一种管件椭圆度及厚度的同步检测装置及方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及检测装置及方法技术领域,具体地,涉及一种管件椭圆度及厚度的同步检测装置及方法。
背景技术
目前,通过磁弧焊和摩擦焊焊接管件的方式效率高,适合批量化生产,但是这种方式对管件的加工要求较高,尤其是焊接端头的尺寸精度如椭圆度、厚度公差等尺寸精度直接影响了焊缝的质量,因此在焊接前必须对待焊管件进行端部椭圆度及厚度的测量。传统的测量方法大多为接触式,采用千分尺对管件端部表面进行接触式检测,这种方法一方面需要接触测量,受管件表面的影响,另一方面,测量时需要手工记录计算,效率较低,易出错。
近年来,随着光电检测技术的发展,一些研究人员开始采用传感器进行测量,如专利CN 102650516 A介绍了一种基于工业机器人的大口径管管端外径和椭圆度的测量方法,通过传感器可以自动化测量大口径管件的管端外径和椭圆度。该专利利用工业机器人的旋转功能,在机器人上安装传感器,两个外径测量传感器对称设置在连接杆的两端,光栅尺传感器设置在连接杆上。测量时工业机器人通过旋转连接杆,使外径传感器绕待测管件旋转180°,通过计算可得到管件外径。然而该专利介绍的测量方法仅适用于大口径管件,一次只能进行单边测量,且实施成本较高。
因此需要提供一种高效且准确的非接触式检测装置和方法,可以实现椭圆度及厚度的同步检测。
发明内容
针对现有技术中的缺陷,本发明的目的在于提供一种测量效率高、精度高且可以实现管件批量自动化检测的管件椭圆度及厚度的同步检测装置及方法。
为解决上述问题,本发明的技术方案为:
本发明提供一种管件椭圆度及厚度的同步检测装置,所述管件椭圆度及厚度的同步检测装置包括测量台架、滚动装置、外径测量装置和内径测量装置,所述滚动装置安装在测量台架上,所述的外径测量装置包括至少两个轴向传感器探头,所述的内径测量装置包括至少两个径向传感器探头,测量时,所述至少两个轴向传感器探头从初始位置自动移动至待测管件两端头上方的待测位置,所述至少两个径向传感器探头从初始位置自动移动至待测管件两端头内壁的待测位置,通过所述至少两个轴向传感器探头和所述至少两个径向传感器探头测量得到管件对应位置的实时距离信息,计算分析得到管件两个端头的内外直径、厚度公差和椭圆度。
可选地,所述滚动装置包括第一滚动装置和第二滚动装置,所述第一、第二滚动装置的位置可以根据待测管件的长短滑动调节。
可选地,所述外径测量装置包括第一轴向传感器探头和第二轴向传感器探头,所述用于测量的传感器为光谱共焦传感器。
可选地,所述内径测量装置包括第一径向传感器探头和第二径向传感器探头,所述用于测量的传感器为光谱共焦传感器。
可选地,通过第一轴向传感器探头和第二轴向传感器探头测量数据可以计算分析出管件外径椭圆度;通过第一径向传感器探头和第二径向传感器探头测量数据可以计算分析出管件内径椭圆度;通过第一轴向传感器探头与第一径向传感器探头之间的坐标位置和测量数据可以得到管件左端外径;通过第二轴向传感器探头与第二径向传感器探头之间的坐标位置和测量数据可以得到管件右端外径;通过第一径向传感器探头和第二径向传感器探头的测量数据可以得到管件两端的内径;通过计算得到的左端外径和第一径向传感器探头的测量数据可以计算得到管件左端的厚度公差;通过计算得到的右端外径和第二径向传感器探头的测量数据可以计算得到管件右端的厚度公差。
可选地,测量时,光谱共焦传感器发射白光,经过传感器透镜分离为焦点不同的不同波长的光,入射到管件的表面,经过管件表面反射,将一定波长的光反射给传感器,传感器通过接收的光的波长,从而计算出管件到传感器的距离。
进一步地,本发明还提供一种管件椭圆度及厚度的同步检测方法,其特征在于,所述管件椭圆度及厚度的同步检测方法包括以下步骤:
将待测管件放置于安装有滚动装置的测量台架上;
在检测装置的控制系统中输入待测管件的标称数据,通过程序建立坐标系;
传感器探头从初始位置自动移动至待测位置,其中两个轴向传感器探头自动移动至待测管件两端头上方的待测位置,两个径向传感器探头自动移动至待测管件两端头内壁的待测位置;
打开滚动装置,通过滚动装置旋转待测管件;
根据所述至少两个轴向传感器探头和所述至少两个径向传感器探头测量得到管件对应位置的实时距离信息,计算分析得到管件两个端头的内外直径、厚度公差和椭圆度;
关闭滚动装置,传感器探头自动移动至初始位置,更换管件继续检测。
可选地,所述在检测装置的控制系统中输入待测管件的标称数据,通过程序建立坐标系步骤具体包括:提前将两个轴向传感器探头、两个径向传感器探头、测量台架以及待测管件位置进行准确定位,分析各个关键位置的坐标系位置,将数据输入到检测装置的控制系统中,以便自动检测时,四个传感器探头可以准确定位及到达测量位置点。
可选地,所述打开滚动装置通过滚动装置旋转待测管件步骤具体包括:通过滚动装置360°旋转待测管件,以便传感器探头对待测管件进行360°的测量。
可选地,所述根据所述至少两个轴向传感器探头和所述至少两个径向传感器探头测量得到管件对应位置的实时距离信息,计算分析得到管件两个端头的内外直径、厚度公差和椭圆度步骤具体包括:测量时,两个轴向传感器探头和两个径向传感器探头自动移动至待测管件端头上方以及内壁设定的坐标系位置,测量得到管件对应位置的实时距离信息,并将数据输入到计算机,计算分析得到管件两个端头的内外直径、厚度公差和椭圆度。
与现有技术相比,本发明的管件椭圆度及厚度的同步检测装置及方法实现了非接触式、批量自动化测量管件的椭圆度及厚度,测量效率高,精度高,并且本发明可以实现管件的椭圆度及厚度的同步检测。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
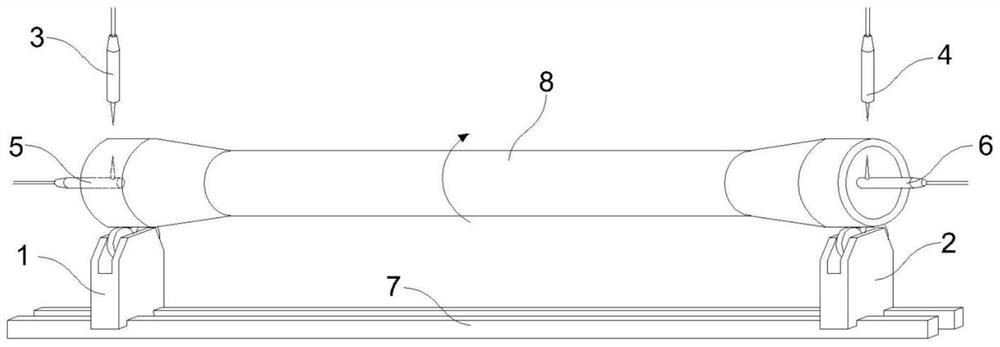
图1为本发明实施例提供的管件椭圆度及厚度同步检测装置初始位置结构示意图;
图2为本发明实施例提供的管件椭圆度及厚度同步检测装置测试位置结构示意图;
图3为本发明实施例提供的管件椭圆度及厚度同步检测装置方法流程框图。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
图1为本发明实施例提供的一种管件椭圆度及厚度同步检测装置初始位置结构示意,如图1所示,所述管件椭圆度及厚度同步检测装置包括测量台架7、滚动装置、外径测量装置和内径测量装置,所述的滚动装置包括安装在测量台架7上的第一滚动装置1和第二滚动装置2,且所述第一、第二滚动装置1、2的位置可以根据待测管件8的长短滑动调节。所述外径测量装置包括第一轴向传感器探头3和第二轴向传感器探头4,该第一轴向传感器探头3和第二轴向传感器探头4设置在待测管件8两侧端头的轴线的正上方,且探头方向垂直向下。所述的内径测量装置包括第一径向传感器探头5和第二径向传感器探头6,该第一径向传感器探头5和第二径向传感器探头6设置在待测管件8两侧中心轴线上。
实际测量时,如图2所示,待测管件8先被搬运到测量台架7的第一滚动装置1和第二滚动装置2上,由第一滚动装置1和第二滚动装置2支撑,在检测装置的控制系统中输入管件标称数据,建立坐标系后,所述第一轴向传感器探头3、第二轴向传感器探头4从初始位置自动移动至待测管件8两端头上方的待测位置,所述第一径向传感器探头5和第二径向传感器探头6从初始位置自动移动至待测管件8两端头内壁的待测位置,打开第一滚动装置1和第二滚动装置2,通过所述两个轴向传感器探头和所述两个径向传感器探头测量得到管件对应位置的实时距离信息,计算分析得到管件两个端头的内外直径、厚度公差和椭圆度。
具体地,通过第一轴向传感器探头3和第二轴向传感器探头4的测量数据可以计算分析出管件外径椭圆度;通过第一径向传感器探头5和第二径向传感器探头6测量数据可以计算分析出管件内径椭圆度;通过第一轴向传感器探头3与第一径向传感器探头5之间的坐标位置和测量数据可以得到管件左端外径;通过第二轴向传感器探头4与第二径向传感器探头6之间的坐标位置和测量数据可以得到管件右端外径;通过第一径向传感器探头5和第二径向传感器探头6的测量数据可以得到管件两端的内径;通过计算得到的左端外径和第一径向传感器探头5的测量数据可以计算得到管件左端的厚度公差;通过计算得到的右端外径和第二径向传感器探头6的测量数据可以计算得到管件右端厚度公差。
具体地,所述第一径向传感器探头5为第一90°径向传感器探头,所述第二径向传感器探头6为第二90°径向传感器探头。
进一步地,所述用于测量的两个轴向传感器和两个径向传感器均为光谱共焦传感器,如图2所示,测量时,光谱共焦传感器发射白光,经过传感器透镜分离为焦点不同的不同波长的光,入射到管件的表面,经过管件表面反射,将一定波长的光反射给传感器,传感器通过接收的光的波长,从而计算出管件到传感器的距离。另外,本发明传感器探头测量管件的最小直径为3.5mm,测量精度小于等于0.1mm。
图3为本发明实施例提供的一种管件椭圆度及厚度的同步检测方法流程框图,如图3所示,本发明管件椭圆度及厚度的同步检测方法包括以下步骤:
S1:将待测管件放置于安装有滚动装置的测量台架上;
S2:在检测装置的控制系统中输入待测管件的标称数据,通过程序建立坐标系;
具体地,提前将两个轴向传感器探头、两个径向传感器探头、测量台架以及待测管件位置进行准确定位,分析各个关键位置的坐标系位置,将数据输入到检测装置的控制系统中,以便自动检测时,四个传感器探头可以准确定位及到达测量位置点。
S3:传感器探头从初始位置自动移动至待测位置,其中两个轴向传感器探头自动移动至待测管件两端头上方的待测位置,两个径向传感器探头自动移动至待测管件两端头内壁的待测位置;
S4:打开滚动装置,通过滚动装置旋转待测管件;
具体地,通过滚动装置360°旋转待测管件,以便传感器探头对待测管件进行360°的测量。
S5:根据所述至少两个轴向传感器探头和所述至少两个径向传感器探头测量得到管件对应位置的实时距离信息,计算分析得到管件两个端头的内外直径、厚度公差和椭圆度;
具体地,测量时,两个轴向传感器探头和两个径向传感器探头自动移动至待测管件端头上方以及内壁设定的坐标系位置,测量得到管件对应位置的实时距离信息,并将数据输入到计算机,计算分析得到管件两个端头的内外直径、厚度公差和椭圆度。
S6:关闭滚动装置,传感器探头自动移动至初始位置,更换管件继续检测。
与现有技术相比,本发明的管件椭圆度及厚度的同步检测装置及方法实现了非接触式、批量自动化测量管件的椭圆度及厚度,测量效率高,精度高,并且本发明可以实现管件的椭圆度及厚度的同步检测。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
- 一种管件椭圆度及厚度的同步检测装置及方法
- 节段式修正PE管件椭圆度的方法