锈钢的制备方法、一种耐腐蚀梯度不锈钢以及一种精密电子元件。
背景技术
304不锈钢是应用最为广泛的一种铬-镍不锈钢,因其具有良好的耐腐蚀性、耐热性,低温强度和机械特性,被广泛应用于建筑、机械、工业等各个领域。虽然304不锈钢在空气、蒸汽和水等弱腐蚀性介质中具有良好的不锈性能,但是当其处于含氯离子、氟离子等环境中,304不锈钢就会发生点蚀,表面极易受到破坏,影响其使用寿命。因此,当其处于含氯离子、氟离子等环境中时,由于存在腐蚀作用,使不锈钢表面质量降低,严重的会使不锈钢失效,严重影响其使用寿命。
为解决不锈钢在含氯离子、氟离子等环境的腐蚀问题,CN202010742884.3公开了一种延长不锈钢在强腐蚀性气体环境中使用寿命的复合陶瓷粉末及其制备方法),该复合陶瓷粉末涂层的致密性提高,耐腐蚀性能增强,稳定晶粒尺寸,成分混合均匀,团聚性好,但该涂层存在以下缺陷:(1)当不锈钢复合涂层产品用作精密电子元件服役时,虽然耐腐蚀性增强,但使用性能降低,对产品的生产应用带来不必要的损失。(2)涂层与不锈钢基体之间的结合强度较差。
发明内容
基于上述问题,一方面,本申请提供一种耐腐蚀梯度不锈钢表面涂层的粉末,该粉末具有工艺可控性好,其涂层的具有孔隙率低,耐腐蚀性能好等优点。
技术方案是:一种耐腐蚀梯度不锈钢表面涂层的粉末,包括:
Cr
TiO
CeO
可选地,所述:
Cr
TiO
CeO
一方面,本申请还提供一种耐腐蚀梯度不锈钢表面涂层的粉末的制备方法。
技术方案是:一种耐腐蚀梯度不锈钢表面涂层的粉末的制备方法,包括以下步骤:
S1.配料:按87~90wt%Cr
S2.混粉:将各原料粉料置进行混合;
S3.干燥:将混粉后的粉体干燥得耐腐蚀梯度涂层表面涂层的粉末。
可选地,所述Cr
可选地,所述S2中,混粉为在干料混粉机中进行机械混合,机械混合时间为1.5~2.5h,干料混粉机的转速为60~80rad/min。
可选地,原料粉料粒径在10~80μm。
可选地,所述S3中,粉体干燥在干燥箱中,干燥温度为90~110℃,干燥时间为1.5~2.5h。
一方面,本申请还提供一种耐腐蚀梯度不锈钢的制备方法。
技术方案是:一种耐腐蚀梯度不锈钢的制备方法,包括以下步骤:
L1.预处理:对不锈钢基体进行预处理;
L2.在不锈钢基体表面制备过渡层;
L3.在过渡层上制备表面涂层,表面涂层的粉末为上述的耐腐蚀梯度不锈钢表面涂层的粉末。
可选地,所述L1中,预处理还包括L11.将不锈钢基体表面喷砂粗化;可选地,喷砂粗化的砂粒粒径为:200~300μm。
可选地,预处理还包括L12.将粗化后的不锈钢基体用压缩空气除尘,然后进行清洗并干燥。
可选地,清洗用丙酮进行清洗。
可选地,L2中,过渡层为Ni过渡层。
可选地,L2中,制备过渡层采用等离子方法喷涂。
可选地,过渡层厚度为30-40μm。
可选地,L3中,制备表面涂层采用等离子喷涂。
可选地,表面涂层厚度为150-200μm。
一方面,本申请还提供一种耐腐蚀梯度不锈钢。
技术方案是:一种耐腐蚀梯度不锈钢,所述耐腐蚀梯度不锈钢由上述的耐腐蚀梯度不锈钢的制备方法制备而成。
一方面,本申请还提供一种精密电子元件。
技术方案是:一种精密电子元件,该精密电子元件包括上述的耐腐蚀梯度不锈钢。
发明原理及有益效果:
本申请发明人在研发中发现:不锈钢复合涂层产品用作精密电子元件服役时使用性能降低的原因在于杂质离子的引入,而在精密电子元件服役环境中对环境中杂质含量要求较高,从而导致性能降低。因此,本申请在进行等离子喷涂涂层制备时,考虑了杂质离子的引入对精密电子元件的影响。本申请对于以304不锈钢为基底的产品,由于其实质是一种铬-镍不锈钢,因此在选择喷涂原材料时以氧化铬陶瓷粉体材料作为主要材料,添加适量氧化钛粉末作为添加相,提高涂层熔覆过程中的流动性和涂层的韧性。
本申请还采用梯度涂层结构,引入中间层,可以提高涂层与基体之间的结合强度,减少涂层在服役过程中的开裂、剥落等失效行为的发生。
本申请中,氧化铈的添加后,使得粉料混合更均匀,球形度较好,复合粉末的流动性好。
本申请工艺可控性好、孔隙率低、耐腐蚀性能好等优点,从微观形貌观察涂层组织明显致密,疏松孔洞明显减少,层状堆集特征得以消除等特点。
附图说明
图1~3为本申请制备的耐腐蚀梯度涂层粘结层的微观形貌图;
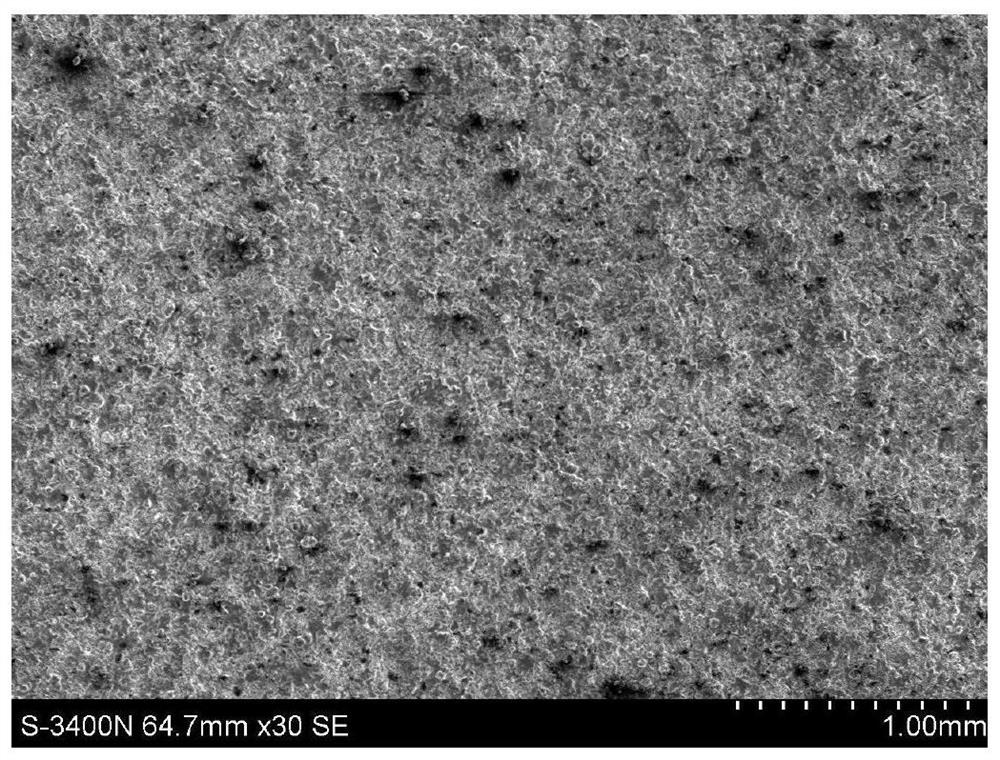
图4~6为本申请制备的耐腐蚀梯度涂层表面层的微观形貌图;
图7为不同氧化铈含量各涂层的耐腐蚀性极化曲线图。
具体实施方式
下面将结合附图对本申请作进一步说明。
实施例1
一种耐腐蚀梯度不锈钢表面涂层的粉末制备方法,包括以下步骤:
S1.配料:按89.6wt%Cr
S2.机械混粉:将各原料置入干料混粉机中进行机械混合,机械混合时间为1.5~2.5h,干料混粉机的转速为60~80rad/min,使各原材料粉体均匀混合。
S3.干燥:将机械混粉后的粉体置于真空干燥箱中进行干燥得耐腐蚀梯度涂层表面涂层的粉末,干燥箱的干燥温度为90~110℃,干燥时间为1.5~2.5h。
实施例2
一种耐腐蚀梯度不锈钢表面涂层的粉末制备方法,包括以下步骤:
S1.配料:按89.4wt%Cr
S2.机械混粉:将各原料置入干料混粉机中进行机械混合,机械混合时间为1.5~2.5h,干料混粉机的转速为60~80rad/min,使各原材料粉体均匀混合。
S3.干燥:将机械混粉后的粉体置于真空干燥箱中进行干燥得耐腐蚀梯度涂层表面涂层的粉末,干燥箱的干燥温度为90~110℃,干燥时间为1.5~2.5h。
实施例3
一种耐腐蚀梯度不锈钢表面涂层的粉末制备方法,包括以下步骤:
S1.配料:按89.2wt%Cr
S2.机械混粉:将各原料置入干料混粉机中进行机械混合,机械混合时间为1.5~2.5h,干料混粉机的转速为60~80rad/min,使各原材料粉体均匀混合。
S3.干燥:将机械混粉后的粉体置于真空干燥箱中进行干燥得耐腐蚀梯度涂层表面涂层的粉末,干燥箱的干燥温度为90~110℃,干燥时间为1.5~2.5h。
实施例4
一种耐腐蚀梯度不锈钢的制备方法,包括以下步骤:
L1.预处理:预处理包括:
L11.将不锈钢基体表面喷砂粗化。喷砂粗化的砂粒粒径为:200~300μm。
L12.将粗化后的不锈钢基体用压缩空气除尘,然后进行清洗并干燥。清洗用丙酮进行清洗。
L2.在干燥的不锈钢基体表面用等离子喷涂Ni过渡层,过渡层厚度30-40μm。
L3.在Ni过渡层上等离子喷涂复合涂层(复合涂层由实施例1-3任一的耐腐蚀梯度涂层表面涂层的粉末喷涂形成),喷涂层厚度150-200μm。
实施例5
将实施例4中制备的Ni过渡层(中间层或粘结层)和复合涂层(表面层)在扫描电镜下放大不同倍数,Ni过渡层见图1~3,复合涂层见图4~6。
从粘结层扫描电镜图1~3可以看出粘结层表面粗糙、熔融情况较好,其主要作用是为表面层提供粗糙表面,提高表面层与粘结层之间的机械结合强度。从表面层扫描电镜图4~6可以看出表面层熔融情况较好,存在大面积的完全熔融区域,能够有效改善基体材料的耐腐蚀性能;完全熔融区夹杂着部分未熔融颗粒,起到提高涂层强度,阻碍裂纹扩展的作用。
实施例6
将实施例4制备的分别由实施例1-3的耐腐蚀梯度涂层表面涂层的粉末制成的复合涂层(实施例1-3的制备方法中,CeO
由图7可知不同CeO
基于上述的实施例4,本申请还提供一种耐腐蚀梯度不锈钢。
一种耐腐蚀梯度不锈钢,该耐腐蚀梯度不锈钢由实施例4的方法制备而成。
基于上述的耐腐蚀梯度不锈钢,本申请还提供一种精密电子元件。
一种精密电子元件,该精密电子元件包括上述的耐腐蚀梯度不锈钢。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
- 一种耐腐蚀梯度不锈钢表面涂层的制备方法及精密电子元件
- 一种Cr-Ni-Mo系不锈钢表面功能梯度陶瓷耐磨涂层的制备方法