一种防弹预浸料制造设备和覆膜方法
文献发布时间:2023-06-19 11:13:06
技术领域
本发明属于防弹技术领域,尤其涉及一种防弹预浸料制造设备和覆膜方法。
背景技术
防弹预浸料是以高性能纤维为主体的复合材料,织物的浸胶效果直接影响预浸料的成型质量,进而影防弹性能。理想的浸胶效果应是树脂均匀地涂覆在织物纤维表面,避免树脂过度渗入纤维内部,这样不仅可以保证模压制品的成型质量,而且可以尽可能减小对纤维强力的束缚,最大限度的发挥材料的防弹效果。另一方面,防弹复合材料的树脂含量通常低于15%,若采用现有刮刀方式进行涂胶,涂胶用量大且得到的织物预浸料面密度不均匀,导致防弹制品的防弹性能不稳定。为提高抗侵彻能力,防弹预浸料通常会采用面密度更低的高性能纤维织物预浸料,树脂含量更低,对树脂在织物表面均匀铺展的工艺精度控制要求更高。
发明内容
为了提高树脂在织物表面的均匀铺展,本发明公开了一种防弹预浸料制造设备,该设备制备的预浸料的树脂可以均匀地涂覆在织物纤维表面,并可实现树脂含量的精确控制。
本发明公开了一种防弹预浸料制造设备,其包括胶液供应装置、胶液转动辊、胶液转移辊、离型纸放卷装置、温控风道、固定辊、张力压辊、织物放卷装置、织物压制辊组、分离辊、张力牵引辊、离型纸回收装置、隔离膜辊、收卷装置、红外测厚装置。
所述胶液供应装置,包括胶液槽、胶液挡板、控制装置,所述控制装置能上下移动,通过控制装置的上下移动,调整控制装置与胶液挡板的间隙,来调整胶液流出量。
所述胶液转动辊,位于胶液供应装置的下方,其转速可调,用于接收从胶液供应装置流出的胶液。
所述胶液转动辊后设置胶液转移辊,所述胶液转移辊可水平移动,通过胶液转移辊的水平方向移动,调整与胶液转动辊之间的间隙及转速比,将胶液转移到胶液转移辊上;
所述胶液转移辊与所述离型纸放卷装置连接,所述离型纸放卷装置的转速可调,通过调节其转速,将离型纸放卷装置上的离型纸转移到胶液转移辊上;通过离型纸在胶液转移辊上的卷绕,将胶液转移到离型纸上;
所述胶液转移辊后部设置温控风道,温控风道分为三段,每段温度可单独设定,设定温度范围为50℃-100℃,控温风道的温度控制误差不大于2℃;离型纸上的胶液经过温控风道后被烘干成胶膜;
所述温控风道后部设置织物放卷装置、张力压辊和固定辊,张力压辊位于织物放卷装置的下方,固定辊位于张力压辊的下方;通过调整张力压辊与固定辊之间的间隙,利用织物和离型纸从所述间隙中通过时在张力压辊与固定辊之间产生的压力,将离型纸上的胶膜转移到织物上;
所述胶液转移辊和温控风道之间设置红外测厚装置,用于检测胶膜的厚度。
所述张力压辊后部设置织物压制辊组,所述织物压制辊组包括加热压制辊、冷却压制辊,所述加热压制辊包括加热上压辊和加热下压辊,所述冷却压制辊包括冷却上压辊和冷却下压辊。
所述织物压制辊组后部设置分离辊,所述分离辊用于将覆有胶膜的预浸料和离型纸分离开;
所述分离辊后平行的设置收卷装置和离型纸回收装置,分别卷绕预浸料和离型纸;在分离辊和收卷装置之间设置隔离膜辊,在预浸料进入收卷辊之前,由所述隔离膜辊提供隔离膜,所述隔离膜覆盖在预浸料的胶膜表面,防止预浸料卷绕后发生粘连;所述分离辊和离型纸回收装置之间设置张力牵引辊,通过张力牵引辊调节张力,将离型纸回收至离型纸回收装置。
本发明还公开了一种利用上述防弹预浸料制造设备进行覆膜的方法,其具体步骤包括,
S1,树脂搅拌;将树脂倒入搅拌釜中,加入乙醇,对树脂进行搅拌。所述搅拌过程,搅拌时间为5h-8h,搅拌速度为80r/min-120r/min。
S2,树脂成膜;将混合好的树脂倒入胶液供应装置中,调整胶液供应装置温度,通过控制装置的移动,调整胶液挡板与控制装置的间隙,调节胶液转动辊和胶液转移辊的转速比,将混合好的树脂转移到离型纸上,然后使其进入温控风道烘干得到带有离型纸的胶膜。所述胶掖供应装置温度为15℃—25℃,所述间隙为0.4mm-1.0mm,所述转速比为1:1.5-1:2.5,所述烘干分三段,其温度设定范围为50℃-100℃。
S3,覆膜;利用织物放卷装置,将织物经张力压辊与覆在离型纸上的胶膜热合,再冷却得到带有离型纸的织物预浸料,所述织物放卷张力为180N/m-200N/m,所述热合温度为50℃-100℃,所述冷却温度为0℃-10℃。
S4,收卷;利用分离辊,将步骤S3得到的带有离型纸的织物预浸料与离型纸分离,覆隔离膜并收卷,得到预浸料。所述离型纸收卷张力为1700N/m-2000N/m,所述预浸料收卷张力为180N/m-200N/m。
利用上述防弹预浸料制备设备进行覆膜的方法,其织物优选芳纶,织物面密度为200g/m
本发明的有益效果为:本发明胶液供应装置通过控制装置的上下移动调整与胶液挡板的间隙控制流出胶液量;通过设置三段温控风道,可以分梯度对胶膜进行干燥,使得成膜性能好;通过设置胶液转动辊和胶液转移辊,并调节两者的转速比及间隙,来控制成膜胶量,单位面积质量可精准控制在0.5g/m
附图说明
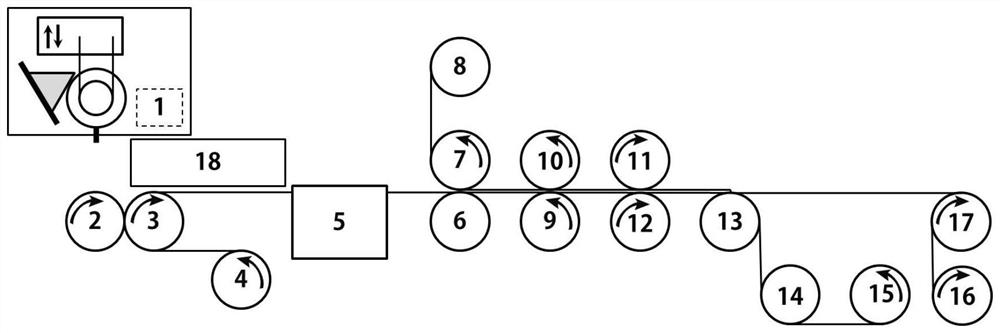
图1为防弹预浸料制造设备的示意图。
图1中,1为胶液供应装置,2为胶液转动辊,3为胶液转移辊,4为离型纸辊放卷装置,5为温控风道,6为固定辊,7为张力压辊,8为织物放卷装置,9为加热下压辊,10为加热上压辊,11为冷却上压辊,12为冷却下压辊,13为分离辊,14为张力牵引辊,15为离型纸回收装置,16为隔离膜辊,17为收卷装置,18为红外测厚装置。
具体实施方式
为了更好的了解本发明内容,这里给出一个实施例。图1为防弹预浸料制造设备的示意图。
本发明公开了一种防弹预浸料制造设备,其包括胶液供应装置、胶液转动辊、胶液转移辊、离型纸放卷装置、温控风道、固定辊、张力压辊、织物放卷装置、织物压制辊组、分离辊、张力牵引辊、离型纸回收装置、隔离膜辊、收卷装置、红外测厚装置。
所述胶液供应装置,包括胶液槽、胶液挡板、控制装置,所述控制装置能上下移动,通过控制装置的上下移动,调整控制装置与胶液挡板的间隙,来调整胶液流出量。
所述胶液转动辊,位于胶液供应装置的下方,其转速可调,用于接收从胶液供应装置流出的胶液。
所述胶液转动辊后设置胶液转移辊,所述胶液转移辊可水平移动,通过胶液转移辊的水平方向移动,调整与胶液转动辊之间的间隙及转速比,使胶液转动辊上的胶液转移在胶液转移辊上。
所述胶液转移辊与所述离型纸放卷装置连接,所述离型纸放卷装置的转速可调,通过调节其转速,将离型纸放卷装置上的离型纸转移到胶液转移辊上;通过离型纸在胶液转移辊上的卷绕,将胶液转移到离型纸上;
所述胶液转移辊后部设置温控风道,温控风道分为三段,每段温度可单独设定,设定温度范围为50℃-100℃,控温风道的温度控制误差不大于2℃;离型纸上的胶液经过温控风道后被烘干成胶膜;所述温控风道包含三段,每段温控风道均包含防爆鼓风机、排风机,电加热棒,每段温控风道的温度单独设定。
所述温控风道后部设置织物放卷装置、张力压辊和固定辊,张力压辊位于织物放卷装置的下方,固定辊位于张力压辊的下方;通过调整张力压辊与固定辊之间的间隙,利用织物和离型纸从所述间隙中通过时在张力压辊与固定辊之间产生的压力,将离型纸上的胶膜转移到织物上;
所述胶液转移辊可水平移动,通过胶液转移辊的水平方向移动,调整与胶液转动辊之间的间隙及转速比,将胶液转移到胶液转移辊上;
所述胶液转移辊和温控风道之间设置红外测厚装置,用于检测胶膜的厚度。
所述张力压辊后部设置织物压制辊组,所述织物压制辊组包括加热压制辊、冷却压制辊,所述加热压制辊包括加热上压辊和加热下压辊,所述冷却压制辊包括冷却上压辊和冷却下压辊。
所述织物压制辊组后部设置分离辊,所述分离辊用于将离型纸和覆有胶膜的预浸料分离开。
所述分离辊后平行的设置收卷装置和离型纸回收装置,在分离辊和收卷装置之间设置隔离膜辊,在预浸料进入收卷辊之前,由所述隔离膜辊提供隔离膜防止预浸料之间互相粘连。所述分离辊和离型纸回收装置之间设置张力牵引辊,张力牵引辊通过张力调节,将离型纸回收至离型纸回收装置。
本发明还公开了一种利用上述防弹预浸料制造设备进行覆膜的方法,其具体步骤包括,
S1,树脂搅拌;将树脂倒入搅拌釜中,加入乙醇,对树脂进行搅拌。所述搅拌过程,搅拌时间为5h-8h,搅拌速度为80r/min-120r/min。
S2,树脂成膜;将混合好的树脂倒入胶液供应装置中,调整胶液供应装置温度,通过控制装置的移动,调整胶液挡板与控制装置的间隙,调节胶液转动辊和胶液转移辊的转速比,将混合好的树脂转移到离型纸上,然后使其进入温控风道烘干得到带有离型纸的胶膜。所述胶掖供应装置温度为15℃—25℃,所述间隙为0.4mm-1.0mm,所述转速比为1:1.5-1:2.5,所述烘干分三段,其温度设定范围为50℃-100℃。
S3,覆膜;利用织物放卷装置将织物经张力压辊与覆在离型纸上的胶膜热合,再冷却得到带有离型纸的织物预浸料,所述织物放卷张力为180N/m-200N/m,所述热合温度为50℃-100℃,所述冷却温度为0℃-10℃。
S4,收卷;利用分离辊,将步骤S3得到的带有离型纸的织物预浸料与离型纸分离,覆隔离膜并收卷,得到预浸料。所述离型纸收卷张力为1700N/m-2000N/m,所述预浸料收卷张力为180N/m-200N/m。
利用上述防弹预浸料制备设备进行覆膜的方法,其织物优选芳纶,织物面密度为200g/m
以上所述仅为本申请的实施例而已,并不用于限制本申请。对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围之内。
- 一种防弹预浸料制造设备和覆膜方法
- 一种制造防弹头盔预浸料的裁剪与铺设方法及防弹头盔