一种共挤WPC发泡地板及其制备工艺
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉及复合地板技术领域,具体为一种共挤WPC发泡地板及其制备工艺。
背景技术
复合地板是地板的其中一种,被人为改变地板材料的天然结构,达到某项物理性能符合预期要求的地板,发泡地板具有以下优点:1.优良的防潮、耐腐蚀和高冲击强度;2.不变形、良好的耐候性;3.质轻、隔音、隔热,节能;4.可以锯、钉、油漆施彩;安装方便快捷;5.使用寿命长,维护费用低等优点,所以其使用范围越来越广泛,并且也越来越受到消费者的喜爱,但是WPC发泡地板在国内,尚处于初级阶段,现有技术中的木塑复合材料还存在较多的缺点。
经检索,中国专利公开了一种WPC地板及其制备方法(公开号:CN109181152A),该专利包括以下重量份的组分组成:73.85~78.04重量份的PVC树脂粉、73.51~77.49重量份的石粉、10.12~15.71重量份的调节剂、4.12~4.95重量份的稳定剂、3.87~4.21重量份的增强剂、0.47~0.82重量份的内润滑剂、0.58~0.92重量份的PE蜡、0.8~1.2重量份的氧化蜡、1.18~1.55重量份的发泡剂;其制备工艺包括以下步骤:步骤一:将PVC树脂粉、调节剂、稳定剂、内润滑剂、PE蜡、氧化蜡、发泡剂加入职混料机中混料搅拌,并在混料搅拌过程中逐渐加入增强剂,搅拌时间为15~20min,搅拌温度为100℃~115℃;步骤二:将步骤搅拌混合的混合物中加入石粉进行第二次搅拌,搅拌的时间为40~60min,搅拌温度为59℃~65℃;步骤三:将步骤二搅拌后的原料通过双螺杆挤出机挤出形成板状,然后冷却定型。
现有WPC发泡地板的硬度较高,并且质量较重,并且表面较滑,在使用时,容易出现打滑的问题,并且由于地板的硬度较高,导致人在摔倒后受到的冲击较重,导致人员的安全性较低。
发明内容
为了克服上述现有WPC发泡地板的硬度较高,并且质量较重,并且表面较滑,在使用时,容易出现打滑的问题,并且由于地板的硬度较高,导致人在摔倒后受到的冲击较重,导致人员的安全性较的技术问题,本发明的目的在于提供一种共挤WPC发泡地板及其制备工艺。
本发明的目的可以通过以下技术方案实现:
一种共挤WPC发泡地板,包括背板层,所述背板层的上表面粘合连接有WPC基材层,所述WPC基材层的上表面涂抹有胶水层,所述胶水层的上表面粘合连接有LVT层;
所述WPC基材层从下至上包括第一平衡层、基材发泡层和第二平衡层;
所述第一平衡层和第二平衡层均包括以下重量份的原料:PVC树脂90-110份和填料粉80-150份;
所述基材发泡层包括以下重量份的原料:聚氯乙烯树脂90-110份、碳酸钙80-140份、钙锌稳定剂10-15份和发泡剂0.2-0.5份、发泡调节剂2-4份、外润滑剂1-1.2份、内润滑剂0.8-1.3份和PE蜡0.7-0.9份;
所述LVT层从下至上包括弹性层、装饰层、耐磨层和UV层;
所述胶水层的加工包括以下步骤:
步骤一:将WPC基材层通过传送带输送至涂胶装置的内部,并移动至移动框的下侧,并启动第三气缸,将移动框沿着固定框滑动,直至压制住WPC基材层;
步骤二:启动料盒内部的第四气缸,第四气缸带动活塞移动,将料仓内部的染料通过连接软管注入到注液仓中,并通过压强打开隔离瓣膜,沿着注液仓的出液口涂抹到WPC基材层;
步骤三:启动第二气缸,将点胶器下降至WPC基材层的上侧,启动点胶器,将粘合胶点胶到WPC基材层上,随后再次启动第二气缸,将点胶器提起,启动移动架,将点胶器水平移动4-6.5cm,随后重复上述步骤,继续点胶;
步骤四:启动螺杆驱动器,螺杆驱动器通过驱动块带动连接杆沿着组装板水平移动,通过复位弹簧,将涂胶辊紧贴在WPC基材层上,并且随着涂胶辊的移动,即可将粘合胶涂抹到WPC基材层上。
作为本发明进一步的方案:所述WPC基材层的密度为0.8-1.35g/cm
作为本发明进一步的方案:所述第一平衡层、基材发泡层和第二平衡层中添加有着色剂,着色剂的重量份为0.1-1份。
作为本发明进一步的方案:该涂胶装置包括两组基架,两组所述基架之间安装有传送带,且两组所述基架的上表面均固定连接有若干个第一气缸,两组若干个所述第一气缸的顶端之间固定连接有水平驱动架,所述水平驱动架下表面位于传送带的上侧固定连接有固定框,所述固定框的内部滑动连接有移动框,且固定框的内部安装有贯穿移动框的螺杆驱动器,所述水平驱动架的上表面安装有移动架,所述移动架的一侧固定连接有第二气缸,所述第二气缸的输出端固定连接有连接板,所述连接板的内部固定连接有若干个等距分布的点胶器;
移动架的内部安装有水平驱动构件,移动架与水平驱动构件的输出部位连接,从而实现水平移动;
所述螺杆驱动器位于移动框内部的外侧螺纹连接有驱动块,所述驱动块的一端与移动框滑动连接,且驱动块的另一端与固定框之间安装有连接杆,所述连接杆与若干个点胶器呈平行分布,且连接杆的下表面固定连接有若干个等距分布的复位弹簧,若干个所述复位弹簧的底部固定连接有涂胶辊。
作为本发明进一步的方案:所述固定框的一侧固定连接有料盒,所述料盒的内部开设有料仓,且料盒内部靠近料仓的上侧开设有进液槽,所述料仓在料盒的内部倾斜分布,且料仓的倾斜角度为30-45°,所述料仓内部远离进液槽的一端固定连接有第四气缸,所述第四气缸的输出端固定连接有活塞;
所述移动框的内部开设有若干个注液仓,所述注液仓的底部与移动框的下表面连通,且注液仓的内部均粘附连接有若干个隔离瓣膜,若干个所述隔离瓣膜将注液仓的内部分隔,所述注液仓的进液口与料仓的出液口之间均固定连接有连接软管;
所述隔离瓣膜采用WPC基材层中第一平衡层、基材发泡层和第二平衡层的边角料制成。
作为本发明进一步的方案:所述固定框顶端的两侧均固定连接有若干个伸缩杆,若干个所述伸缩杆的底端均与移动框固定连接,所述固定框顶端的两侧均固定连接有第三气缸,两组所述第三气缸的底端均与移动框固定连接。
作为本发明进一步的方案:所述固定框远离料盒的一侧设置有组装板,且固定框侧面靠近组装板的一侧均固定连接有电推杆,所述电推杆的输出端均与组装板固定连接,所述组装板的一侧滑动连接有滑动块,所述滑动块和驱动块的一侧均固定连接有卡块,所述连接杆的两端均固定连接有连接块,两组所述连接块分别嵌入在两组卡块的内部且与卡块相互卡接。
作为本发明进一步的方案:该涂胶装置中还设置有红外定位系统,红外定位系统包括若干个红外传感器,若干个红外传感器分别用于监测固定框和移动框下侧的板材原料位置,以及固定框和移动框内部涂胶辊和点胶器的位置。
本发明还公开了一种共挤WPC发泡地板的制备工艺,该制备工艺包括以下步骤:
A1:将第一平衡层和第二平衡层的原料以及辅助剂投入高速混合机搅拌均匀,搅拌时的温度为120-130℃,再放入冷混机进行冷却,冷却至50-60℃后得到混合料A,再将混合料A投入挤出机A中;
A2:将基材发泡层的原料及辅助剂投入高速混合机搅拌均匀,搅拌时的温度为120-130℃,再投入冷混机进行冷却,冷却至50-60℃后得到混合料B,再将混合料B投入挤出机B中;
A3:将挤出机A和挤出机B与模具连接,混合料B流入到模具的中间层,混合料A流入到模具的上、下两层,将混合料B进行包裹形成初始板材;
A4:初始板材经冷却、定型得到WPC基材层,采用涂胶装置对WPC基材层进行加工,将胶水层涂抹至WPC基材层的上侧,将LVT层与WPC基材层进行压合组装,再将背板层粘附连接到WPC基材层的下侧,得到产品,将多层产品依次通过冷压机,启动冷压机中的液压缸,液压缸带动上台面下降,将产品加压在上台面与下台面之间,将产品持续送入冷压机进行压合成型1-4h。
作为本发明进一步的方案:该冷压机包括下台面和支撑架,所述支撑架架设在下台面的上侧,且支撑架上表面的两侧均固定连接有液压缸,两组所述液压缸的输出端均延伸至支撑架的内部且固定连接有上台面。
本发明的有益效果:
1、本发明包括背板层,背板层的上表面粘合连接有WPC基材层,WPC基材层的上表面涂抹有胶水层,胶水层的上表面粘合连接有LVT层,LVT层从下至上包括弹性层、装饰层、耐磨层和UV层,弹性层、装饰层、耐磨层和UV层之间经涂胶装置涂胶后压合连接,本发明中的WPC基材层与LVT层通过涂胶压合好后,可以提高本发明中地板表面的纹理多样性和花色多样性,并且通过在发泡地板中增加LVT层,可以让板材具有高弹性和柔软的材质,并且重量较轻,LVT层设置有耐磨层,从而可以提高板材的防滑性,并且通过自身的高弹性和柔软材质,可以在使用者摔倒后,降低摔倒的损伤,从而可以提高摔倒人员的安全性。
2、本发明在涂胶时,先通过移动框对板材原料进行加固,移动框可以根据板材所需大小进行调整,并且本发明中的涂胶装置在上胶时,采用点胶的方式,可以起到节约粘合胶的作用,并且在点胶完成后,通过涂胶辊可以将粘合胶涂抹到板材上,从而可以提高涂胶的范围,另一方面,本发明中的涂胶辊安装在驱动块与固定框的滑动块之间,滑动块安装在组装板的一侧,通过启动组装板,即可将滑动块与涂胶辊分离,从而方便使用者根据需要对涂胶辊进行更换和清理,并且结构简单,使用更加方便。
3、本发明中固定框的一侧固定连接有料盒,料盒的内部开设有料仓,且料盒内部靠近料仓的上侧开设有进液槽,料仓内部远离进液槽的一端固定连接有第四气缸,第四气缸的输出端固定连接有活塞,移动框的内部开设有若干个注液仓,且注液仓的内部均粘附连接有若干个隔离瓣膜,若干个隔离瓣膜将注液仓的内部分隔,注液仓的进液口与料仓的出液口之间均固定连接有连接软管,本发明中在上胶时,可以通过料盒以及注液仓将染料涂抹到板材原料上,从而在板材原料上形成加工范围,从而方便后续的加工以及裁切,注液仓在未使用时,通过内部的隔离瓣膜,可以将内部进行分隔,防止染料泄漏,并且隔离瓣膜采用WPC基材层中第一平衡层、基材发泡层和第二平衡层的边角料制成,从而可以降低成本,并且减少原料的浪费。
4、本发明中的WPC基材层在生产时,两组挤出机直接将原料注入到模具中,WPC基材层直接成型,并且可以在冷压机中滑动,从而进一步的加压、冷却和成型,相较于现有技术,WPC基材层的生产更加简单,并且WPC基材层中的各层原料结合的牢固性更高。
附图说明
下面结合附图对本发明作进一步的说明。
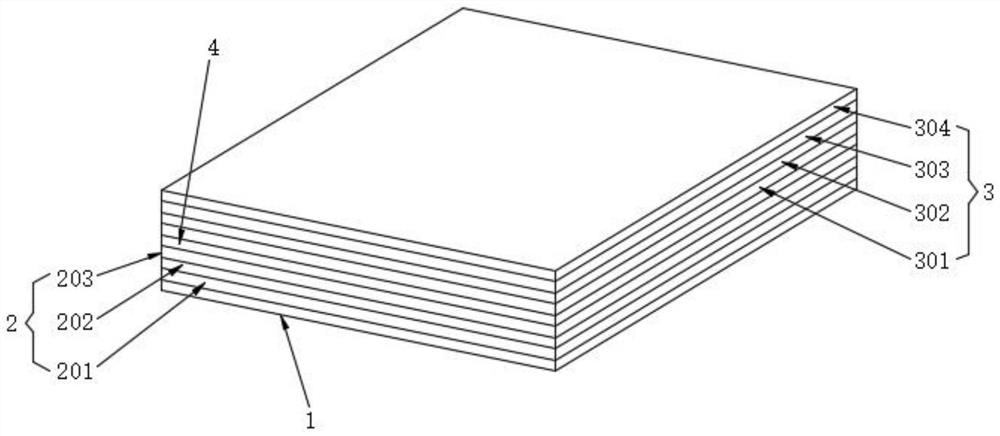
图1是本发明中共挤WPC发泡地板的材质示意图;
图2是本发明中涂胶装置的侧视图;
图3是本发明中涂胶装置的正剖视图;
图4是本发明中料盒和固定框、移动框的局部剖视图;
图5是本发明图3中A部分的结构放大图;
图6是本发明中固定框、移动框和涂胶辊的局部剖视图;
图7是本发明图3中B部分的结构放大图;
图8是本发明WPC基材层的生产流程图;
图9是本发明中冷压机的主视图。
图中:1、背板层;2、WPC基材层;3、LVT层;4、胶水层;201、第一平衡层;202、基材发泡层;203、第二平衡层;301、弹性层;302、装饰层;303、耐磨层;304、UV层;5、基架;6、传送带;7、第一气缸;8、水平驱动架;9、移动框;10、螺杆驱动器;11、移动架;12、第二气缸;13、连接板;14、点胶器;15、固定框;16、料盒;17、驱动块;18、连接杆;19、复位弹簧;20、涂胶辊;21、伸缩杆;22、第三气缸;23、料仓;24、第四气缸;25、活塞;26、连接软管;27、注液仓;28、隔离瓣膜;29、进液槽;181、连接块;151、组装板;152、电推杆;153、卡块;154、滑动块;30、冷压机;31、下台面;32、支撑架;33、液压缸;34、上台面。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-9所示,一种共挤WPC发泡地板及其制备工艺,包括背板层1,背板层1的上表面粘合连接有WPC基材层2,WPC基材层2的上表面涂抹有胶水层4,胶水层4的上表面粘合连接有LVT层3;
WPC基材层2从下至上包括第一平衡层201、基材发泡层202和第二平衡层203;
第一平衡层201和第二平衡层203均包括以下重量份的原料:PVC树脂100份和填料粉95份,填料粉95采用1:1的滑石粉和轻质碳酸钙粉末的混合物;
基材发泡层202包括以下重量份的原料:聚氯乙烯树100份、碳酸钙100份、钙锌稳定剂12份和发泡剂0.4份、发泡调节剂2.7份、外润滑剂1.1份、内润滑剂1.2份和PE蜡0.8份;
LVT层3从下至上包括弹性层301、装饰层302、耐磨层303和UV层304;
胶水层4的加工包括以下步骤:
步骤一:将WPC基材层2通过传送带6输送至涂胶装置的内部,并移动至移动框9的下侧,并启动第三气缸22,将移动框9沿着固定框15滑动,直至压制住WPC基材层2;
步骤二:启动料盒16内部的第四气缸24,第四气缸24带动活塞25移动,将料仓23内部的染料通过连接软管26注入到注液仓27中,并通过压强打开隔离瓣膜28,沿着注液仓27的出液口涂抹到WPC基材层2;
步骤三:启动第二气缸12,将点胶器14下降至WPC基材层2的上侧,启动点胶器14,将粘合胶点胶到WPC基材层2上,随后再次启动第二气缸12,将点胶器14提起,启动移动架11,将点胶器14水平移动5.5cm,随后重复上述步骤,继续点胶;
步骤四:启动螺杆驱动器10,螺杆驱动器10通过驱动块17带动连接杆18沿着组装板151水平移动,通过复位弹簧19,将涂胶辊20紧贴在WPC基材层2上,并且随着涂胶辊20的移动,即可将粘合胶涂抹到WPC基材层2上。
WPC基材层2的密度为1.12g/cm
第一平衡层201、基材发泡层202和第二平衡层203中添加有着色剂,着色剂的重量份为0.5份。
背板层1的材质为软木。
请参阅图2-3所示,该涂胶装置包括两组基架5,两组基架5之间安装有传送带6,且两组基架5的上表面均固定连接有若干个第一气缸7,两组若干个第一气缸7的顶端之间固定连接有水平驱动架8,水平驱动架8下表面位于传送带6的上侧固定连接有固定框15,固定框15的内部滑动连接有移动框9,且固定框15的内部安装有贯穿移动框9的螺杆驱动器10,水平驱动架8的上表面安装有移动架11,移动架11的一侧固定连接有第二气缸12,第二气缸12的输出端固定连接有连接板13,连接板13的内部固定连接有若干个等距分布的点胶器14;
螺杆驱动器10位于移动框9内部的外侧螺纹连接有驱动块17,驱动块17的一端与移动框9滑动连接,且驱动块17的另一端与固定框15之间安装有连接杆18,连接杆18与若干个点胶器14呈平行分布,且连接杆18的下表面固定连接有若干个等距分布的复位弹簧19,若干个复位弹簧19的底部固定连接有涂胶辊20。
请参阅图4所示,固定框15的一侧固定连接有料盒16,料盒16的内部开设有料仓23,且料盒16内部靠近料仓23的上侧开设有进液槽29,料仓23在料盒16的内部倾斜分布,且料仓23的倾斜角度为30°,料仓23内部远离进液槽29的一端固定连接有第四气缸24,第四气缸24的输出端固定连接有活塞25;
移动框9的内部开设有若干个注液仓27,注液仓27的底部与移动框9的下表面连通,且注液仓27的内部均粘附连接有若干个隔离瓣膜28,若干个隔离瓣膜28将注液仓27的内部分隔,注液仓27的进液口与料仓23的出液口之间均固定连接有连接软管26;
隔离瓣膜28采用WPC基材层2中第一平衡层201、基材发泡层202和第二平衡层203的边角料制成,从而可以减少原料的浪费,提高材料的利用率。
请参阅图5所示,固定框15顶端的两侧均固定连接有若干个伸缩杆21,若干个伸缩杆21均由两个滑动连接的柱体构件组成,且若干个伸缩杆21的底端均与移动框9固定连接,固定框15顶端的两侧均固定连接有第三气缸22,两组第三气缸22的底端均与移动框9固定连接。
请参阅图6-7所示,固定框15远离料盒16的一侧设置有组装板151,且固定框15侧面靠近组装板151的一侧均固定连接有电推杆152,电推杆152的输出端均与组装板151固定连接,组装板151的一侧滑动连接有滑动块154,滑动块154和驱动块17的一侧均固定连接有卡块153,连接杆18的两端均固定连接有连接块181,两组连接块181分别嵌入在两组卡块153的内部且与卡块153相互卡接。
请参阅图8-9所示,该共挤WPC发泡地板的制备工艺,该制备工艺包括以下步骤:
A1:将第一平衡层201和第二平衡层203的原料以及辅助剂投入高速混合机搅拌均匀,搅拌时的温度为125℃,再放入冷混机进行冷却,冷却至55℃后得到混合料A,再将混合料A投入挤出机A中;
A2:将基材发泡层202的原料及辅助剂投入高速混合机搅拌均匀,搅拌时的温度为123℃,再投入冷混机进行冷却,冷却至56℃后得到混合料B,再将混合料B投入挤出机B中;
A3:将挤出机A和挤出机B与模具连接,混合料B流入到模具的中间层,混合料A流入到模具的上、下两层,将混合料B进行包裹形成初始板材;
A4:初始板材经冷却、定型得到WPC基材层2,采用涂胶装置对WPC基材层2进行加工,将胶水层4涂抹至WPC基材层2的上侧,将LVT层3与WPC基材层2进行压合组装,再将背板层1粘附连接到WPC基材层2的下侧,得到产品,将多层产品依次通过冷压机30,启动冷压机30中的液压缸33,液压缸33带动上台面34下降,将产品加压在上台面34与下台面31之间,将产品持续送入冷压机30进行压合成型3h。
冷压机30设置有三组,三组冷压机30之间安装有冷却机,冷却机采用冷却水进行冷却,冷却水的温度保持在20℃。
该冷压机30包括下台面31和支撑架32,所述支撑架32架设在下台面31的上侧,且支撑架32上表面的两侧均固定连接有液压缸33,两组所述液压缸33的输出端均延伸至支撑架32的内部且固定连接有上台面34,产品在冷压时,位于下台面31和上台面34之间之间,同时产品可以通过牵引机在三组冷压机30之间滑动。
本发明的工作原理:
将WPC基材层2和LVT层3中的板材原料依次通过传送带6输送至涂胶装置的内部,并移动至移动框9的下侧,并启动第三气缸22,将移动框9沿着固定框15滑动,直至压制住板材原料,启动第四气缸24,带动活塞25移动,将料仓23内部的染料通过连接软管26注入到注液仓27中,随着活塞25持续移动,染料收到压强后将隔离瓣膜28打开,染料即可从注液仓27的出液口滴落到板材原料上进行标记,从而方便后续对板材原料进行加工和裁切;
启动第二气缸12,将点胶器14下降至板材原料的上侧,启动点胶器14,将粘合胶点胶到板材原料上,随后再次启动第二气缸12,将点胶器14提起,启动移动架11,将点胶器14水平移动5.5cm,随后重复上述步骤,继续点胶;
启动螺杆驱动器10,螺杆驱动器10通过驱动块17带动连接杆18沿着组装板151水平移动,通过复位弹簧19,将涂胶辊20紧贴在板材原料上,并且随着涂胶辊20的移动,即可将粘合胶涂抹到板材原料上;
在需要对涂胶辊20进行清理和更换时,启动电推杆152,电推杆152带动组装板151从固定框15中一侧移动,带动滑动块154的卡块153与涂胶辊20的连接块181分离,即可将涂胶辊20从装置中取下;
在安装涂胶辊20时,先将涂胶辊20一端的连接块181嵌入到驱动块的卡块153中,再将涂胶辊20另一端的连接块181对准组装板151的卡块153,启动电推杆152,将涂胶辊20与滑动块154组装即可。
在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
- 一种共挤WPC发泡地板及其制备工艺
- 一种PVC发泡共挤地板制备工艺