一种钛合金方管的制备方法
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及钛合金方管制备技术领域,尤其涉及一种钛合金方管的制备方法。
背景技术
随着航空、舰船、车辆轻量的要求,对钛合金承压件形状提出要求,常规的圆型截面材料不能满足现场焊接和承压面的要求。方管与圆管、凹型件相比较可焊接面大,使用过程中稳定,承载性能好,现在广泛应用在需要减重且承压的结构件上。TC4钛合金是一种强度高、抗冲压、蠕变性能及综合性能优异的材料,尤其易焊接、具有优良的加工性能。但是TC4钛合金由于强度高,冷成型困难,难于制造成方管形状。因此本发明提供一种钛合金方管的制备方法,使钛合金方管成材率高,工艺稳定可靠。
发明内容
针对上述存在的问题,本发明旨在提供一种钛合金方管的制备方法,该方法制备的方管能达到较高的设计尺寸及精度,并同时具有较优的力学性能,成材率高,工艺稳定可靠。
为了实现上述目的,本发明所采用的技术方案如下:一种钛合金方管的制备方法,其特征在于,包括以下步骤:
S1:将具有圆管状结构的钛合金管坯进行预加热,加热温度控制在其相变点以下30~60℃,保温60-90min;并同时对钛合金管坯成型的锻造设备的锻造模具进行预热,其预热温度为400~550℃;
S2:将预热完成的钛合金管坯转移放置于所述锻造模具中锻造,通过所述锻造模具进行多道次锻造使钛合金管坯成型成方管,并且所述方管具有的各个侧面均同时形成;
S3:对锻造成型的所述方管进行喷丸处理,去除其表面氧化物。
优选的,在所述锻造设备一侧、钛合金管坯与所述锻造模具相接位置增设对钛合金管坯的补热装置,用于对钛合金在锻造过程中损失的温度进行补偿。
优选的,所述锻造模具由垂直于所述方管各个侧面并连接于所述锻造设备中的单锤头构成,每个所述单锤头均有与所述方管侧面接触并施力的且使该侧面成型的锻造平面。
优选的,每个所述锻造平面的宽度均小于与其相接触的侧面的所述方管内部对应的内侧面的宽度。
优选的,在步骤s2-s3之间还包括将锻造成型后的所述方管的各个侧面通过校平模具将其校平的校平工艺。
优选的,所述校平工艺为将所述校平模具从成型的所述方管的一端穿入、并通过外力使其沿所述方管的长度方向行进、并从所述方管的另一端穿出,以通过所述校平模具实现对所述方管各个侧面的外力校平操作。
优选的,所述校平模具的结构包括与所述方管内侧壁规格相同的成型部、以及在所述成型部一侧设置的形变部。
优选的,所述形变部为整体向远离所述成型部的外端方向的锥型结构,所述形变部具有与所述方管内侧面对应的形变面。
优选的,每个所述形变面均设置为与所述方管的内侧面接触的圆弧面。
本发明的有益效果是:通过本发明的制备方法制备的方管能达到较高的设计尺寸及精度,尤其是方管各个侧边构成的内外表面的成型质量,并同时具有较优的力学性能,成材率高,工艺稳定可靠。
附图说明
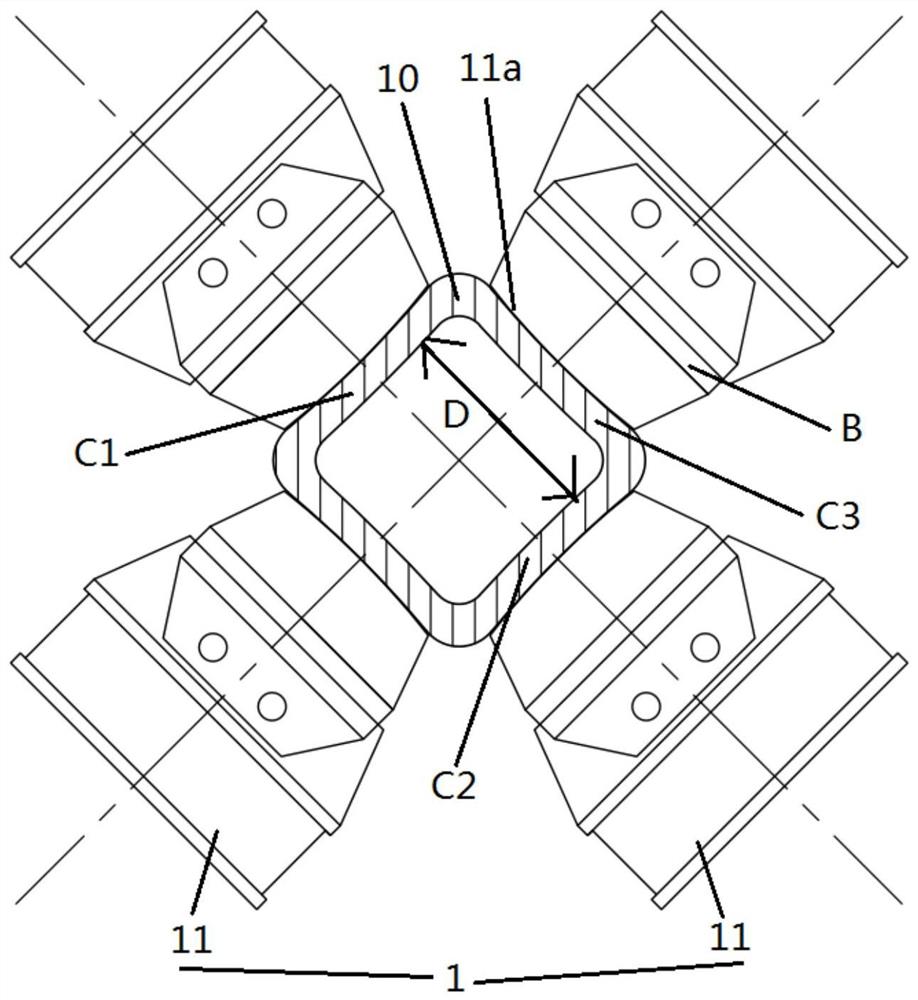
图1为本发明锻造模具配合方管锻造示意图。
图2为本发明校平模具正视结构图。
图3为本发明图2左视图。
具体实施方式
为了使本领域的普通技术人员能更好的理解本发明的技术方案,下面结合附图和实施例对本发明的技术方案做进一步的描述。
实施例一
规格为□80mm×□80mm×6mm的TC4钛合金方管的制备方法:
S1、选用规格为
S2、在锻造设备一侧、钛合金管坯与锻造模具1相接位置增设对钛合金管坯的补热装置(其优选为中频电磁感应加热设备,补热温度优选为750-800℃)。也就是在钛合金方管与单锤头1a作用外一定距离增设该补热装置,由于在锻造过程中方管热损失大、重复锻造变形抗力大、表面易产生缺陷,因此增加的补热装置用于对钛合金在锻造过程中损失的温度进行补偿,保证精锻工艺稳定实现。较佳的,补热装置距离单锤头1a的距离为600-800mm、钛合金圆管坯料的行进速度为25-35mm。
将预热完成的钛合金管坯转移放置于四个单锤头1a构成的锻造模具1中锻造,优选为四道次锻造,每次的锻造变形量如下:
一道次:5.1%;二道次:11.5%;三道次:12.5%;四道次:6%,并且较佳的在每道次锻造完成后需将未成型的坯料放置在冷床上将其温度降到常温状态再进行下道次锻造操作。
如图1所示,通过以钛合金方管的成型外形为基础,设置的四个单锤头1a,并通过每个单锤头1a的锻造平面11a在锻造设备的作用下同时接触钛合金圆管周面,使其周面逐渐变形至方管(图中10所示)形状。该锻造模具周向分布的四个单锤头1a同时朝向钛合金圆管表面行进,使钛合金圆管四个象限面同时变形、成型成所述方管,该锻造方式锻造的方管的四个成型侧面均匀且同时一体成型,具有成型精度高,外形规整的优点。
再次如图1所示,由于方管成型后,其四个侧壁均与相应的单锤头1a的锻造平面11a贴合,为了避免单锤头1a对相邻两侧的方管的侧壁产生的锻造作用力,导致其变形的问题(如图中标号B标示的单锤头1a在锻造过程中对方管C1侧壁和C2侧壁直接产生的作用力而使其弯曲)。因此,每个所述锻造平面11a的宽度均小于与其相接触的侧面的所述方管内部对应的内侧面的宽度。也就是锻造平面11a的宽度小于图中方管内侧壁D的宽度,当锻造平面11a接触到方管单侧的外壁面时,单锤头1a的作用宽度不能有效的施加在C1侧壁和C2侧壁上,也就能有效减少方管侧壁的变形弯曲问题,提高其成型精度,并且能顺利的使方管各个侧边的相交处形成圆倒角,减少后期该边角的修整工作。
由于成型的方管的坯料为具有中空的钛合金圆管,在其周面通过单锤头1a施加外力时,由于其内部为中空,没有较高的支撑性,再配合两侧方管侧壁(如C1和C2)的垂直支撑作用下,会导致成型的方管的单个侧壁(如C3)均向方管的中心以一定弧度的弯曲,造成方管的成型质量下降。因此为了解决该问题,在步骤s2锻造成型后的方管的各个侧面通过校平模具2将其校平的校平工艺。该校平工艺为:选用校平模具2从成型的所述方管的一端穿入、并通过外力使其沿所述方管的长度方向行进、并从所述方管的另一端穿出,以通过所述校平模具2实现对所述方管各个侧面的外力校平操作。
具体的校平模具2的结构包括与所述方管内侧壁规格相同的成型部21、以及在所述成型部21一侧设置的形变部22。所述形变部22为整体向远离所述成型部21的外端方向的锥型结构,所述形变部22具有与所述方管内侧面对应的形变面22a。较佳的,每个所述形变面22a均设置为与所述方管的内侧面接触的圆弧面。如图2所示,该校平模具2的校平作用为:将形变部22从成型后的方管的一端伸入(由于形变部22整体为锥型结构,其能顺利的伸入到方管内壁),至方管内壁接触到具有圆弧面结构的形变面22a上(将形变面22a设置成圆弧面能紧贴在方管向内弯曲的侧壁上,以便于形变面22a对整个方管侧壁进行支撑并施加校平外力,使侧壁能更好的恢复其平面结构),在成型部21远离形变部22的(右)端面上施加外力,使整个校平模具2在方管内沿方管长度方向行进,由于每个形变面22a均为水平倾斜设置,因此在形变面22a的支撑抵抗作用下,使方管侧壁逐渐向外发生形变,以逐渐恢复每个侧壁的平面结构。在当方管侧壁沿相应的形变面22a恢复到一定程度时过渡接触到具有平面结构的成型部21,对形变恢复后的方管侧壁进行保持并完成校平操作。
较佳的,所述圆弧面从所述形变部22的外端至所述形变部22和所述成型部21的相接处依次包括接触形变面a和过渡形变面b,通过接触形变面a使方管侧壁发生形变并逐渐向平面状态恢复,而过渡形变面b则是将该侧壁从逐渐恢复的状态过渡到与具有平面结构的成型部21顺利接触的作用。较佳的,该过渡形变面b为从接触形变面a至成型部21外表面的圆弧结构,以便于方管侧壁能顺利的过渡,减少形变部22和成型部21的相接边线对方管内壁造成的损伤变形。
为了避免校平模具2在方管内壁行进的过程中遇阻卡滞的问题出现,在所述形变部22朝向校平模具2内方向开设有螺纹盲孔100。实际校平时,在该螺纹盲孔100中连接有较长的螺栓拉杆(图中未示出),其外端穿设并伸出于方管外侧,当校平模具2卡滞时,可通过在螺栓拉杆上施加外力将其拉动,解除卡滞状态。并且该螺栓拉杆可配合校平模具2进行校平操作,具体为:在成型部21的外端施加外力,使校平模具2在房管内行进、同时通过螺栓拉杆在校平模具2的前方施加外力拉动校平模具2,在两者的共同作用下,能有效减少校平模具2在方管内的行进阻力,提高该校平工作的效率。较佳的,上述校平工作在补热装置补热的状态下进行,以便于方管的侧壁能更好的发生形变,也同时减小校平模具2对方管侧壁接触的损伤,提高方管成型精度。
S3:对上述校平成型后的方管进行喷丸处理,去除其表面氧化物,使最终成型规格为□80mm×□80mm×6mm×3500mm的TC4钛合金方管。
实施例二
规格为□150mm×□80mm×6mm的TC4钛合金方管的制备方法:
S1、选用规格为
S2、在锻造设备一侧、钛合金管坯与锻造模具1相接位置增设对钛合金管坯的补热装置(同实施例一相同,补热温度优选为750-800℃),用于对钛合金在锻造过程中损失的温度进行补偿。
将预热完成的钛合金管坯转移放置于四个单锤头1a构成的锻造模具1中锻造,优选为四道次锻造,每次的锻造变形量如下:
一道次:5.5%;二道次:11%;三道次:13%;四道次:7%。
该实施例中钛合金圆管坯料的行进速度优选为20-30mm。并且该实施例中成型方管的校平方式同实施例一相同,校平模具2根据该成型的方管的内侧壁规格进行选择。
S3:对上述校平成型后的方管进行喷丸处理,去除其表面氧化物,使最终成型规格为□150mm×□80mm×6mm×3500mm的TC4钛合金方管。
实施例一和实施例二成型的钛合金方管的尺寸检测结果如下表:
实施例一和实施例二成型的钛合金方管的力学性能检测结果如下表:
因此,选用钛合金圆管管坯通过本发明的制备方法制备的方管能达到较高的设计尺寸及精度,并同时具有较优的力学性能,成材率高,工艺稳定可靠。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种钛合金方管的制备方法
- 一种密封钛合金方管