输液器短管组装前的预处理系统
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉输液器短管与三通管组装设备技术领域,尤其是一种输液器短管组装前的预处理系统。
背景技术
一次性输液器是一种常见的医疗耗材,经过无菌处理,建立静脉与药液之间通道,用于静脉输液。输液器在进行组装时,需要将三通管与长导管和短导管组装,其中三通管与输液器短管组装过程中,需要对输液器短管进行取料、转移、排齐、正位等操作。
现有的输液器短管与三通管组装设备中,输液器短管组装前的预处理系统普遍存在至少如下(1)各个工序间连贯性不强,影响输液器短管预处理的效率;(2)各组成模块功能性存在不足,例如:①输液器短管自动上料料仓随着取料工序的进行,料仓中输液短管减少,取料存在不便;不能及时监测料仓内输液短管余量,且补料不方便;取料机构长时间于同一位置取料会存在短管吸取失败的情况,因此每隔一段时间需要对料仓进行位置的微调,现有的微调操作需要人工调整,存在不便;②输液器短管取料装置对输液短管进行取料时容易总成输液短管的挤压损坏;取料装置抓取输液短管后需要整体移动至下一工序完成送料操作;取料装置平稳性不足,输液短管容易掉落;③输液器短管排齐装置对短管的排齐操作效率低;④输液器短管正位装置结构设计复杂,操作不方便,短管正位夹持不稳定,易在短管外壁形成划痕;⑤输液器短管移运装置中各个机械手组件分别控制,结构设计复杂,仅能够起到移运的作用,不能够起到辅助其他工序完成的作用。
发明内容
本发明的目的在于提供一种输液器短管组装前的预处理系统,克服前述现有技术的不足,各个组成装置之间连贯性强,功能提升,提高输液器短管预处理的效率。
本发明解决其技术问题所采取的技术方案是:
一种输液器短管组装前的预处理系统,包括机架和设置于机架上的输液器短管自动上料料仓、输液器短管取料装置、输液器短管排齐装置、输液器短管移运装置和输液器短管正位装置,其中:
所述输液器短管自动上料料仓、输液器短管排齐装置和输液器短管正位装置沿第一方向依次设置于机架上,所述输液器短管取料装置设置于输液器短管自动上料料仓的上方,所述输液器短管移运装置设置于输液器短管排齐装置和输液器短管正位装置的上方,输液器短管移运装置在输液器短管取料装置和输液器短管正位装置之间移动;
所述输液器短管移运装置包括第一机械手组件和第二机械手组件,第一机械手组件用于夹持输液器短管取料装置从输液器短管自动上料料仓中取出的第M批输液器短管,并将第M批输液器短管移运到输液器短管排齐装置上,第二机械手组件用于辅助输液器短管排齐装置对第M-1批输液器短管进行排齐,并将排齐后的第M-1批输液器短管移运至输液器短管正位装置;
输液器短管组装前的预处理系统在使用时,输液器短管取料装置从输液器短管自动上料料仓中取出输液器短管,每批取出的输液器短管均包含多条,输液器短管移运装置的第一机械手组件将输液器短管取料装置上的输液器短管夹取,并向输液器短管排齐装置移动,在此过程中,输液器短管移运装置的第二机械手协助输液器短管排齐装置完成了上一批输液器短管的排齐操作并夹持住排齐后的输液器短管,在第一机械手组件夹持当前批次的输液器短管向输液器短管排齐装置移运的同时,第二机械手组件也夹持住已经被排齐后的上一批次的输液器短管向输液器短管正位装置移动,第一机械手组件将本批次的输液器短管移动到输液器短管排齐装置上时,第二机械手组件也将上批次的输液器短管移动到了输液器正位装置上,然后第一机械手组件和第二机械手组件再复位,循环重复取管、送管的操作,各个装置之间配合协调,工序连贯性强,输液器短管预处理的效率明显提高。
进一步的,所述输液器短管自动上料料仓包括外仓、设置于外仓内部的内仓、用于支撑外仓的外仓安装座和用于驱动内仓在外仓中上下移动的第一升降驱动机构,所述外仓呈上端和下端开放的矩形结构,外仓的左侧板和右侧板的上端均开设有第一开口,外仓左侧板第一开口的一侧和外仓右侧板第一开口的一侧对应安装有光电传感器,外仓的下端安装在外仓安装座上;所述内仓呈上端和后端开放的矩形结构,内仓的左侧板和右侧板均设置有与外仓的第一开口位置相对应的长条形开口,内仓的底部与第一升降驱动机构连接,第一升降驱动机构安装在外仓安装座;上料料仓在使用时,输液短管整齐排放在内仓中,输液器短管取料装置从内仓中吸取输液短管,通过对应设置的两个对射型的光电传感器检测开口内是否有输液短管,当检测到开口内输液短管不足时,第一升降驱动机构启动,推动内仓在外仓的内腔中上移,上移至对射型光电传感器检测到开口内输液短管充足,实现不间断取料操作,极大提高取料效率;
所述外仓安装座包括料仓座板和肋板,所述料仓座板包括水平座板和设置于水平座板下端的垂直座板,肋板设置于水平座板和垂直座板之间,外仓安装在水平座板上;所述外仓安装座还包括固定支撑板、第一滑轨、第一滑块、微动气缸和微动缸座,所述固定支撑板安装在机架上,固定支撑板面向垂直座板的端面上设置有第一滑轨,垂直座板上设置有与第一滑轨相配合的第一滑块,固定支撑板上设置有微动缸座,微动缸座上安装有微动气缸,微动气缸的伸缩方向与第一滑轨的方向一致,微动气缸的活塞杆末端与肋板连接;每隔一定时间微动气缸伸缩过程中带动外仓沿第一滑轨方向进行位置调整,以便于输液器短管取料装置顺利吸取输液短管;
所述第一升降驱动机构包括升降驱动电机、直线式齿轮减速机齿条、第一直线轴承和第一光轴,所述升降驱动电机安装在水平座板的下端面上,升降驱动电机与直线式齿轮减速机齿条连接,驱动直线式齿轮减速机齿条上下移动,直线式齿轮减速机齿条的上端与内仓的底板固定连接,水平座板上安装有多个第一直线轴承,第一光轴的上端穿过第一直线轴承后固定在内仓的底板上,当对应设置的两个对射型的光电传感器检测到开口内输液短管不足时,升降驱动电机启动,电动直线式齿轮减速机齿条向上顶起内仓,在此过程中第一光轴沿第一直线轴承上移辅助顶起内仓,使得内仓在外仓的内腔平稳上移;所述第一升降驱动机构还包括升降电机光电支板、接近开关和内仓高度检测块,所述水平座板的下端面垂直固定有升降电机光电支板,升降电机光电支板的安装位置与直线式齿轮减速机齿条相对应,升降电机光电支板上下间隔开设有检测孔,检测孔内安装有接近开关,直线式齿轮减速机齿条的下端安装有内仓高度检测块,上下两个接近开关之间的距离即为内仓能够上下移动的范围,当内仓高度检测块与位于下方的接近开关对准时,内仓位于初始位置,当内仓高度检测块与位于上方的接近开关对准时,表示内仓中需要补入新的输液短管;由于内仓的后端是开放的,在内仓上移的过程中不影响输液器短管取料装置从内仓后端伸入进去取料,同时在向内仓中补入输液短管是,由于内仓后端开放,能够边补入输液短管边将内仓下移,补料更方便顺利;
所述内仓的左侧板和右侧板的上端设置有限位外沿,内仓高度检测块与位于下方的接近开关对准时限位外沿搭靠在外仓的上沿上;所述内仓的尺寸与外仓的内腔尺寸相配合。
进一步的,所述输液器短管取料装置包括取料安装板、用于吸取输液短管的输液短管吸取机构、用于带动输液短管吸取机构上下移动的第二升降驱动机构和用于带动输液短管吸取机构水平移动的第一平移驱动机构,所述输液短管吸取机构位于取料安装板的下方,所述第二升降驱动机构设置于取料安装板上并与输液短管吸取机构连接,所述第一平移驱动机构设置于取料安装板上并与输液短管吸取机构连接;使用时,取料安装板安装在输液器短管与三通管的组装设备的机架上,通过第二升降驱动机构带动输液短管吸取机构下移至输液器短管自动上料料仓的内仓中,输液短管吸取机构柔性吸附输液短管后第二升降驱动机构带动输液短管上移,然后再通过第一平移驱动机构将第二升降驱动机构和输液短管吸取机构同步向外推出,以便于输液器短管移运装置的第一机械手组件顺利夹取输液短管。
进一步的,所述取料安装板上设置有第二开口,第二开口的两侧安装有平行的第二滑轨;所述第二升降驱动机构包括第一滑板、第一滑座、第一升降气缸、第一升降导轴和第二直线轴承,所述第一滑板的下端面设置有第一滑座,第一滑座安装于与其位置相对应的第二滑轨上,第一滑板的中部安装有第一升降气缸,第一升降气缸的活塞杆末端向下穿过第二开口后与输液器吸取机构连接,第一滑板上设置有多个第二直线轴承,第二直线轴承分布在第一升降气缸的四周,第二直线轴承内安装有第一升降导轴,第一升降导轴的下端向下穿过第二开口后与输液器吸取机构连接,通过第一升降气缸带动输液短管吸取机构整体上下移动的过程中,第一升降导轴使得移动的平稳性大大提高;
所述第一平移驱动机构包括第一平移气缸和第一平移气缸座板,所述第一平移气缸座板设置于取料安装板上,第一平移气缸座板上安装有第一平移气缸,第一平移气缸的伸缩方向与第二滑轨的方向一致,第一平移气缸的活塞杆末端与第一滑板连接,第一平移气缸伸出,推动第二升降驱动机构和输液短管吸取机构同步向外移动;
所述输液短管吸取机构包括吸嘴轴承座板、第三直线轴承、吸嘴导轴、吸嘴固定板和吸嘴管,所述吸嘴轴承座板的上端面与第一升降气缸和第一升降导轴连接,吸嘴轴承座板上间隔设置有多组第三直线轴承,第三直线轴承内安装有吸嘴导轴,吸嘴导轴的上端设置有卡板,卡板与第三直线轴承之间设置有缓冲弹簧,吸嘴导轴的下端水平设置有吸嘴固定板,吸嘴固定板上设置有用于从料仓中吸取输液短管的吸嘴管,在重力作用下卡板以下的吸嘴导轴均向下伸出第三直线轴承,第一升降气缸伸出时,吸嘴管下移至与输液短管接触,此时缓冲弹簧起到缓冲作用,防止吸嘴管严重下压输液短管,吸嘴管在外部吸气设备的作用下吸附住输液短管的一端,并在第一升降气缸的作用下带动输液短管上移至脱离内仓;
每组第三直线轴承包括两个第三直线轴承,每组的两个第三直线轴承内的吸嘴导轴的下端与同一块吸嘴固定板连接;所述吸嘴管的上方与外部吸气设备的导气管连接;所述取料安装板的下端设置有用于穿过外部吸气设备的导气管的管路分配器。
进一步的,所述输液器短管排齐装置包括支撑底板、设置于支撑底板上端面的支轴、设置于支轴上端的连接块、设置于连接块上端的排齐座板、设置于排齐座板上端面的导管支撑板和设置于排齐座板下端面的排齐机构,所述导管支撑板至少间隔设置两组,导管支撑板的上端间隔开设有若干导管放置槽;所述排齐机构包括排齐导轴、第三直线轴承、排齐气缸、气缸固定板、联板和导管顶齐板,所述排齐导轴的设置方向与导管支撑板的设置方向垂直,排齐导轴安装在连接块上,排齐导轴的两端均设置有导管顶齐板,导管顶齐板上安装有第三直线轴承,排齐导轴插入第三直线轴承内,所述排齐座板的下端面设置有两块气缸固定板,导管顶齐板的下端设置有与其相临近的气缸固定板的位置对应的联板,排齐气缸的缸筒固定在气缸固定板上,排齐气缸的活塞杆固定在与其临近的联板上,使用时,将输液器短管移运到排齐座板上方,通过间隔设置的两组导管支撑板形成支撑,启动排齐气缸,两块导管顶齐板做相对运动,分别抵触在输液器短管的两端,将输液器短管排齐,整个结构设计简单,排齐效率高。
进一步的,每组导管支撑板均由多块平行的板体构成,板体上均开设有导管放置槽,板体之间的导管放置槽的位置相对应;至少一块导管顶齐板的上端间隔设置有导管通行槽,导管通行槽的位置与导管放置槽的位置一一对应,导管通行槽的槽底位于导管放置槽的槽顶上方,输液器短管沿导管通行槽移动至导管支撑板正上方,使得输液器短管能够准确地落入导管放置槽中。
进一步的,所述输液器短管正位装置包括短管输送机构和前后间隔设置于短管输送机构一侧的两个正位机构,正位机构包括下正位组件和上正位组件,输液器短管间隔放置于短管输送机构上,输液器短管的一端伸出短管输送机构并伸入下正位组件和上正位组件之间,输液器短管经短管输送机构进行主体支撑,经第一个正位机构的下正位组件和上正位组件将输液器短管的头部扶正,以利于涂胶装置对输液器短管的头部进行涂胶,涂胶完毕后第一个正位机构的下正位组件和上正位组件分开,短管输送机构将输液器短管送往第二个正位机构处,通过第二个正位机构的下正位组件和上正位组件将涂好胶的输液器短管头部再次正位,以利于后续与三通管进行组装的操作;
所述下正位组件包括下正位气缸安装板、下正位气缸、下正位托板、下直线轴承、下光轴、下正位叉板安装板和下正位叉板,所述下正位气缸安装板安装在机架上,下正位气缸安装板的上端面安装有下正位气缸,下正位气缸的缸筒上端与水平设置的下正位托板固定连接,下正位托板上安装有下直线轴承,下直线轴承位于下正位气缸的两侧,下直线轴承内插入下光轴,下光轴的上端和下正位气缸的活塞杆的上端均与水平设置的下正位叉板安装板固定连接,下正位叉板安装板的上端面安装有下正位叉板,下正位叉板的上端间隔开设有若干“V”型限位开口;
所述上正位组件包括上正位气缸安装板、上正位气缸、上正位叉板安装板和上正位叉板,所述上正位气缸安装板安装在机架上,上正位气缸安装板的下端面安装有上正位气缸,上正位气缸的活塞杆下端与水平设置的上正位叉板安装板连接,上正位叉板安装板的下端面安装有上正位叉板,上正位叉板的下端间隔开设有与“V”型限位开口一一对应的倒“V”型限位开口;
正位机构使用时,下正位组件和上正位组件同时启动,下正位气缸伸出,推动下正位叉板上移,每一输液短管均被一“V”型限位开口支撑,上正位气缸伸出,推动上正位叉板下移,上正位叉板的倒“V”型限位开口和下正位叉板的“V”型限位开口配合形成一个限位口,每一输液器短管均被限位在一个限位口中,便于进行涂胶操作,或与三通管进行组装。
进一步的,所述下正位叉板由间隔设置的N块板体组成,上正位叉板由间隔设置的N±1块板体组成,下正位叉板和上正位叉板的板体交错设置,增强对输液器短管的限位稳定性和支撑平稳性;所述“V”型限位开口和倒“V”型限位开口均平滑设置,有效防止划伤输液短管外壁;所述短管输送机构的输送带宽度方向的两端对应设置有短管支撑板,所述短管支撑板的上端设置有“V”型开槽,输液器短管支撑在对应的两个“V”型开槽中,增强对输液短管主体支撑的平稳性;其中一个正位机构远离短管输送机构的一侧设置有短管涂胶装置,另一个正位机构远离短管输送机构的一侧设置有输液器三通管组装前预处理系统,增强输液器短管正位装置与涂胶工序和组装工序的连贯性。
进一步的,所述输液器短管移运装置包括移运安装板、第二平移驱动机构、第三升降驱动机构、第一机械手组件和第二机械手组件,所述第二平移驱动机构安装在机架上,移运安装板与第二平移驱动机构连接,移运安装板的下端安装有用于夹取输液器短管的第一机械手组件,移运安装板上安装有第三升降驱动机构,第三升降驱动机构的下方安装有用于夹取输液器短管的第二机械手组件,第一机械手组件位于第二机械手组件的前方,第一机械手组件抓取第M批输液器短管,将第M批输液器短管从输液器短管取料装置转移到输液器短管排齐装置,第二机械手组件抓取第M-1批输液器短管,辅助第第M-1批输液器短管在输液器短管排齐装置上排齐后将其转移至输液器短管正位装置上,当第一机械手组件正好移动到输液器短管取料装置处时,第二机械手组件正好位于输液器短管排齐装置上方并辅助排齐,当第一机械手组件抓取第M批输液器短管移动至输液器短管排齐装置时,第二机械手组件正好将第M-1批输液器短管移动到了输液器短管正位装置上;
所述第二平移驱动机构包括第三滑轨、第二滑块、第二平移气缸和第二平移气缸座板,所述第三滑轨安装在机架上,第二滑块滑动设置于第三滑轨上,第二滑块与移运安装板固定连接,移运安装板的一侧与第二平移气缸的活塞杆末端连接,第二平移气缸的缸筒安装在第二平移气缸座板上,第二平移气缸座板安装在机架上,第二平移气缸的伸缩方向与第三滑轨的设置方向一致,第二平移气缸伸缩时带动安装板沿着第三滑轨移动,同步带动第一机械手组件和第二机械手组件移动,第一机械手组件的运动轨迹是在输液器短管取料装置和输液器短管排齐装置之间往返,第二机械手组件的运动轨迹是在输液器短管排齐装置和输液器短管正位装置之间往返;
所述第一机械手组件包括第一气爪安装板、第一平行气爪、第一夹爪安装板、第二夹爪安装板、第一夹爪、第二夹爪、第四滑轨和第三滑块,所述第一气爪安装板的上端固定在平移安装板的下端面,第一气爪安装板上安装有第一平行气爪,第一平行气爪的两个爪板朝下,第一平行气爪的其中一个爪板上连接有第一夹爪安装板,另一个爪板上连接有第二夹爪安装板,第一夹爪安装板的下端安装有第一夹爪,第二夹爪安装板的下端安装有第二夹爪,第一夹爪和第二夹爪配合夹取输液器短管,第一夹爪安装板上设置有第四滑轨,第二夹爪安装板上设置有与第四滑轨对应的第三滑块,第一机械手组件从输液器短管取料装置中夹取输液器短管后第二平移气缸动作,第一机械手组件向输液器短管排齐装置移动,第一机械手组件的第一平行气爪张开时,第一夹爪安装板和第二夹爪安装板错位,第一夹爪和第二夹爪随之张开,将输液器短管放置到输液器短管排齐装置的导管支撑板上;
所述第三升降驱动机构包括第二升降气缸、第四直线轴承和第二升降导轴,第二升降气缸沿纵向安装在移运安装板上,第二升降气缸两侧的移运安装板板体上设置有第四直线轴承,第四直线轴承内安装有第二升降导轴,第二升降气缸的下端以及第二升降导轴的下端均与第二机械手组件连接,第二升降气缸的伸缩带动第二机械手组件上下移动,第二机械手组件在输液器短管排齐装置上方向下移动时,能够辅助输液器短管排齐装置对输液器短管进行限位排齐,输液器短管排齐后第二机械手组件抓取输液器短管,第二升降气缸收缩,第二机械手组件抓取输液器短管上移,第二平移气缸伸动作,带动第二机械手组件向输液器短管正位装置移动;
所述第二机械手组件包括第二气爪安装板、第二平行气爪、第三夹爪安装板、第四夹爪安装板、第三夹爪、第四夹爪、第五滑轨和第四滑块,第二气爪安装板水平设置,第二气爪安装板的上端面与第二升降导轴及第二升降气缸的活塞杆末端连接,第二气爪安装板的下端间隔设置有至少两组第二平行气爪,第二平行气爪的爪板朝下,第二平行气爪的其中一个爪板上连接有第三夹爪安装板,另一个爪板上连接有第四夹爪安装板,第三夹爪安装板的下端安装有第三夹爪,第四夹爪安装板的下端安装有第四夹爪,第三夹爪和第四夹爪配合夹取输液器短管,第三夹爪安装板上设置有第五滑轨,第四夹爪安装板上设置有与第五滑轨对应的第四滑块,第二平行气爪的张开和闭合带动第三夹爪安装板和第四夹爪安装板的错位与重合,进而带动第三夹爪和第四夹爪的张开和闭合,第二平移气缸动作带动第一机械手组件移向输液器短管取料装置时第二机械手组件移动至输液器短管排齐装置的导管支撑板上方,第二平移气缸伸出,第二平行气爪张开,此时第三夹爪和第四夹爪介于与其位置对应的输液器短管两侧,对输液器短管形成位置限定,辅助输液器短管的排齐操作,输液器短管排齐后第二平行气爪闭合,第三夹爪和第四夹爪闭合将输液器短管夹住,第二升降气缸收缩,第二平移气缸启动,将第二机械手组件移动输液器短管正位装置。
进一步的,所述第一夹爪安装板、第二夹爪安装板、第三夹爪安装板和第四夹爪安装板之间平行设置,所述第一夹爪和第二夹爪均呈“7”形结构,第一夹爪和第二夹爪的“7”形的纵向板起到主要的夹持作用,所述第三夹爪和第四夹爪呈倒置的“U”型或“F”型结构;提高辅助排齐过程中对输液器短管的限位效果,提高夹持输液器短管过程中的稳定性。
本发明的有益效果是:与现有技术相比,本发明的一种输液器短管组装前的预处理系统具有以下优点:(1)输液器短管组装前的预处理系统在使用时,输液器短管取料装置从输液器短管自动上料料仓中取出输液器短管,每批取出的输液器短管均包含多条,输液器短管移运装置的第一机械手组件将输液器短管取料装置上的输液器短管夹取,并向输液器短管排齐装置移动,在此过程中,输液器短管移运装置的第二机械手协助输液器短管排齐装置完成了上一批输液器短管的排齐操作并夹持住排齐后的输液器短管,在第一机械手组件夹持当前批次的输液器短管向输液器短管排齐装置移运的同时,第二机械手组件也夹持住已经被排齐后的上一批次的输液器短管向输液器短管正位装置移动,第一机械手组件将本批次的输液器短管移动到输液器短管排齐装置上时,第二机械手组件也将上批次的输液器短管移动到了输液器正位装置上,然后第一机械手组件和第二机械手组件再复位,循环重复取管、送管的操作,各个装置之间配合协调,工序连贯性强,输液器短管预处理的效率明显提高;(2)输液器短管自动上料料仓、输液器短管取料装置、输液器短管排齐装置、输液器短管移运装置和输液器短管正位装置的结构均进行优化设计,功能性极大提升,装置之间的配合使用效果更好。
附图说明
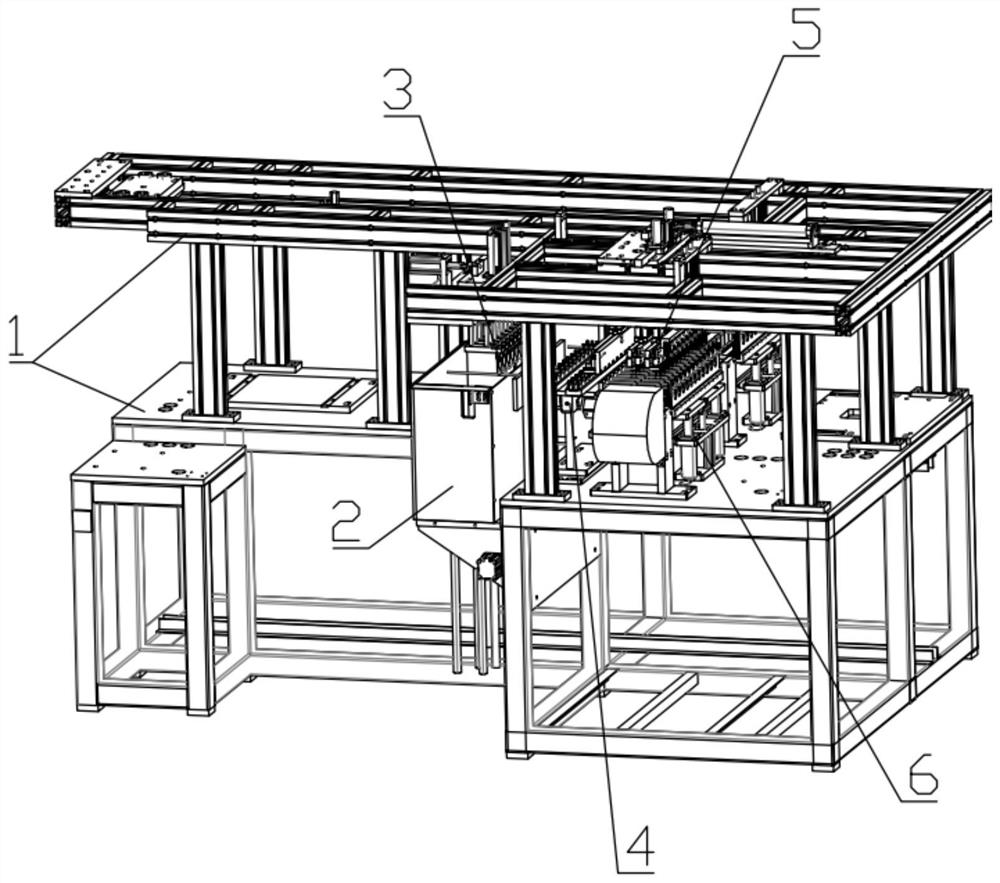
图1为本发明的输液器短管组装前的预处理系统的总体结构示意图;
图2为本发明的输液器短管组装前的预处理系统去掉机架后的总体结构布局示意图;
图3为本发明的输液器短管自动上料料仓的总体结构示意图;
图4为本发明的输液器短管自动上料料仓的另一角度总体结构示意图;
图5为本发明的输液器短管自动上料料仓去掉外仓后的结构示意图;
图6为本发明的输液器短管取料装置总体结构示意图;
图7为本发明的输液器短管取料装置的另一角度总体结构示意图;
图8为本发明的输液器短管排齐装置的总体结构示意图;
图9为本发明的输液器短管排齐装置的另一角度总体结构示意图;
图10为本发明的输液器短管移运装置的总体结构示意图;
图11为本发明的输液器短管移运装置的另一角度总体结构示意图;
图12为本发明的输液器短管移运装置与输液器短管排齐装置配合使用时的一种状态下的结构示意图;
图13为本发明的输液器短管移运装置与输液器短管排齐装置配合使用时的另一状态下的结构示意图;
图14为本发明的输液器短管正位装置的总体结构示意图;
图15为发明的输液器短管正位装置另一角度的总体结构示意图;
图16为本发明的输液器短管正位装置的正位机构结构示意图;
其中,1机架、2输液器短管自动上料料仓、201外仓、202内仓、203外仓安装座、2031料仓座板、2032肋板、2033固定支撑板、2034第一滑轨、2035第一滑块、2036微动气缸、2037微动缸座、204第一开口、205光电传感器、206长条形开口、207升降驱动电机、208直线式齿轮减速机齿条、209第一直线轴承、210第一光轴、211升降电机光电支板、212接近开关、213内仓高度检测块、214检测孔、215限位外沿、3输液器短管取料装置、301取料安装板、3011第二开口3012第二滑轨、3013管路分配器、302输液短管吸取机构、3021吸嘴轴承座板、3022第三直线轴承、3023吸嘴导轴、3024吸嘴固定板、3025吸嘴管、3026卡板、303第二升降驱动机构、3031第一滑板、3032第一滑座、3033第一升降气缸、3034第一升降导轴、3035第二直线轴承、304第一平移驱动机构、3041第一平移气缸、3042第一平移气缸座板、4输液器短管排齐装置、401支撑底板、402支轴、403连接块、404排齐座板、405导管支撑板、406导管放置槽、407排齐导轴、408第三直线轴承、409排齐气缸、410气缸固定板、411联板、412导管顶齐板、413导管通行槽、5输液器短管移运装置、501第一机械手组件、5011第一气爪安装板、5012第一平行气爪、5013第一夹爪安装板、5014第二夹爪安装板、5015第一夹爪、5016第二夹爪、5017第四滑轨、5018第三滑块、502第二机械手组件、5021第二气爪安装板、5022第二平行气爪、5023第三夹爪安装板、5024第四夹爪安装板、5025第三夹爪、5026第四夹爪、5027第五滑轨、5028第四滑块、503移运安装板、504第二平移驱动机构、5041第三滑轨、5042第二滑块、5043第二平移气缸、5044第二平移气缸座板、505第三升降驱动机构、5051第二升降气缸、5052第四直线轴承、5053第二升降导轴、6输液器短管正位装置、601输送机构、6011输送带、6012短管支撑板、6013“V”型开槽、602下正位组件、6021下正位气缸安装板、6022下正位气缸、6023下正位托板、6024下直线轴承、6025下光轴、6026下正位叉板安装板、6027下正位叉板、6028“V”型限位开口、603上正位组件、6031上正位气缸安装板、6032上正位气缸、6033上正位叉板安装板、6034上正位叉板、6035倒“V”型限位开口。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
如图1和图2所示实施例中,一种输液器短管组装前的预处理系统,包括机架1和设置于机架1上的输液器短管自动上料料仓2、输液器短管取料装置3、输液器短管排齐装置4、输液器短管移运装置5和输液器短管正位装置6,其中:
所述输液器短管自动上料料仓2、输液器短管排齐装置4和输液器短管正位装置6沿X轴方向依次设置于机架上,所述输液器短管取料装置3设置于输液器短管自动上料料仓2的上方,所述输液器短管移运装置5设置于输液器短管排齐装置4和输液器短管正位装置6的上方,输液器短管移运装置5在输液器短管取料装置3和输液器短管正位装置6之间移动;
所述输液器短管移运装置5包括第一机械手组件501和第二机械手组件502,第一机械手组件501用于夹持输液器短管取料装置3从输液器短管自动上料料仓2中取出的第M批输液器短管,并将第M批输液器短管移运到输液器短管排齐装置上,第二机械手组件用于辅助输液器短管排齐装置4对第M-1批输液器短管进行排齐,并将排齐后的第M-1批输液器短管移运至输液器短管正位装置6;
输液器短管组装前的预处理系统在使用时,输液器短管取料装置3从输液器短管自动上料料仓1中取出输液器短管,每批取出的输液器短管均包含多条,输液器短管移运装置5的第一机械手组件501将输液器短管取料装置3上的输液器短管夹取,并向输液器短管排齐装置4移动,在此过程中,输液器短管移运装置5的第二机械手组件502协助输液器短管排齐装置4完成了上一批输液器短管的排齐操作并夹持住排齐后的输液器短管,在第一机械手组件501夹持当前批次的输液器短管向输液器短管排齐装置4移运的同时,第二机械手组件502也夹持住已经被排齐后的上一批次的输液器短管向输液器短管正位装置6移动,第一机械手组件将501本批次的输液器短管移动到输液器短管排齐装置4上时,第二机械手组件502也将上批次的输液器短管移动到了输液器正位装置6上,然后第一机械手组件501和第二机械手组件502再复位,循环重复取管、送管的操作,各个装置之间配合协调,工序连贯性强,输液器短管预处理的效率明显提高。
本实施例中,如图3-5所示,所述输液器短管自动上料料仓2包括外仓201、设置于外仓201内部的内仓202、用于支撑外仓201的外仓安装座203和用于驱动内仓202在外仓201中上下移动的第一升降驱动机构,所述外仓201呈上端和下端开放的矩形结构,外仓201的左侧板和右侧板的上端均开设有第一开口204,外仓201左侧板第一开口204的一侧和外仓201右侧板第一开口204的一侧对应安装有光电传感器205,外仓201的下端安装在外仓安装座203上;所述内仓202呈上端和后端开放的矩形结构,内仓202的左侧板和右侧板均设置有与外仓201的第一开口204位置相对应的长条形开口206,内仓202的底部与第一升降驱动机构连接,第一升降驱动机构安装在外仓安装座上203;上料料仓在使用时,输液短管整齐排放在内仓202中,输液器短管取料装置3从内仓202中吸取输液短管,通过对应设置的两个对射型的光电传感器205检测第一开口204内是否有输液短管,当检测到第一开口204内输液短管不足时,第一升降驱动机构启动,推动内仓202在外仓201的内腔中上移,上移至对射型光电传感器205检测到第一开口204内输液短管充足,实现不间断取料操作,极大提高取料效率;
所述外仓安装座203包括料仓座板2031和肋板2032,所述料仓座板2031包括水平座板和设置于水平座板下端的垂直座板,肋板2032设置于水平座板和垂直座板之间,外仓201安装在水平座板上;所述外仓安装座203还包括固定支撑板2033、第一滑轨2034、第一滑块2035、微动气缸2036和微动缸座2037,所述固定支撑板2033安装在机架1上,固定支撑板2033面向垂直座板的端面上设置有第一滑轨2034,垂直座板上设置有与第一滑轨2034相配合的第一滑块2035,固定支撑板2033上设置有微动缸座2037,微动缸座2037上安装有微动气缸2036,微动气缸2036的伸缩方向与第一滑轨2034的方向一致,微动气缸2036的活塞杆末端与肋板2032连接;每隔一定时间微动气缸2036伸缩过程中带动外仓201沿第一滑轨2034方向进行位置调整,以便于输液器短管取料装置3顺利吸取输液短管;
所述第一升降驱动机构包括升降驱动电机207、直线式齿轮减速机齿条208、第一直线轴承209和第一光轴210,所述升降驱动电机207安装在水平座板的下端面上,升降驱动电机207与直线式齿轮减速机齿条208连接,驱动直线式齿轮减速机齿条208上下移动,直线式齿轮减速机齿条208的上端与内仓202的底板固定连接,水平座板上安装有多个第一直线轴承209,第一光轴210的上端穿过第一直线轴承209后固定在内仓202的底板上,当对应设置的两个对射型的光电传感器205检测到第一开口204内输液短管不足时,升降驱动电机207启动,电动直线式齿轮减速机齿条208向上顶起内仓202,在此过程中第一光轴210沿第一直线轴承209上移辅助顶起内仓202,使得内仓202在外仓201的内腔平稳上移;所述第一升降驱动机构还包括升降电机光电支板211、接近开关212和内仓高度检测块213,所述水平座板的下端面垂直固定有升降电机光电支板211,升降电机光电支板211的安装位置与直线式齿轮减速机齿条208相对应,升降电机光电支板211上下间隔开设有检测孔214,检测孔214内安装有接近开关212,直线式齿轮减速机齿条208的下端安装有内仓高度检测块213,上下两个接近开关212之间的距离即为内仓202能够上下移动的范围,当内仓高度检测块213与位于下方的接近开关212对准时,内仓202位于初始位置,当内仓高度检测块213与位于上方的接近开关212对准时,表示内仓202中需要补入新的输液短管;由于内仓202的后端是开放的,在内仓202上移的过程中不影响输液器短管取料装置3从内仓202后端伸入进去取料,同时在向内仓202中补入输液短管时,由于内仓202后端开放,能够边补入输液短管边将内仓202下移,补料更方便顺利;
所述内仓202的左侧板和右侧板的上端设置有限位外沿215,内仓高度检测块213与位于下方的接近开关212对准时限位外沿215搭靠在外仓201的上沿上;所述内仓202的尺寸与外仓201的内腔尺寸相配合。
本实施例中,如图6和图7所示,所述输液器短管取料装置3包括取料安装板301、用于吸取输液短管的输液短管吸取机构302、用于带动输液短管吸取机构302上下移动的第二升降驱动机构303和用于带动输液短管吸取机构302水平移动的第一平移驱动机构304,所述输液短管吸取机构302位于取料安装板301的下方,所述第二升降驱动机构303设置于取料安装板301上并与输液短管吸取机构302连接,所述第一平移驱动机构304设置于取料安装板301上并与输液短管吸取机构302连接;使用时,取料安装板301安装在输液器短管与三通管的组装设备的机架1上,通过第二升降驱动机构303带动输液短管吸取机构302下移至输液器短管自动上料料仓2的内仓202中,输液短管吸取机构302柔性吸附输液短管后第二升降驱动机构303带动输液短管上移,然后再通过第一平移驱动机构304将第二升降驱动机构303和输液短管吸取机构302同步向外推出,以便于输液器短管移运装置5的第一机械手组件501顺利夹取输液短管。
本实施例中,所述取料安装板301上设置有第二开口3011,第二开口3011的两侧安装有平行的第二滑轨3012;所述第二升降驱动机构303包括第一滑板3031、第一滑座3032、第一升降气缸3033、第一升降导轴3034和第二直线轴承3035,所述第一滑板3031的下端面设置有第一滑座3032,第一滑座3032安装于与其位置相对应的第二滑轨3012上,第一滑板3031的中部安装有第一升降气缸3033,第一升降气缸3033的活塞杆末端向下穿过第二开口3011后与输液器吸取机构302连接,第一滑板3031上设置有多个第二直线轴承3035,第二直线轴承3035分布在第一升降气缸3033的四周,第二直线轴承3035内安装有第一升降导轴3034,第一升降导轴3034的下端向下穿过第二开口3011后与输液器吸取机构302连接,通过第一升降气缸3033带动输液短管吸取机构302整体上下移动的过程中,第一升降导轴3034使得移动的平稳性大大提高;
所述第一平移驱动机构304包括第一平移气缸3041和第一平移气缸座板3042,所述第一平移气缸座板3042设置于取料安装板301上,第一平移气缸座板3042上安装有第一平移气缸3041,第一平移气缸3041的伸缩方向与第二滑轨3012的方向一致,第一平移气缸3041的活塞杆末端与第一滑板3031连接,第一平移气缸3041伸出,推动第二升降驱动机构303和输液短管吸取机构302同步向外移动;
所述输液短管吸取机构302包括吸嘴轴承座板3021、第三直线轴承3022、吸嘴导轴3023、吸嘴固定板3024和吸嘴管3025,所述吸嘴轴承座板3021的上端面与第一升降气缸3033和第一升降导轴3034连接,吸嘴轴承座板3021上间隔设置有多组第三直线轴承3022,第三直线轴承3022内安装有吸嘴导轴3023,吸嘴导轴3023的上端设置有卡板3026,卡板3026与第三直线轴承3022之间设置有缓冲弹簧,吸嘴导轴3023的下端水平设置有吸嘴固定板3024,吸嘴固定板3024上设置有用于从料仓中吸取输液短管的吸嘴管3025,在重力作用下卡板3026以下的吸嘴导轴3023均向下伸出第三直线轴承3022,第一升降气缸3033伸出时,吸嘴管3025下移至与输液短管接触,此时缓冲弹簧起到缓冲作用,防止吸嘴管3025严重下压输液短管,吸嘴管3025在外部吸气设备的作用下吸附住输液短管的一端,并在第一升降气缸3033的作用下带动输液短管上移至脱离内仓202;
每组第三直线轴承3022包括两个第三直线轴承3022,每组的两个第三直线轴承3022内的吸嘴导轴3023的下端与同一块吸嘴固定板3024连接;所述吸嘴管3025的上方与外部吸气设备的导气管连接;所述取料安装板301的下端设置有用于穿过外部吸气设备的导气管的管路分配器3013。
本实施例中,如图8和图9所示,所述输液器短管排齐装置4包括支撑底板401、设置于支撑底板401上端面的支轴402、设置于支轴402上端的连接块403、设置于连接块403上端的排齐座板404、设置于排齐座板404上端面的导管支撑板405和设置于排齐座板405下端面的排齐机构,所述导管支撑板405至少间隔设置两组,导管支撑板405的上端间隔开设有若干导管放置槽406;所述排齐机构包括排齐导轴407、第三直线轴承408、排齐气缸409、气缸固定板410、联板411和导管顶齐板412,所述排齐导轴407的设置方向与导管支撑板405的设置方向垂直,排齐导轴407安装在连接块403上,排齐导轴407的两端均设置有导管顶齐板412,导管顶齐板412上安装有第三直线轴承408,排齐导轴407插入第三直线轴承408内,所述排齐座板404的下端面设置有两块气缸固定板410,导管顶齐板412的下端设置有与其相临近的气缸固定板410的位置对应的联板411,排齐气缸409的缸筒固定在气缸固定板410上,排齐气缸409的活塞杆固定在与其临近的联板411上,使用时,将输液器短管移运到排齐座板404上方,通过间隔设置的两组导管支撑板405形成支撑,启动排齐气缸409,两块导管顶齐板412做相对运动,分别抵触在输液器短管的两端,将输液器短管排齐,整个结构设计简单,排齐效率高。
本实施例中,每组导管支撑板405均由多块平行的板体构成,板体上均开设有导管放置槽406,板体之间的导管放置槽406的位置相对应;至少一块导管顶齐板412的上端间隔设置有导管通行槽413,导管通行槽413的位置与导管放置槽406的位置一一对应,导管通行槽413的槽底位于导管放置槽406的槽顶上方,输液器短管沿导管通行槽413移动至导管支撑板405正上方,使得输液器短管能够准确地落入导管放置槽406中。
本实施例中,如图14-16所示,所述输液器短管正位装置6包括短管输送机构601和前后间隔设置于短管输送机构601一侧的两个正位机构,正位机构包括下正位组件602和上正位组件603,输液器短管间隔放置于短管输送机构601上,输液器短管的一端伸出短管输送机构601并伸入下正位组件602和上正位组件603之间,输液器短管经短管输送机构601进行主体支撑,经第一个正位机构的下正位组件602和上正位组件603将输液器短管的头部扶正,以利于涂胶装置对输液器短管的头部进行涂胶,涂胶完毕后第一个正位机构的下正位组件602和上正位组件603分开,短管输送机构601将输液器短管送往第二个正位机构处,通过第二个正位机构的下正位组件602和上正位组件603将涂好胶的输液器短管头部再次正位,以利于后续与三通管进行组装的操作;
所述下正位组件602包括下正位气缸安装板6021、下正位气缸6022、下正位托板6023、下直线轴承6024、下光轴6025、下正位叉板安装板6026和下正位叉板6027,所述下正位气缸安装板6021安装在机架1上,下正位气缸安装板6021的上端面安装有下正位气缸6022,下正位气缸6022的缸筒上端与水平设置的下正位托板6023固定连接,下正位托板6023上安装有下直线轴承6024,下直线轴承6024位于下正位气缸6022的两侧,下直线轴承6024内插入下光轴6025,下光轴6025的上端和下正位气缸6022的活塞杆的上端均与水平设置的下正位叉板安装板6026固定连接,下正位叉板安装板6026的上端面安装有下正位叉板6027,下正位叉板6027的上端间隔开设有若干“V”型限位开口6028;
所述上正位组件603包括上正位气缸安装板6031、上正位气缸6032、上正位叉板安装板6033和上正位叉板6034,所述上正位气缸安装板6031安装在机架1上,上正位气缸安装板6031的下端面安装有上正位气缸6032,上正位气缸6032的活塞杆下端与水平设置的上正位叉板安装板6033连接,上正位叉板安装板6033的下端面安装有上正位叉板6034,上正位叉板6034的下端间隔开设有与“V”型限位开口6028一一对应的倒“V”型限位开口6035;
正位机构使用时,下正位组件602和上正位组件603同时启动,下正位气缸6022伸出,推动下正位叉板6027上移,每一输液短管均被一“V”型限位开口6028支撑,上正位气缸6032伸出,推动上正位叉板6034下移,上正位叉板6034的倒“V”型限位开口6035和下正位叉板6027的“V”型限位开口6028配合形成一个限位口,每一输液器短管均被限位在一个限位口中,便于进行涂胶操作,或与三通管进行组装。
本实施例中,所述下正位叉板6027由间隔设置的N块板体组成,上正位叉板6034由间隔设置的N±1块板体组成,下正位叉板6027和上正位叉板6034的板体交错设置,增强对输液器短管的限位稳定性和支撑平稳性;所述“V”型限位开口6028和倒“V”型限位开口6035均平滑设置,有效防止划伤输液短管外壁;所述短管输送机构601的输送带6011宽度方向的两端对应设置有短管支撑板6012,所述短管支撑板6012的上端设置有“V”型开槽6013,输液器短管支撑在对应的两个“V”型开槽6013中,增强对输液短管主体支撑的平稳性;其中一个正位机构远离短管输送机构601的一侧设置有短管涂胶装置,另一个正位机构远离短管输送机构601的一侧设置有输液器三通管组装前预处理系统,增强输液器短管正位装置与涂胶工序和组装工序的连贯性。
本实施例中,如图10-13所示,所述输液器短管移运装置5包括移运安装板503、第二平移驱动机构504、第三升降驱动机构505、第一机械手组件501和第二机械手组件502,所述第二平移驱动机构501安装在机架1上,移运安装板503与第二平移驱动机构504连接,移运安装板503的下端安装有用于夹取输液器短管的第一机械手组件501,移运安装板503上安装有第三升降驱动机构505,第三升降驱动机构505的下方安装有用于夹取输液器短管的第二机械手组件502,第一机械手组件501位于第二机械手组件502的前方,第一机械手组件501抓取第M批输液器短管,将第M批输液器短管从输液器短管取料装置3转移到输液器短管排齐装置4,第二机械手组件502抓取第M-1批输液器短管,辅助第第M-1批输液器短管在输液器短管排齐装置4上排齐后将其转移至输液器短管正位装置6上,当第一机械手组件501正好移动到输液器短管取料装置3处时,第二机械手组件502正好位于输液器短管排齐装置4上方并辅助排齐,当第一机械手组件501抓取第M批输液器短管移动至输液器短管排齐装置4时,第二机械手组件502正好将第M-1批输液器短管移动到了输液器短管正位装置6上;
所述第二平移驱动机构504包括第三滑轨5041、第二滑块5042、第二平移气缸5043和第二平移气缸座板5044,所述第三滑轨5041安装在机架1上,第二滑块5042滑动设置于第三滑轨5041上,第二滑块5042与移运安装板503固定连接,移运安装板503的一侧与第二平移气缸5043的活塞杆末端连接,第二平移气缸5043的缸筒安装在第二平移气缸座板5044上,第二平移气缸座板安装5044在机架1上,第二平移气缸5043的伸缩方向与第三滑轨5041的设置方向一致,第二平移气缸5043伸缩时带动移运安装板503沿着第三滑轨5041移动,同步带动第一机械手组件501和第二机械手组件502移动,第一机械手组件501的运动轨迹是在输液器短管取料装置3和输液器短管排齐装置4之间往返,第二机械手组件502的运动轨迹是在输液器短管排齐装置4和输液器短管正位装置6之间往返;
所述第一机械手组件501包括第一气爪安装板5011、第一平行气爪5012、第一夹爪安装板5013、第二夹爪安装板5014、第一夹爪5015、第二夹爪5016、第四滑轨5017和第三滑块5018,所述第一气爪安装板5011的上端固定在平移安装板503的下端面,第一气爪安装板5011上安装有第一平行气爪5012,第一平行气爪5012的两个爪板朝下,第一平行气爪5012的其中一个爪板上连接有第一夹爪安装板5013,另一个爪板上连接有第二夹爪安装板5014,第一夹爪安装板5013的下端安装有第一夹爪5015,第二夹爪安装板5014的下端安装有第二夹爪5016,第一夹爪5015和第二夹爪5016配合夹取输液器短管,第一夹爪安装板5013上设置有第四滑轨5017,第二夹爪安装板5014上设置有与第四滑轨5017对应的第三滑块5018,第一机械手组件501从输液器短管取料装置3中夹取输液器短管后第二平移气缸5043动作,第一机械手组件501向输液器短管排齐装置4移动,第一机械手组件501的第一平行气爪5012张开时,第一夹爪安装板5013和第二夹爪安装板5014错位,第一夹爪5015和第二夹爪5016随之张开,将输液器短管放置到输液器短管排齐装置4的导管支撑槽406上;
所述第三升降驱动机构505包括第二升降气缸5051、第四直线轴承5052和第二升降导轴5053,第二升降气缸5051沿纵向安装在移运安装板503上,第二升降气缸5051两侧的移运安装板503板体上设置有第四直线轴承5052,第四直线轴承5052内安装有第二升降导轴5053,第二升降气缸5051的下端以及第二升降导轴5053的下端均与第二机械手组件502连接,第二升降气缸5051的伸缩带动第二机械手组件502上下移动,第二机械手组件502在输液器短管排齐装置4上方向下移动时,能够辅助输液器短管排齐装置4对输液器短管进行限位排齐,输液器短管排齐后第二机械手组件502抓取输液器短管,第二升降气缸5051收缩,第二机械手组件502抓取输液器短管上移,第二平移气缸5043伸动作,带动第二机械手组件502向输液器短管正位装置6移动;
所述第二机械手组件502包括第二气爪安装板5021、第二平行气爪5022、第三夹爪安装板5023、第四夹爪安装板5024、第三夹爪5025、第四夹爪5026、第五滑轨5027和第四滑块5028,第二气爪安装板5021水平设置,第二气爪安装板5021的上端面与第二升降导轴5053及第二升降气缸5051的活塞杆末端连接,第二气爪安装板5021的下端间隔设置有至少两组第二平行气爪5022,第二平行气爪5022的爪板朝下,第二平行气爪5022的其中一个爪板上连接有第三夹爪安装板5023,另一个爪板上连接有第四夹爪安装板5024,第三夹爪安装板5023的下端安装有第三夹爪5025,第四夹爪安装板5024的下端安装有第四夹爪5026,第三夹爪5025和第四夹爪5026配合夹取输液器短管,第三夹爪安装板5023上设置有第五滑轨5027,第四夹爪安装板5024上设置有与第五滑轨5027对应的第四滑块5028,第二平行气爪5022的张开和闭合带动第三夹爪安装板5023和第四夹爪安装板5024的错位与重合,进而带动第三夹爪5025和第四夹爪5026的张开和闭合,第二平移气缸5043动作带动第一机械手组件501移向输液器短管取料装置3时第二机械手组件502移动至输液器短管排齐装置4的导管支撑板405上方,第二平移气缸5043伸出,第二平行气爪5022张开,此时第三夹爪5025和第四夹爪5026介于与其位置对应的输液器短管两侧,对输液器短管形成位置限定,辅助输液器短管的排齐操作,输液器短管排齐后第二平行气爪5022闭合,第三夹爪5025和第四夹爪5026闭合将输液器短管夹住,第二升降气缸5051收缩,第二平移气缸5043启动,将第二机械手组件502移动至输液器短管正位装置6。
本实施例中,所述第一夹爪安装板5013、第二夹爪安装板5014、第三夹爪安装板5023和第四夹爪安装板5024之间平行设置,所述第一夹爪5025和第二夹爪5016均呈“7”形结构,第一夹爪5015和第二夹爪5016的“7”形的纵向板起到主要的夹持作用,所述第三夹爪5025和第四夹爪5026呈倒置的“U”型或“F”型结构;提高辅助排齐过程中对输液器短管的限位效果,提高夹持输液器短管过程中的稳定性。
上述具体实施方式仅是本发明的具体个案,本发明的专利保护范围包括但不限于上述具体实施方式的产品形态和式样,任何符合本发明权利要求书且任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应落入本发明的专利保护范围。
- 输液器短管组装前的预处理系统
- 输液器三通管组装前预处理系统